

Расчет эвольвентного шлица
Входные данные: мощность P = 15 л. с., скорость n= 1450 об./мин, ном. диаметр сплайна = 50 мм, модуль х число зубьев = 3x15.
В диалоговом окне ускорителя проектирования:
в панели инструментов выбрать Стандарты/ISO
в правой области окна дважды щелкнуть на Эвольвентных шлицах
В диалоговом окне Настройка уровня выбрать уровень Эксперт и нажать Далее
В окне Вид соединения:
в диалоговом окне Метод расчета нагрузки выбрать P, n ––> T
в диалоговом окне Тип расчета прочности выбрать Подбор длины шлица
В окне программы:
в области Нагрузки ввести 15 в поле Мощность и 1450 в поле Частота вращения
в области Размеры выбрать ном. диаметр сплайна = 50 мм и Модуль x Число зубьев = 3 x 15.
Щелкнуть Рассчитать, чтобы выполнить проверку прочности соединения. Будет выполнен расчет оптимальной длины шлица. В окне Результаты расчета будут указаны минимальная длина шлица и давление в соединении
Нажать на Готово, чтобы открыть диалоговое окно вставки
В диалоговом окне выбрать требуемый вид, а затем щелкнуть Создать, чтобы вставить штифт в Inventor.
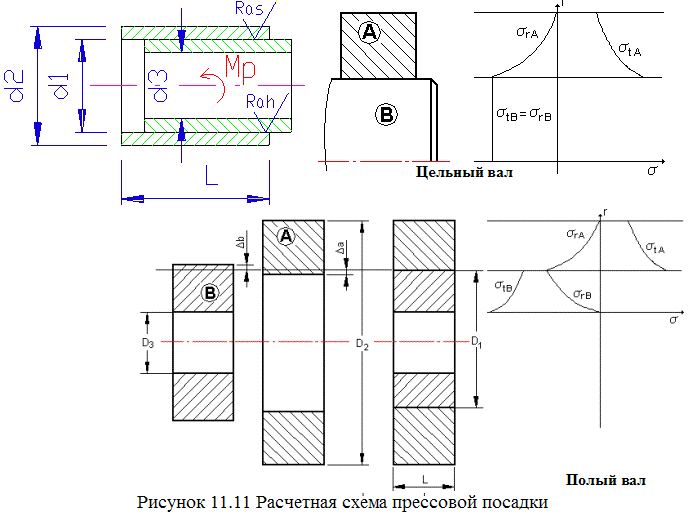
19.5 Генератор компонентов прессовой посадки
Особенности применения генератора:
применяется для соединений, в которых не возникает постоянная деформация,
рассчитываются параметры стыка, минимальная посадка, стандартная или фактическая посадка упругих цилиндрических коаксиальных соединений в горячем или в холодном состоянии
минимальный натяг определяется, когда обеспечивается минимальная требуемая нагрузочная способность прессовой посадки в сочетании с другими факторами
максимальный натяг определяется без учета имеющейся пластической деформации согласно условию пластичности MHM (Хубер, Миссес, Хенки) в сочетании с другими факторами
в расчете не учитывается влияние центробежных сил, не принимаются во внимание ребра или другие элементы усиления конструкции и игнорируется неравномерность распределений температуры в деталях
не производится расчет соединений нагруженных наружным давлением
не производится расчет соединений составленных из трубчатых деталей без ограничения длины (длина равняется диаметру или превышает его). При длине, меньшей диаметра, реальное контактное давление превышает расчетное значение давления. В данном расчете обеспечивается повышенная гарантия от ослабления прессовой посадки.
можно определять материал деталей штампованных соединений
материал компонентов прессовой посадки должен подчиняться в своем поведении закону Гука
полученные в результате расчета температуры следует считать минимально возможными, поскольку в расчете не учтены, например, ни усреднение температур в процессе штамповки, ни время охлаждения втулки после ее извлечения из печи.
Расчетные зависисмости
Используемые переменные
Ea-модуль упругости
Eb-модуль упругости
-отношение Пуассона
-отношение Пуассона
D1-наружный диаметр внешней детали (втулки)
D2-диаметр прижимного соединения (номинальный диаметр вычисленной посадки)
D3-внутренний диаметр внутренней детали (вала)
L-длина прижимного соединения
Fp-требуемое зажимное усилие
Tp-требуемый зажимной крутящий момент
k-запас прочности
-зажимной коэффициент
1-зажимной коэффициент при прессовании
A-допустимое нагружение внешней детали (втулки)
B-допустимое нагружение внутренней детали (вала)
H-центровка
V-зазор сборки
pT-контактное давление
p'Tmin-минимально осуществимое контактное давление
pTmin-минимально осуществимое контактное давление
PTmax-максимальное контактное давление
p'Amax-допустимое давление на отверстие внешней детали
p'Bmax-допустимое давление на вал внутренней детали
-натяг
'min-минимально осуществимый натяг
'max-максимально осуществимый натяг
min-минимальный натяг
max-максимальный натяг
A-коэффициент теплового расширение материала внешней детали
B-коэффициент теплового расширение материала внутренней детали
t-базовая температура
 ,
,

 ,
,
минимально осуществимый натяг
 ,
где
,
где
 или
или
 ,
,
максимально осуществимый натяг
 и
и
для полого вала должны выполняться следующие неравенства: 'max p'Amax D1 C1 + H и 'max p'Bmax D1 C1 + H
для сплошного вала должны выполняться следующие неравенства: 'max p'Amax D1 C1 + H и 'max B D1 C1 + H
Минимальный натяг из обоих неравенств выбирается как максимальный натяг.
минимальный и максимальный натяг. По вычисленной посадке устанавливаются максимальный и минимальный натяг для второй детали соединения. Если обозначение посадки не может быть выбрано, отклонения размера выдаются в численном виде
увеличение наружного диаметра внешней детали
 :
:max подставляется вместо , когда рассчитываются максимальное увеличение диаметра D2
min подставляется вместо , когда рассчитываются минимальное увеличение диаметра D2
уменьшение внутреннего диаметра внутренней детали
 :
:max подставляется вместо , когда рассчитываются максимальное уменьшение диаметра D3
min подставляется вместо , когда рассчитываются минимальное уменьшение диаметра D2
расчет силы давления
 и
и

расчет температуры нагрева внешней детали

расчет температуры охлаждения внутренней детали

центровка ограничивает эффективную область взаимодействия. Действительное значение центровки редко вычисляется при расчетах, поэтому следует использовать ее максимальное значение — так, чтобы юстировка контактирующих поверхностей уменьшала высоту неровностей до половины. Рекомендуемая центровка вычисляется по формуле: H = RzA + RzB 4 (RaA + RaB), где: RzA-высота неровностей поверхности отверстия внешней детали, RzB-высота неровностей поверхности вала внутренней детали, RaA-шероховатость поверхности (среднеарифметическое отклонение) отверстия внешней детали, RaB-шероховатость поверхности (среднеарифметическое отклонение) вала внутренней детали
зазор
сборки является важным размером для
расчета температурных режимов вала и
втулки
![]() ,
где D1-диаметр прижимного соединения
[мм].
,
где D1-диаметр прижимного соединения
[мм].