

§ 4. Сварка арматуры
Сварные каркасы жестче и транс-портабельнее вязаных. Вязка каркаса проволокой применяется только в особых случаях. Сварка арматуры обеспечивает экономию металла, повышает качество арматуры, снижает стоимость и трудоемкость ее изготовления.
Сварку на контактных стыковых машинах (рис. VII. 13, а, б) ведут непрерывным оплавлением или оплавлением с подогревом.
Способ сварки непрерывным оплавлением не требует обработки торцов стержней. Торцы стержней, зажатые в губках машины, одновременно с включением тока приводятся в соприкосновение: выступы расплавляются и при этом выравнивается поверхность торцов, которые при оплавлении разогреваются до
пластичного состояния и затем подвергаются сжатию и осадке.
При сварке способом оплавления с подогревом, применяемым для стыкования стержней диаметром 50 мм и более из высокоуглеродистой и низколегированной сталей, концы стержней в процессе сварки периодически сближают и разнимают. Во время этих кратковременных пауз концы стержней прогреваются, что способствует лучшему оплавлению и уменьшению расхода электроэнергии.
Контактную точечную сварку (рис. VII. 13, е) применяют для образования крестообразных пересечений при сборке каркасов и сеток. Ток большой силы пропускают через свариваемый узел, зажатый между двумя контактами сварочной машины. В месте контакта расплавляется металл в верхнем и нижнем стержнях. Одновременно с отключением тока включается механизм сжатия, которым сжимают стержни. При этом выдавливается шлак и стержни получают заданную осадку.
Электродуговой сваркой пользуются для наращивания стержней большого диаметра, при сварке сеток и каркасов, а также в процессе монтажа арматурных изделий на объекте.
положительный полюс, на котором выделяется больше тепла, подключают к свариваемой детали. Сварку ведут короткой дугой, чтобы капли металла, стекающие с расплавляемого электрода, меньше подвергались вредному воздействию кислорода и азота воздуха.
Электроды изготовляют из стальной проволоки диаметром от 1 до 12 и длиной 450 мм с толстым слоем обмазки. Тип электрода (например, Э-42, Э-46) показывает, что все электроды различного химического состава этого типа создают наплавленный металл прочностью 4,2—4,6 МПа.
Сварка швов внахлестку выполняется двумя или одним фланговыми швами (рис. VII.13, г), а также с двумя круглыми накладками — четырьмя или двумя фланговыми швами. Общая длина швов не должна быть меньше 10 диамет-
ров арматуры периодического профиля. Высота сварного шва принимается не менее 4, ширина не менее 10 мм. Стыки можно выполнять на желобчатых подкладках с заваркой торцов многослойными швами. Если катет шва превышает 8 мм, его выполняют в два или три слоя. В два слоя сваривают стыки стержней арматуры из легированной стали.
Помимо сварки швами, применяют сварку стержней диаметром 8...20 мм электродуговыми точками.
При сварке тяжелых арматурных конструкций используют разновидности дуговой сварки — ванную, ванношовную и электрошлаковую, позволяющие на 20... ...30 % снижать расход электродов и электроэнергии.
Ванную сварку применяют для стыкования стержней диаметром более 20 мм. Стык собирают на стальной подкладке или в съемной медной форме. Зазор между стержнями принимается не более 0,8 диаметра стыкуемых стержней. Одноэлектродную сварку ведут для стержней диаметром от 20 до 34 мм. Стержни большого диаметра сваривают гребенкой из трех-четырех электродов, приваренных к вспомогательной пластинке, зажатой в одноручковом электрододер-жателе (рис. VII. 13, д). Когда сваривают в форме, создается ванна из расплавленного металла электродов, разогревающего и расплавляющего торцы стыкуемых стержней. Застывший металл образует сварной шов.
При ванношовной сварке стержней диаметром от 36 до 80 мм стальную подкладку, служащую для образования ванны, фланговыми швами приваривают к стыкуемым стержням, благодаря чему она участвует в восприятии растягивающих усилий.
Электрошлаковая сварка наиболее экономична. Стыкуемые стержни укладывают в медную форму так, чтобы между их концами образовался небольшой зазор, в который вводят пластинчатый электрод (рис. VII.13, ё). Форму и зазор,, заполняют флюсом. Дуга, возникающая между электродом и формой, сначала расплавляет флюс, затем из расплавленной стали электрода и концов стержней образуется ванна, закрытая сверху шлаком. В конце процесса излишек шлака стекает через верх фор-
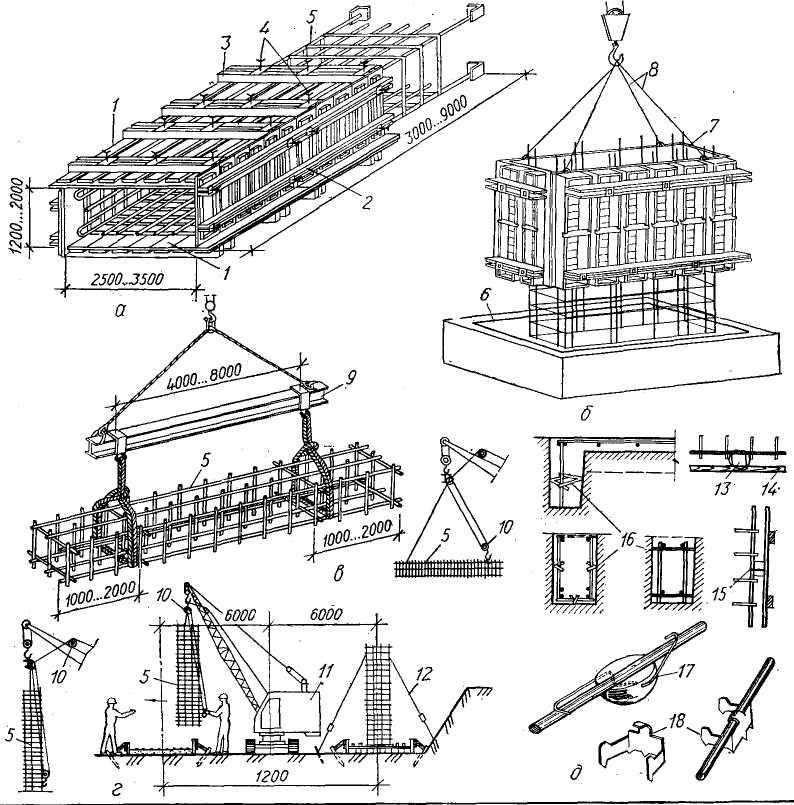
Рис. VII. 14. Схемы монтажа арматурно-опалубочных и арматурных блоков:
а — общий вид арматурно-опалубочного блока подколонника; б — монтаж такого блока; в — монтаж арматурного блока ленточного фундамента; г — то же, колонны; д — подкладки для образования защитного слоя; / — щиты опалубки; 2, 3 — схватки; 4 — крепежные болты; 5 — блок арматуры; 6 — стакан фундамента; 7— арматурно-опалубочный блок; * — стропы; 9 — траверса; 10 — полуавтоматический строп; // — гусеничный кран; 12 — расчалка; 13 — подкладка; 14 — опалубка; 15 — бетонная прокладка со скобой; 16 — стальные коротыши; 17 — бетонная пробка с пружинными скобами; 18 — металлические штампованные подставки
мы, а металл успевает за это время кристаллизоваться.
Электрошлаковая сварка осуществляется также с помощью шланговых полуавтоматов (рис. VI 1.13, ж) с непрерывной механической подачей электродной проволоки диаметром 2...2,5 мм.
Эффективно применение порошковой проволоки, представляющей собой трубку, свернутую из стальной ленты с порошкообразным сердечником из флюса. Этот метод сварки обеспечивает высокое
качество шва, снижение расхода металла и электроэнергии. Производительность труда по сравнению с обычной ручной сваркой возрастает в 4—5 раз.