

- •АВТОМОБИЛЬНЫЕ ДОРОГИ И МОСТЫ
- •Д. Ю. Александров
- •ПЕРСПЕКТИВА ИСПОЛЬЗОВАНИЯ ОТХОДОВ БАЗАЛЬТОВЫХ ВОЛОКОН В ДОРОЖНОЙ ОТРАСЛИ
- •Р.И. Гогунов, А.В. Маглан
- •НЕОБХОДИМОСТЬ УСТРОЙСТВА СЛОЕВ ИЗНОСА НА ДОРОГАХ ОБЩЕГО ПОЛЬЗОВАНИЯ
- •Т.В. Знаменская, К.О. Ларина
- •АНАЛИЗ МЕТОДОВ И ПРОЕКТИРОВАНИЯ ТРАНСПОРТНЫХ РАЗВЯЗОК ГЕРМАНИИ И РОССИИ
- •ПРИЧИНЫ МОРОЗНОГО ПУЧЕНИЯ НА АВТОМОБИЛЬНЫХ ДОРОГАХ ОМСКОЙ ОБЛАСТИ
- •М. Д. Калушин, А. С. Марков
- •СПОСОБЫ УКРЕПЛЕНИЯ И СТАБИЛИЗАЦИИ ГРУНТОВ
- •С.А. Милюшенко
- •РАБОЧИЙ ПРОЦЕСС УКЛАДКИ АСФАЛЬТОБЕТОННОЙ СМЕСИ АСФАЛЬТОУКЛАДЧИКОМ С АДАПТИВНОЙ СИСТЕМОЙ УПРАВЛЕНИЯ
- •О ПРОБЛЕМАХ И СПОСОБАХ ИХ РЕШЕНИЯ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ АВТОМОБИЛЬНЫХ ДОРОГ В СИБИРСКОМ РЕГИОНЕ
- •С.Н. Пономарева
- •ДЕФОРМИРОВАНИЕ УПРУГОВЯЗКОПЛАСТИЧНЫХ СЛОИСТЫХ ДОРОЖНЫХ КОНСТРУКЦИЙ ПОД ДЕЙСТВИЕМ МНОГОКРАТНЫХ ЗАГРУЖЕНИЙ
- •О. Н. Посохова
- •СОВРЕМЕННЫЕ СИСТЕМЫ УЧЕТА ИНТЕНСИВНОСТИ ДВИЖЕНИЯ
- •Ю. А. Цыбенко
- •М. В. Чертеу
- •ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА И АРХИТЕКТУРА
- •В.Ю. Белова
- •МОДИФИЦИРОВАННЫЙ ВИД ЯЧЕИСТОГО БЕТОНА
- •В.Ю. Белова
- •ПРИМЕНЕНИЕ ПЕНОСТЕКЛА В СТРОИТЕЛЬСТВЕ
- •В.В. Давлетшин
- •РОЛЬ РЕСУРСОСБЕРЕГАЮЩИХ ТЕХНОЛОГИЙ В ИННОВАЦИОННОМ РАЗВИТИИ СТРОИТЕЛЬСТВА
- •В.С. Дергачев, Н.С. Проничкин, А.С. Гольфенбейн
- •ОСОБЕННОСТИ ЗИМНЕГО БЕТОНИРОВАНИЯ ФУНДАМЕНТОВ МЕЛКОГО ЗАЛОЖЕНИЯ ПРИ СТРОИТЕЛЬСТВЕ МАЛОЭТАЖНЫХ ЗДАНИЙ
- •К.С. Кудинова
- •Е.С. Кузьмина
- •ПРОГРЕССИВНАЯ ТЕХНОЛОГИЯ ТОРКРЕТ-БЕТОНИРОВАНИЯ
- •В.А. Машков
- •АНАЛИЗ ЭФФЕКТИВНОСТИ УПРАВЛЕНЧЕСКОГО ТРУДА СТРОИТЕЛЬНОЙ ОРГАНИЗАЦИИ
- •Е.А. Сеитов
- •ВЛИЯНИЕ ГЕОМЕТРИЧЕСКОГО РАДИУСА ГИБА АРОЧНОГО ПРОФИЛЯ НА МЕСТНУЮ УСТОЙЧИВОСТЬ ЭЛЕМЕНТОВ СЕЧЕНИЯ
- •Е.А. Сеитов
- •А.А.Финько
- •АНАЛИЗ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ СТРОИТЕЛЬНОЙ ОРГАНИЗАЦИИ
- •М.С. Черногородова
- •ОБЗОР МЕТОДОВ ПРОЕКТИРОВАНИЯ СОСТАВОВ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
- •Д.В. Шушура, Е.В. Тарасов, М.А. Ращупкина
- •СУХИЕ СТРОИТЕЛЬНЫЕ СМЕСИ – ГАРЦОВКА
- •АРХИТЕКТУРА И ГРАДОСТРОИТЕЛЬСТВО
- •М.С. Банбан
- •НЕБО В КАРТИНАХ ОМСКИХ ХУДОЖНИКОВ
- •С.В. Басманова
- •ОБЩЕСТВЕННЫЕ И КАМЕРНЫЕ ПРОСТРАНСТВА В ГОРОДСКИХ ПЕЙЗАЖАХ ОМСКИХ ХУДОЖНИКОВ
- •В.Ю. Белова, К.С. Кудинова
- •РЕКОНСТРУКЦИИ УЛИЦЫ КРАСНЫХ ЗОРЬ НА ОТРЕЗКЕ УЛИЦЫ МАРШАЛА ЖУКОВА – УЛИЦЫ ДЕКАБРИСТОВ
- •К.С. Гудков
- •ГАРМОНИЗАЦИЯ ЗАСТРОЙКИ В ГРАНИЦАХ УЛ. КРАСНЫЙ ПУТЬ И ПАРКОВОЙ ЗОНЫ "ЗЕЛЕНЫЙ ОСТРОВ"
- •К.С. Гудков
- •ГОРОД КАК КОНЦЕПТ. АБСТРАКТНЫЙ ГОРОД И МЕТОДЫ АБСТРАКТНОГО ИЗОБРАЖЕНИЯ ГОРОДСКИХ ПРОСТРАНСТВ
- •А.С. Ефименко, А.Л. Пшеничникова
- •РЕКОНСТРУКЦИЯ УЛИЦЫ МАЛУНЦЕВА И УЧАСТКА ПРОСПЕКТА КУЛЬТУРЫ (ОТ УЛИЦЫ 20 ПАРТСЪЕЗДА ДО УЛИЦЫ МАЛУНЦЕВА)
- •Н.А. Камионко, Е.Е. Кулагина
- •Т.Б. Капкина
- •СИБИРСКАЯ УСАДЬБА: С ЗАКРЫТЫМ ДВОРОМ
- •А.С. Ковтун
- •ОБЪЁМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ МАЛОЭТАЖНЫХ ЖИЛЫХ ЗДАНИЙ В УСЛОВИЯХ КРАЙНЕГО СЕВЕРА
- •О. С. Козак
- •ВЛИЯНИЕ ОМСКОЙ КРЕПОСТИ НА ПЛАНИРОВКУ ЦЕНТРАЛЬНОЙ ЧАСТИ ОМСКА
- •К.С. Кудинова
- •ВЛИЯНИЕ РАЗМЕЩЕНИЯ ПАРКОВОК НА ПЛОТНОСТЬ ЖИЛОГО ФОНДА МИКРОРАЙОНА
- •Е.С. Кузлякина
- •ГОРОД КАК ПРОСТРАНСТВО ПАМЯТИ В ТВОРЧЕСТВЕ ОМСКИХ ХУДОЖНИКОВ
- •С.О. Мельникова, О.И. Дурнева
- •ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ МАЛОЭТАЖНЫХ ЖИЛЫХ ЗДАНИЙ В УСЛОВИЯХ ЖАРКОГО СУХОГО КЛИМАТА
- •С.А. Морозова
- •ВОСКРЕСЕНСКИЙ ВОЕННЫЙ СОБОР
- •Д.П. Нохрина
- •ЕДИНИЦЫ ПЕШЕХОДНОГО РИТМА ПРОСПЕКТА КАРЛА МАРКСА ГОРОДА ОМСКА
- •А. А. Сарафонова
- •БЛОКИРОВАННЫЕ ДОМА С ГОСТЕВОЙ ФУНКЦИЕЙ
- •О.А. Филиппова
- •СВЕТОВОЙ ОБРАЗ ИСТОРИЧЕСКОЙ ЧАСТИ ГОРОДА РОСТОВА-НА-ДОНУ. ПРОЕКТИРОВАНИЕ УЛИЧНОГО ОСВЕЩЕНИЯ
- •Е.В. Цыганкова
- •СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПУАССОНА СТРОИТЕЛЬНО-ДОРОЖНЫХ МАТЕРИАЛОВ
- •С. В. Савельев, А.С. Белодед
- •А.Н. Гололобова, В.С. Серебренников
- •ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ СТРОИТЕЛЬСТВА АВТОЗИМНИКОВ
- •А.И. Ишутинов
- •ПРИМЕНЕНИЕ ДИФФЕРЕНЦИАЛЬНЫХ УРАВНЕНИЙ К ПОСТРОЕНИЮ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ДВИГАТЕЛЯ
- •Н.А. Кирюшкина, П.В. Орлов
- •ПРИМЕНЕНИЕ ИОННО-ПЛАЗМЕННОЙ И ИОННО-ЛУЧЕВОЙ ОБРАБОТОК ДЛЯ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЗЦОВ ДОРОЖНЫХ ФРЕЗ
- •А. В. Ковалёв
- •КОНСТРУКЦИЯ ГРУНТОУБОРЩИКА ДЛЯ РАБОЧЕГО ОБОРУДОВАНИЯ ТРАНШЕЕКОПАТЕЛЯ
- •В. Н. Кузнецова, И. С. Кузнецов
- •АНАЛИЗ КОНСТРУКТИВНЫХ ОСОБЕННОСТЕЙ ДОРОЖНЫХ ФРЕЗ
- •В. Н. Кузнецова, М. В. Орёл
- •ОПТИМАЛЬНЫЙ ВЫБОР МАШИН ДЛЯ ЗАВИНЧИВАНИЯ СВАЙ В НЕФТЕГАЗОВОМ СТРОИТЕЛЬСТВЕ
- •В.И. Попков
- •СОВЕРШЕНСТВОВАНИЕ МЕТОДИКИ РАСЧЕТА ПРОДОЛЖИТЕЛЬНОСТИ КОПАНИЯ ОДНОКОВШОВОГО ГИДРАВЛИЧЕСКОГО ЭКСКАВАТОРА
- •В.И. Попков
- •СОВЕРШЕНСТВОВАНИЕ МЕТОДИКИ РАСЧЕТА ПРОДОЛЖИТЕЛЬНОСТИ РАБОЧЕГО ЦИКЛА ОДНОКОВШОВОГО ГИДРАВЛИЧЕСКОГО ЭКСКАВАТОРА
- •С.В. Савельев, Д.П. Семенов, А.А. Шаев
- •ДЕФЕКТОСКОПЫ ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ СТАЛЬНЫХ НЕФТЯНЫХ РЕЗЕРВУАРОВ И ТРУБОПРОВОДОВ
- •А.А. Солин
- •ПРИМЕНЕНИЕ ОПРЕДЕЛЕННОГО ИНТЕГРАЛА К ВЫЧИСЛЕНИЮ ПОТЕРИ МОЩНОСТИ ОТ ВОЗДЕЙСТВИЯ СИЛЫ ТРЕНИЯ
- •В.Н. Кузнецова, В.Е. Трейзе
- •СОВЕРШЕНСТВОВАНИЕ ДОРОЖНО-СТРОИТЕЛЬНЫХ МАШИН, ГИДРОПРИВОДОВ И СИСТЕМ УПРАВЛЕНИЯ
- •М. В. Беркович
- •МОДЕЛИРОВАНИЕ ПРОЦЕССА ДВИЖЕНИЯ АВТОГРЕЙДЕРА ПО КРИВОЛИНЕЙНОЙ ТРАЕКТОРИИ
- •И.С. Бычков
- •ОЦЕНКА УСТОЙЧИВОСТИ ГРУЗОПОДЪЕМНОЙ МАШИНЫ ПРИ ИСПОЛЬЗОВАНИИ ГРУНТОВЫХ ЯКОРЕЙ
- •ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ЭКСПЛУАТАЦИИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
- •Е. А. Быстрицкий, В. А. Лисин
- •ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ АДРЕСНОЙ РЕГУЛИРОВКИ СИСТЕМ ПИТАНИЯ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ
- •В.И. Гурдин, Е.А. Вставский
- •А.Е. Еремин, В.А. Лисин
- •ВЛИЯНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ СИСТЕМЫ ВЫПУСКА НА ПОКАЗАТЕЛИ РАБОТЫ АВТОМОБИЛЯ
- •НЕКОТОРЫЕ ФРАГМЕНТЫ ТЕПЛОВОГО РАСЧЕТА НЕЙТРАЛИЗАТОРОВ ВЫХЛОПНЫХ ГАЗОВ
- •С.А. Комаров
- •СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ УСТРОЙСТВА ДЛЯ ПРОВЕРКИ ГЕРМЕТИЧНОСТИ КОРПУСНЫХ ДЕТАЛЕЙ ТРАНСПОРТНОГО СРЕДСТВА
- •ПРИМЕНЕНИЕ МОЛЕКУЛЯРНОГО НАКОПИТЕЛЯ ЭНЕРГИИ ДЛЯ УЛУЧШЕНИЯ ПУСКОВЫХ КАЧЕСТВ ДВИГАТЕЛЕЙ В УСЛОВИЯХ НИЗКИХ ТЕМПЕРАТУР
- •МЕТОДЫ РАСЧЕТА ПРОЦЕССА ГОРЕНИЯ В ДВС
- •Э.Р. Раенбагина
- •ОСОБЕННОСТИ ПРИМЕНЕНИЯ СЖИЖЕННОГО УГЛЕВОДОРОДНОГО ГАЗА ПРИ ЭКСПЛУАТАЦИИ ГИБРИДНЫХ АВТОМОБИЛЕЙ
- •Э.Р. Раенбагина
- •И.А. Ражин
- •МОДЕЛИРОВАНИЕ ДОРОЖНОГО ДВИЖЕНИЯ С ИСПОЛЬЗОВАНИЕМ МАТЕМАТИЧЕСКИХ МЕТОДОВ
- •Л.Н. Тышкевич, А.С. Игнаткин
- •Л.Н. Тышкевич, А.В. Плетухов
- •ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ АВТОМОБИЛЕЙ, ОСНАЩЕННЫХ ГАЗОБАЛЛОННЫМ ОБОРУДОВАНИЕМ В ГОРОДЕ ОМСКЕ
- •ХРАНЕНИЕ И КОНСЕРВАЦИЯ АВТОМОБИЛЯ
- •А.Н. Чебоксаров
- •ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН В УСЛОВИЯХ НИЗКИХ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР
- •А.Н. Чебоксаров
- •УТИЛИЗАЦИЯ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН В РОССИИ И ЗА РУБЕЖОМ
- •Л.Н. Тышкевич, М.С. Шевелев
- •ОБОСНОВАНИЕ ПРИМЕНЕНИЯ МЕТОДОВ И СРЕДСТВ СИСТЕМЫ СЕРТИФИКАЦИИ (ДС АТ) ПРИ РАЗРАБОТКЕ МЕТОДИКИ КОНТРОЛЯ КАЧЕСТВА ВЫПОЛНЕННЫХ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ
- •В.А.Весна, Д.В. Белов
- •П.Ю. Ивушкин
- •СРАВНИТЕЛЬНЫЙ АНАЛИЗ ЭЛЕКТРОПРИВОДОВ С ДВИГАТЕЛЯМИ ПОСТОЯННОГО ТОКА И АСИНХРОННЫМИ ТРЕХФАЗНЫМИ ДВИГАТЕЛЯМИ ПЕРЕМЕННОГО ТОКА С ЧАСТОТНЫМ УПРАВЛЕНИЕМ
- •А.Д. Лекомцева, Р.В. Бехштедт
- •ОСОБЕННОСТИ СИСТЕМ ПУСКА «СТАРТЕР-ГЕНЕРАТОР» МИКРОГИБРИДНЫХ АВТОМОБИЛЕЙ
- •П.В. Литвинов
- •ВЫБОР МЕТОДОВ И СРЕДСТВ ИЗМЕРЕНИЯ ТОКСИЧНОСТИ И ДЫМНОСТИ ОТРАБОТАВШИХ ГАЗОВ ПОРШНЕВЫХ ДВИГАТЕЛЕЙ
- •Д.В. Малко
- •ДИАГНОСТИРОВАНИЕ ТОПЛИВНОЙ АППАРАТУРЫ ДИЗЕЛЯ НАКЛАДНЫМ ПЬЕЗОЭЛЕКТРИЧЕСКИМ ДАТЧИКОМ ДАВЛЕНИЯ
- •В.Д. Мадеев
- •СОВРЕМЕННЫЕ СИСТЕМЫ ВПРЫСКА ТОПЛИВА В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ
- •А.А. Матвеев
- •ИСПОЛЬЗОВАНИЕ ДИМЕТИЛОВОГО ЭФИРА В КАЧЕСТВЕ ДОБАВКИ К ДИЗЕЛЬНОМУ ТОПЛИВУ
- •И.В. Ольков
- •РАСЧЕТ ФОРСУНКИ С ПЬЕЗОЭЛЕКТРИЧЕСКИМ УПРАВЛЕНИЕМ ХОДА ИГЛЫ
- •А. В. Ушаков
- •ОСОБЕННОСТИ УПРАВЛЕНИЯ ВПРЫСКОМ ВОДЫ ВО ВПУСКНОЙ ТРУБОПРОВОД ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
- •А.А. Проскурин
- •КОЛЕНЧАТЫЕ ВАЛЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
- •СОВЕРШЕНСТВОВАНИЕ ЭКСПЛУАТАЦИИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
- •А.С. Кашталинский
- •К.К. Нурмагамбетова, М.Г. Симуль
- •С.М. Порхачева, О.О.Черныш, А.Е. Шабалина
- •ПРОБЛЕМА НЕЗАЩИЩЕННОСТИ ПЕШЕХОДОВ ПРИ ОБЕСПЕЧЕНИИ БЕЗОПАСНОСТИ ДОРОЖНОГО ДВИЖЕНИЯ
- •О.О. Черныш
- •ВКЛЮЧЕНИЕ ОБЩЕСТВЕННЫХ ОРГАНИЗАЦИЙ В ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ ДОРОЖНОГО ДВИЖЕНИЯ
- •И.Н. Афанасьев
- •ИССЛЕДОВАНИЕ ГРУЗОПОТОКОВ СЕЛЬХОЗТЕХНИКИ В ОМСКОЙ ОБЛАСТИ
- •М. И. Бражник, С.С. Войтенков
- •ПОДХОДЫ В РЕШЕНИИ ЗАДАЧИ ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ ПЕРЕВОЗОК ШТУЧНЫХ ГРУЗОВ В УСЛОВИЯХ МНОЖЕСТВА ГО И ГП
- •В.В. Велькер
- •СОВЕРШЕНСТВОВАНИЕ ЭКСПЛУАТАЦИИ АВТОМОБИЛЬНОГО ТРАНСПОРТА С УЧЕТОМ ВЛИЯНИЯ ФАКТИЧЕСКОЙ ГРУЗОПОДЪЕМНОСТИ НА ПЛАНОВЫЕ ПОКАЗАТЕЛИ
- •Д. В. Гаврилин
- •НЕКОТОРЫЕ ПОДХОДЫ К ВЫБОРУ ПОДВИЖНОГО СОСТАВА ДЛЯ ПЕРЕВОЗКИ ПАССАЖИРОВ
- •Е.С. Денисов, С.С. Войтенков
- •СОСТОЯНИЕ ПРАКТИКИ ПЕРЕВОЗОК НАВАЛОЧНЫХ ГРУЗОВ В ГОРОДАХ
- •Н.А. Жолудева
- •МАРШРУТЫ ПЕРЕВОЗОК ГРУЗОВ МЕЛКИМИ ОТПРАВКАМИ В ГОРОДАХ
- •С.А. Карась
- •ОПИСАНИЕ СУЩЕСТВУЮЩЕЙ СИСТЕМЫ ОРГАНИЗАЦИИ ПЕРЕВОЗОК БЕТОННОЙ СМЕСИ ООО «БЕНАР-АВТО»
- •Д.Д. Карташова
- •НЕКОТОРЫЕ ИТОГИ ОБЗОРА ИНФОРМАЦИОННЫХ СИСТЕМ, ПРИМЕНЯЕМЫХ В ГРУЗОВЫХ АВТОМОБИЛЬНЫХ ПЕРЕВОЗКАХ
- •А. Б. Касимова
- •А.И. Клопунова
- •СУЩЕСТВУЮЩИЕ ИНФОРМАЦИОННЫЕ СИСТЕМЫ В АВТОМОБИЛЬНЫХ ПЕРЕВОЗКАХ
- •В.В. Кобец
- •ПОСТАНОВКА ЗАДАЧИ ИССЛЕДОВАНИЯ ВЛИЯНИЯ СПОСОБОВ (МЕТОДОВ) ОРГАНИЗАЦИИ ЦЕНТРАЛИЗОВАННЫХ ПЕРЕВОЗОК ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ГОРОДЕ ОМСКЕ НА РЕЗУЛЬТАТЫ ПЛАНИРОВАНИЯ
- •Д.А. Малятина
- •РЕЗУЛЬТАТЫ ИЗУЧЕНИЯ ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ ПЕРЕВОЗОК ГРУЗОВ АВТОМОБИЛЯМИ ДО 1991 ГОДА В ГОРОДСКИХ УСЛОВИЯХ ЭКСПЛУАТАЦИИ
- •Е.В. Морозова
- •ОБОСНОВАНИЕ ФАКТОРОВ, ВЛИЯЮЩИХ НА БЕЗОПАСНОСТЬ РАБОТЫ СИСТЕМ «ПРМ-АТС»
- •А.Б. Мустафина
- •ОСОБЕННОСТИ ЛОГИСТИЧЕСКИХ ПРОЦЕССОВ НА СКЛАДЕ
- •Т.Л. Новохатская
- •ХАРАКТЕРИСТИКА ПЕРЕВОЗИМЫХ ГРУЗОВ В «ДРСУ 6» Г. КАЛАЧИНСКА
- •ТРАНСПОРТНО-ПЛАНИРОВОЧНАЯ СТРУКТУРА ГОРОДА ОМСКА
- •Н.А. Пономарев
- •СТРУКТУРА ИМПОРТА ГРУЗОВ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ В ОМСКУЮ ОБЛАСТЬ ЗА 2015 ГОД
- •А.Е. Розбах
- •ОСНОВНЫЕ ПОЛОЖЕНИЯ ОРГАНИЗАЦИИ ГРУЗОВЫХ ПРОЦЕССОВ С КОНТЕЙНЕРАМИ
- •А.И. Савин
- •РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ ТРАНСПОРТНОЙ ХАРАКТЕРИСТИКИ ЩЕБНЯ
- •Д.Д. Савченко
- •ОПИСАНИЕ ПРАКТИКИ ПЛАНИРОВАНИЯ АВТОМОБИЛЬНЫХ ПЕРЕВОЗОК СТРОИТЕЛЬНЫХ ГРУЗОВ В ГОРОДСКИХ УСЛОВИЯХ
- •Д. А. Свинцов
- •В.В. Свищева
- •СОВЕРШЕНСТВОВАНИЕ УПРАВЛЕНИЯ ТЕКУЩЕЙ ДЕЯТЕЛЬНОСТЬЮ ГРУЗОВОГО АВТОТРАНСПОРТНОГО ПРЕДПРИЯТИЯ
- •В.В. Таршилова
- •ОСОБЕННОСТИ ОРГАНИЗАЦИИ ГРУЗОВЫХ ПРОЦЕССОВ КАРЬЕРНЫХ ПЕРЕВОЗОК
- •А. И. Хамова
- •СОВЕРШЕНСТВОВАНИЕ ЭТАПОВ ТЕКУЩЕГО ПЛАНИРОВАНИЯ ДЛЯ РАБОТЫ ГРУЗОВОГО АВТОТРАНСПОРТНОГО ПРЕДПРИЯТИЯ С УЧЕТОМ ВНЕШНИХ ОПАСНОСТЕЙ И ВОЗМОЖНОСТЕЙ
- •К.О. Шабалин
- •СИСТЕМА УПРАВЛЕНИЯ ОБЩЕСТВЕННОГО ТРАНСПОРТА ГОРОДА ОМСКА
- •Д.В. Шаповал, А.К. Сергиенко
- •Е.В. Шкрабов
- •А.Ю. Шутей
- •ОБЗОР СУЩЕСТВУЮЩИХ ТЕОРЕТИЧЕСКИХ ПОЛОЖЕНИЙ ПЛАНИРОВАНИЯ АВТОМОБИЛЬНЫХ ПЕРЕВОЗОК ПРОДОВОЛЬСТВЕННЫХ ГРУЗОВ
- •ЛОГИСТИКА
- •М. Ю. Александрова, С.М. Мочалин
- •ПРОБЛЕМЫ МЕЖФУНКЦИОНАЛЬНОГО ВЗАИМОДЕЙСТВИЯ УЧАСТНИКОВ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ
- •Е.К. Василюк
- •ПРИЧИНЫ ПОЯВЛЕНИЯ И ВОЗМОЖНОСТИ ИЗБАВЛЕНИЯ ОТ НЕЛИКВИДНЫХ ЗАПАСОВ
- •К.И. Гаценко
- •ИНТЕГРАЦИЯ РОССИЙСКОЙ И НЕМЕЦКОЙ ЛОГИСТИКИ
- •Д.С. Дорогов
- •ОСОБЕННОСТИ ПРИМЕНЕНИЯ СИСТЕМЫ «МУЛЬТИЛИФТ»
- •А.Д. Зубарев
- •БЕНЧМАРКИНГ ОТЕЧЕСТВЕННОЙ ПРАКТИКИ ПРИМЕНЕНИЯ ЛОГИСТИЧЕСКИХ ЦЕНТРОВ В КРУПНЫХ ГОРОДАХ РОССИИ
- •А.В. Кайгородова
- •ОПТИМИЗАЦИЯ ЛОГИСТИЧЕСКИХ ОПЕРАЦИЙ: РАСПРОСТРАНЕННЫЕ ПРОБЛЕМЫ И СПОСОБЫ ИХ РЕШЕНИЯ
- •М.Е. Каспер
- •ВНЕДРЕНИЕ ЛОГИСТИЧЕСКИХ ПРИНЦИПОВ В ПРАКТИКУ РАБОТЫ ГОРОДСКОГО ОБЩЕСТВЕННОГО ПАССАЖИРСКОГО ТРАНСПОРТА
- •В. В. Коршкова
- •АНАЛИЗ ВЗАИМОДЕЙСТВИЯ СИСТЕМ ТРАНСПОРТИРОВКИ И УПРАВЛЕНИЯ ЗАПАСАМИ
- •К.С. Петерсон
- •АНАЛИЗ ОПРЕДЕЛЕНИЯ ТРАНСПОРТНОЙ ЛОГИСТИКИ
- •В.А. Радионова
- •А.Д. Роганская
- •ОСОБЕННОСТИ ОРГАНИЗАЦИИ ПРОЦЕССА СНАБЖЕНИЯ И РАЗВИТИЯ РЫНКА ПРЕДПРИЯТИЙ ОБЩЕСТВЕННОГО ПИТАНИЯ
- •ЛОГИСТИЧЕСКИЙ ПОДХОД К ОРГАНИЗАЦИИ ПЕРЕВОЗОЧНОГО ПРОЦЕССА НА ПРЕДПРИЯТИИ ООО «ПАПИРУС – ПЛЮС»
- •М.Ю. Теньков
- •О ВЗАИМОДЕЙСТВИИ СКЛАДА И ТРАНСПОРТА
- •Л.В. Тюкина
- •УПРАВЛЕНИЕ ПРОЦЕССАМИ ДОСТАВКИ ГРУЗА АВТОМОБИЛЬНЫМ ТРАНСПОРТОМ НА ОСНОВЕ КОНЦЕПЦИЙ «ТОЧНО В СРОК», «ТОЧНО В ПОСЛЕДОВАТЕЛЬНОСТИ»
- •Л.В. Тюкина
- •Е.В. Уткина
- •МОНИТОРИНГ РЫНКА МОРОЖЕНОГО В РОССИИ
- •А.А. Файлерт
- •ФОРМИРОВАНИЕ РЕГИОНАЛЬНОГО ЛЕСОПРОМЫШЛЕННОГО КЛАСТЕРА В РАМКАХ СТРАТЕГИИ СОЦИАЛЬНО-ЭКОНОМИЧЕСКОГО РАЗВИТИЯ ОМСКОЙ ОБЛАСТИ
- •О.М. Чернобривец
- •МОТИВАЦИЯ ВОДИТЕЛЕЙ-ЭКСПЕДИТОРОВ КАК КРИТЕРИЙ ПОВЫШЕНИЯ КАЧЕСТВА ДОСТАВКИ ГРУЗОВ ОТ ОПТОВЫХ КОМПАНИЙ В РОЗНИЧНУЮ ТОРГОВУЮ СЕТЬ
- •Л.С. Чернова
- •МЕТОДЫ ОПРЕДЕЛЕНИЯ ПОТРЕБНОСТИ В АВТОТРАНСПОРТНЫХ СРЕДСТВАХ ПРИ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ДОРОЖНО-СТРОИТЕЛЬНЫХ РАБОТ
- •О.В. Чигвинцева
- •Р.Е. Шипицына
- •ИННОВАЦИОННЫЕ РЕШЕНИЯ ПРИ ОРГАНИЗАЦИИ РАБОТЫ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ НА СКЛАДЕ
- •В.О. Ярцева
- •ОСОБЕННОСТИ ЛОГИСТИЧЕСКОЙ КОНЦЕПЦИИ «JUST IN TIME»
- •Ж.С. Аронова, А.В. Козлова
- •А.Г. Бушмакина, А.В. Козлова
- •Ю.А. Веберлинг
- •А.Д. Герасимов, В.А. Кирющенко
- •К.В. Дорошенко
- •ИСПОЛЬЗОВАНИЕ INTERNET-ТЕХНОЛОГИЙ ДЛЯ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ ТРАНСПОРТНЫХ СРЕДСТВ
- •А. А. Колебер
- •ОСОБЕННОСТИ РАЗРАБОТКИ АДАПТИВНОГО ДИЗАЙНА ДЛЯ WEB-ПРИЛОЖЕНИЙ
- •И.С. Мышев
- •О.С. Сафин, В.С. Баженов
- •ОСОБЕННОСТИ РАЗРАБОТКИ ИНФОРМАЦИОННОЙ СРЕДЫ С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТОВ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ
- •А.С. Сорока
- •А.Н. Фокин
- •ПРОБЛЕМЫ ФОРМИРОВАНИЯ ЕДИНОЙ БАЗЫ ДАННЫХ ГРАЖДАН СТРАНЫ
- •А.А. Вагина
- •ИНФОРМАЦИОННАЯ БЕЗОПАСНОСТЬ НА ВОДНОМ ТРАНСПОРТЕ
- •М.Ю. Дягелев
- •АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ МАРШРУТОВ СНЕГОУБОРОЧНОЙ ТЕХНИКИ НА ОСНОВЕ ФОРМАЛИЗОВАННЫХ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ
- •Д.С. Жилин
- •О.Б. Иноземцева
- •АНАЛИЗ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ В ОБЛАЧНЫХ СЕРВИСАХ
- •А.Г. Кузнецов
- •КЛИЕНТСКАЯ ЧАСТЬ АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ «ПРОВЕРКА ПРАВИЛЬНОСТИ СОСТАВЛЕНИЯ SQL ЗАПРОСОВ»
- •П.А. Мальцев
- •А.В. Меньшиков
- •А.А. Нигрей
- •ИНФОРМАЦИОННАЯ БЕЗОПАСНОСТЬ НА ЖЕЛЕЗНОДОРОЖНОМ ТРАНСПОРТЕ
- •Д.С. Русаков
- •ОСОБЕННОСТИ БЛОКИРОВКИ ДАННЫХ В КОНСУЛЬТАЦИОННОЙ ИНФОРМАЦИОННОЙ СИСТЕМЕ «ФУТБОЛЬНЫЙ ТРАНСФЕРНЫЙ РЫНОК»
- •МЕТОДИЧЕСКИЕ ПОДХОДЫ ПО ОТБОРУ ПЕРСОНАЛА ЦЕНТРОВ МОНИТОРИНГА И РЕАГИРОВАНИЯ НА ИНЦИДЕНТЫ ИНФОРМАЦИОННОЙ БЕЗОПАСНОСТИ
- •М.К. Шушубаева
- •ПРИМЕНЕНИЕ ПРОГРАММНЫХ ПРОДУКТОВ ДЛЯ СТРОИТЕЛЬНЫХ ХОЛДИНГОВ
- •М.К. Шушубаева
- •ПРИМЕНЕНИЕ ERP СИСТЕМ В СТРОИТЕЛЬНОЙ ОТРАСЛИ: ПРОБЛЕМЫ, ВНЕДРЕНИЕ
- •ИНФОРМАТИКА И ВЫЧИСЛИТЕЛЬНАЯ ТЕХНИКА
- •Д.Б. Абрамов, С.О. Баранов
- •БИОМЕТРИЧЕСКАЯ ИДЕНТИФИКАЦИЯ ПОЛЬЗОВАТЕЛЯ ПО РИСУНКУ ВЕН ЛАДОНИ
- •ИННОВАЦИОННОЕ РАЗВИТИЕ ЭКОНОМИКИ ТРАНСПОРТА
- •А.С. Данилова
- •ПРИМЕНЕНИЕ ПРОГРАММНОГО СРЕДСТВА «EVA АНАЛИЗ РИСКОВ» НА ПРИМЕРЕ ПРОИЗВОДСТВЕННОГО ПРЕДПРИЯТИЯ
- •В.А. Зубарев
- •ЭФФЕКТИВНОСТЬ КОММЕРЧЕСКОЙ ДЕЯТЕЛЬНОСТИ АВТОТРАНСПОРТНЫХ ПРЕДПРИЯТИЙ, ФАКТОРЫ ЕЕ ОПРЕДЕЛЯЮЩИЕ
- •М.Г. Зятикова
- •ИЗДЕРЖКИ УПУЩЕННОЙ ВЫГОДЫ
- •К.Ю. Квасова
- •НАПРАВЛЕНИЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ТРАНСПОРТНОГО ПОДРАЗДЕЛЕНИЯ ВЕДОМСТВЕННОГО ПРЕДПРИЯТИЯ
- •Н.В. Рыбина
- •ЭКОНОМИЯ ТОПЛИВА АВТОМОБИЛЕЙ
- •С.В. Сухарева, М.С. Тихонова
- •ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ОСОБЕННОСТИ ТРАНСПОРТА ОМСКОЙ ОБЛАСТИ
- •И.А. Эйхлер
- •ПРОЦЕДУРНАЯ МОДЕЛЬ ОРГАНИЗАЦИИ ПЕРЕРАБОТКИ РЕЗИНОСОДЕРЖАЩИХ ОТХОДОВ НА ОСНОВЕ МЕХАНИЗМА ГОСУДАРСТВЕННО-ЧАСТНОГО ПАРТНЕРСТВА
- •В.Н. Буцык
- •ПРИМЕНЕНИЕ СТАТИСТИЧЕСКИХ МЕТОДОВ ДЛЯ СНИЖЕНИЯ КОЛИЧЕСТВА БРАКОВАННОЙ ПРОДУКЦИИ
- •Т.Ш. Гизатулин
- •ПОВЫШЕНИЕ КАЧЕСТВА ПЕРЕВОЗОК НА ТРАСПОРТЕ
- •Т.Ш. Гизатулин
- •ПРОБЛЕМЫ И ПЕРСПЕКТИВЫ АВТОМАТИЧЕСКОГО ВЕСОВОГО КОНТРОЛЯ
- •О. А. Долгушина
- •ИНВЕСТИЦИОННАЯ ПОЛИТИКА ПРЕДПРИЯТИЯ
- •К.Д. Зубакина
- •ТЕНДЕНЦИИ РАЗВИТИЯ КОНЦЕПЦИИ СОЦИАЛЬНОЙ ОТВЕТСТВЕННОСТИ РОССИЙСКИХ ПРЕДПРИЯТИЙ
- •Д. Ж. Исина, Е. А. Байда
- •О.О. Караванова
- •Л. В. Киюшова
- •КЛЮЧЕВЫЕ ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ
- •К. В. Ковальская
- •М.С. Макарова
- •СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА ОБСЛУЖИВАНИЯ ПОКУПАТЕЛЕЙ В РОЗНИЧНОЙ ТОРГОВЛЕ, КАК СРЕДСТВО ПОВЫШЕНИЯ КОНКУРЕНТОСПОСОБНОСТИ
- •В. А. Осит, Н. Д. Телятникова, О. С. Панчурин
- •ПОТРЕБИТЕЛЬСКОЕ ПОВЕДЕНИЕ И ПРАВА ПОТРЕБИТЕЛЯ
- •А. А. Рогачевский
- •ИНФОРМАЦИОННЫЕ ПРОДУКТЫ В УПРАВЛЕНИИ КАЧЕСТВОМ
- •О.А. Семёнова
- •КОНКУРЕНТОСПОСОБНОСТЬ И КОНКУРЕНТНЫЕ ПРЕИМУЩЕСТВА ПРЕДПРИЯТИЯ (НА ПРИМЕРЕ ООО «МЕТРО КЭШ ЭНД КЕРРИ»)
- •К.С. Смолина
- •О.П. Сорока
- •ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА СИГМ ПРОЦЕССОВ
- •Н.Д. Телятникова, О.С. Панчурин
- •ПРОИЗВОДСТВЕННЫЙ МЕНЕДЖМЕНТ: СТРАТЕГИЧЕСКОЕ ПЛАНИРОВАНИЕ
- •С. Е. Тибогарова
- •УПРАВЛЕНИЕ КАЧЕСТВОМ ПРИ ГРУЗОПЕРЕВОЗКАХ
- •ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
- •Д. Ю. Гавришев
- •ВЛИЯНИЕ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ НА БЕЗОПАСНОСТЬ ВЕДЕНИЯ ОГНЕВЫХ РАБОТ
- •А.Е. Доценко
- •ПОВЫШЕНИЕ БЕЗОПАСНОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ НА ТЕПЛОЭНЕРГЕТИЧЕСКИХ СТАНЦИЯХ
- •Н.О. Лапшина
- •ПРОГРЕСС В НЕФТЕПЕРАБОТКЕ – ОБНОВЛЁННАЯ АТ-9
- •В. В. Столяров
- •МЕТОДЫ И МЕРОПРИЯТИЯ ОБЕСПЕЧЕНИЯ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
- •И.А. Бредгауэр
- •ОСНОВНЫЕ ФАКТОРЫ ВЛИЯНИЯ ЗАГОРОДНОЙ АВТОМОБИЛЬНОЙ ДОРОГИ НА ОКРУЖАЮЩУЮ СРЕДУ
- •И.И. Глухова
- •ОРГАНИЗАЦИЯ ОБОРОТНОГО ВОДОСНАБЖЕНИЯ НА АВТОМОЙКЕ ЗАО «ИРТЫШСКОЕ»
- •М.В. Журавлёва
- •ПОИСК РЕШЕНИЯ ПРОБЛЕМЫ ОЧИСТКИ СТОЧНЫХ ВОД ТЭЦ-3 Г. ОМСКА
- •О.М. Машинская
- •К.С. Охотникова
- •СПОСОБЫ ОЧИСТКИ ОТХОДЯЩИХ ГАЗОВ КОТЕЛЬНОЙ ПОС. ИРТЫШСКИЙ ОМСКОГО РАЙОНА
- •Е.А. Пышмынцева
- •ЭКОЛОГИЧЕСКИЕ ПРОБЛЕМЫ ПРИ ВЫВОДЕ НЕФТЕПРОВОДОВ ИЗ ЭКСПЛУАТАЦИИ
- •К.В. Сайб
- •ОЦЕНКА И ВЫБОР МЕРОПРИЯТИЙ ПО БОРЬБЕ С НЕЖЕЛАТЕЛЬНОЙ РАСТИТЕЛЬНОСТЬЮ В ПОЛОСЕ ОТВОДА АВТОМОБИЛЬНЫХ ДОРОГ
- •Е.А. Семенова
- •Ю.В. Фастишевская
- •ИСПОЛЬЗОВАНИЕ СНЕГОПЛАВИЛЬНЫХ УСТАНОВОК И СТАНЦИЙ ДЛЯ УЛУЧШЕНИЯ ЭКОЛОГИЧЕСКОЙ ОБСТАНОВКИ В Г. ОМСКЕ
- •ПСИХОЛОГО-ПЕДАГОГИЧЕСКИЕ АСПЕКТЫ СИСТЕМЫ НЕПРЕРЫВНОГО ОБРАЗОВАНИЯ
- •А.А. Габбасова
- •СОЦИАЛЬНОЕ ПАРТНЕРСТВО КАК ФАКТОР УЛУЧШЕНИЯ КАЧЕСТВА ОБРАЗОВАНИЯ
- •А.В. Горина
- •ПОДДЕРЖКА МОЛОДЕЖИ В СФЕРЕ ПРОЕКТНОЙ ДЕЯТЕЛЬНОСТИ В РАМКАХ ПРОГРАММЫ «ЛОГИСТИКА МОЛОДЕЖНЫХ ИНИЦИАТИВ»
- •О.А. Зайко, А.М. Мкртчян Такуи
- •МЕДИКО-ПСИХОЛОГО-ПЕДАГОГИЧЕСКИЕ АСПЕКТЫ ПОВРЕЖДЕНИЯ У ДЕТЕЙ В ХОДЕ ДОРОЖНО-ТРАНСПОРТНЫХ ПРОИСШЕСТВИЙ
- •А.А. Занкевич, Е.В. Никульченкова
- •ФОРМИРОВАНИЕ ПРОФЕССИОНАЛЬНОЙ МОТИВАЦИИ ОБУЧАЮЩИХСЯ ПО НАПРАВЛЕНИЮ 44.03.04 «ПРОФЕССИОНАЛЬНОЕ ОБУЧЕНИЕ» ПРОФИЛЮ ПОДГОТОВКИ «ТРАНСПОРТ»
- •Е.А. Зимина
- •РОЛЬ ИНЖЕНЕРНЫХ НАУК В СОЗДАНИИ УСЛОВИЙ ДЛЯ СЕНСОРНОГО РАЗВИТИЯ ОБУЧАЮЩИХСЯ
- •И.В. Казакова
- •ПСИХОЛОГО-ПЕДАГОГИЧЕСКОЕ СОПРОВОЖДЕНИЕ ПРОЦЕССА ПРОЕКТИРОВАНИЯ
- •Ю.Л. Макарова
- •ВОЗМОЖНОСТИ ГЕНДЕРНОГО ПОДХОДА В ПРОФИЛАКТИКЕ БУЛЛИНГА В ПОДРОСТКОВОМ ВОЗРАСТЕ
- •Н.П. Мурзина, Ж.Н.Тельнова
- •К.А. Обельчакова
- •ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ИСПОЛЬЗОВАНИЯ АКТИВНЫХ МЕТОДОВ ОБУЧЕНИЯ В ПРОЦЕССЕ ФОРМИРОВАНИЯ САМОСТОЯТЕЛЬНОЙ ДЕЯТЕЛЬНОСТИ СТУДЕНТОВ
- •Е. Г. Ожогова, Н.Г. Оськина
- •ОСОБЕННОСТИ ЛИЧНОСТНОЙ РЕФЛЕКСИИ В ЮНОШЕСКОМ ВОЗРАСТЕ
- •Е.А. Павлова
- •К. А. Харченко
- •ПСИХОЛОГИЧЕСКИЕ ОСОБЕННОСТИ САМОАКТУАЛИЗАЦИИ ЛИЧНОСТИ В ПЕРИОД МОЛОДОСТИ
- •Е.В. Чердынцева
- •ИССЛЕДОВАНИЕ СФОРМИРОВАННОСТИ ЭКОЛОГИЧЕСКОЙ КУЛЬТУРЫ МЛАДШИХ ШКОЛЬНИКОВ ВО ВНЕУРОЧНОЙ ДЕЯТЕЛЬНОСТИ
- •Е. А. Черкевич, И. А. Михайлова
- •Е. А. Черкевич, В. В. Тикутьева
- •СТИЛИ ПОВЕДЕНИЯ В КОНФЛИКТНОЙ СИТУАЦИИ СТУДЕНТОВ С РАЗНЫМ УРОВНЕМ ЭМОЦИОНАЛЬНОЙ ВОЗБУДИМОСТИ
- •Н.В. Александрова, А.В. Шайдуров
- •ГУМАНИТАРНЫЕ НАУКИ
- •П.В. Ополев
- •РАЗМЕРНОСТЬ ЧЕЛОВЕКА: ОТ ПРОСТЫХ ТЕХНИЧЕСКИХ ОБЪЕКТОВ К СЛОЖНЫМ ИНФОРМАЦИОННЫМ СИСТЕМАМ
- •К. М. Эрбах
- •ВНУТРЕННЯЯ И ВНЕШНЯЯ ПОЛИТИКА МАРГАРЕТ ТЭТЧЕР ВО ВРЕМЯ ЕЕ ПРЕМЬЕРСТВА С 1979 ПО 1990 ГОДЫ

ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
___________________________________________________________________________
УДК 331.45
ВЛИЯНИЕ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ НА БЕЗОПАСНОСТЬ ВЕДЕНИЯ ОГНЕВЫХ РАБОТ
THE EFFECT OF PERSONAL PROTECT CURE ON
THE SAFETY MANAGEMENT OF FIRE WORK
Д. Ю. Гавришев
Сибирский государственный автомобильно-дорожный университет (СибАДИ), Россия, г. Омск
Аннотация. В работе рассматриваются средства защиты органов зрения при ведении электросварочных работ с регулируемой по времени степенью затемнения защитного стекла маски сварщика. Произведена оценка дозы воздействия ультрафиолетового излучения на зрительный анализатор сварщика. Установлена взаимосвязь влияния профессиональной квалификации сварщика на величину негативного воздействия. Даны рекомендации по компенсации нанесенного ущерба.
Ключевые слова: средство индивидуальной защиты, сварщик, ультрафиолетовое излучение, зрительный анализатор, электросварочные работы.
Введение |
|
|
Маски сварочные, представленные на рисунке 1 – это |
неотъемлемый атрибут, |
892 |
защищающий лицо сварщика при проведении электросварочных работ от воздействия |
|
|
|
||
инфракрасного и ультрафиолетового излучений [1, 2, 3, 4]. |
|
|
Современные производители предлагают два типа масок – с фиксированной степенью |
|
|
затемненности и хамелеоны, которые отличаются более высокой степенью защиты глаз. Такие |
|
|
сварочные маски оснащаются автоматическим светофильтром, |
который реагирует на |
|
изменение интенсивности свечения и тем самым защищает зрение. Когда зажигается сварочная дуга, светофильтр за считанные доли секунды успевает автоматически затемниться, что предотвращает возможное воздействие яркого света на глаза [2, 5]. Представляется
актуальным рассмотреть степень влияния ультрафиолетового излучения на зрительный анализатор сварщика в интервал времени, в который происходит непосредственное затемнение светофильтра.
.
Рисунок 1 – маска сварщика с автоматическим регулированием затемнения
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.

ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
Определение времени активного воздействия ультрафиолетового излучения.
Светофильтр таких масок, представлены на рисунке 2, включает в себя:
-жидкокристаллические ячейки;
-фильтр ультрафиолетового излучения;
-фильтр инфракрасного излучения;
-поляризационная пленка;
-датчик обнаружения сварочной дуги;
-защитное стекло;
-элементы питания.
|
Рисунок 2 – конструкция светофильра маски сварщика |
|
|||
Очевидно, что время задержки затемнения светофильтра будет определять величину |
|
||||
поглощенной энергии ультрафиолетового излучения зрительным анализатором. В таблице 1 |
893 |
||||
представлены некоторые модели масок сварщика, с временем включения светофильтра. |
|
||||
|
|||||
Таблица 1 – Время задержки автоматического затемнения светофильтра различных |
|
||||
поставщиков (http://svarochnyemaski.ru, http://nt-welding.ru) |
|
|
|
||
|
|
|
Время задержки |
|
|
Производитель |
|
Марка |
автоматического затемнения, |
|
|
|
|
|
t з , мсек |
|
|
SPEEDGLAS |
|
Speedglas 9002x |
35 |
|
|
OPTREL |
|
Optrel e684 |
20 |
|
|
OTOS |
|
OTOS ACE-W W45iW |
50 |
|
|
TECMEN |
|
Tecmen ADF-715S 9-13 TM-15 |
25 |
|
|
Рабочая длина сварочного электрода составляет в среднем 30 см, время горения электрода составляет от 2 мин. Считаем одним из показателей квалификации сварщика – способность
непрерывного горения электрода. Таким образом, исходя из указанных выше допущений, представляется возможным определить, количество используемых электродов, n, в течение
смены.
n = |
T |
, |
(1) |
|
t
где Т – продолжительность рабочей смены, мин; t – продолжительность непрерывного горения
электрода, мин.
При нормальной продолжительности рабочей смены 8 часов, или 480 минут и времени горения электрода 2 минуты, количество электродов составит 240 шт. Таким образом, для специалиста высокой квалификации время воздействия высокого уровня ультрафиолетового излучения составит:
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.
ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
tв = n t з . |
(2) |
Принимая время задержки равным средней величине интервалов времени представленных в таблице 1, получаем общее время воздействия ультрафиолетового излучения равное 7,8 секунд.
В случае снижения квалификации работник вынужден будет более часто осуществлять зажигание электрода, что приведет к увеличению времени негативного воздействия. На рисунке 3 представлена зависимость времени негативного воздействия от количества зажиганий электрода.
|
|
0,4 |
|
|
|
|
задержки |
|
0,35 |
|
|
|
|
|
0,3 |
|
|
|
|
|
сек |
0,25 |
|
|
|
|
|
Суммарное время |
затемнения, |
|
|
|
|
|
0,2 |
|
|
|
|
||
0,15 |
|
|
|
|
||
0,1 |
|
|
|
|
||
0,05 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
|
|
|
Количество зажиганий дуги |
|
|
Рисунок 3 – Время негативного воздействия |
894 |
в зависимости от количества зажиганий электрода |
Заключение
Анализ полученной зависимости позволяет сделать следующие выводы:
-в случае квалифицированного специалиста время негативного воздействия незначительно;
-при снижении квалификации работника, что эквивалентно увеличению числа зажиганий электрода в течение рабочей смены может достигать нескольких секунд.
Таким образом степень квалификации оказывает существенное влияние на уровень риска развития такого заболевания зрительного анализатора, как электроофтальмия.
Даже в случае высокой квалификации работника при использовании таких средств защиты как с автоматическим затемнением светофильтра остаются риски развития функциональных рисков в зрительном анализаторе [4].
Библиографический список
1. Геворкян, В. Г. Основы сварочного дела: учебник для строит, спец. техникумов / В.Г. Геворкян. – 4-е изд., перераб. и доп. – М.: Высш. шк., 1985. – 168 с.
2.Белов, С.В. Безопасность жизнедеятельности и защита окружающей среды (техносферная безопасность) [Электронный ресурс] : учебник для бакалавров / С. В. Белов. – 4-е изд. – М. : Юрайт, 2012.
-682 с. – Режим доступа: http://bek.sibadi.org/fulltext/ed2108.pdf.
3.Рябоконь, Н. Г. Учебник электросварщика. – М.: Машгиз, 1957. – 156 с.
4.Р 2.2.2006-05. Гигиена труда. Руководство по гигиенической оценке факторов рабочей среды и трудового процесса. Критерии и классификация условий труда // ЗАО «Кодекс», 2012-2014.– Режим
доступа: docs.cntd.ru/document/1200040973
5. Сергеева, Э. Какие бывают маски сварочные [Электрон. ресурс] / Э. Сергеева. – 2015. – Режим доступа: http://www.syl.ru/article/185414/new_kakie-byivayut-maski-svarochnyie-luchshie-svarochnyie-maski-tsenyi.
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.
ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
THE EFFECT OF PERSONAL PROTECT CURE ON
THE SAFETY MANAGEMENT OF FIRE WORK
D. Y. Gavrishev
Abstract. This article addresses the means of protection of organs of vision in the conduct electric welding with adjustable time degree of darkening of the protective glass welder mask. Evaluated the dose effects of ultraviolet radiation on the visual analyzer of the welder. The interrelation of the influence of professional qualification of the welder on the magnitude of the negative impact. Recommendations on compensation of the caused damage.
Keywords: personal protect cure, welder, ultraviolet irradiation, eye, electric welding works.
Гавришев Дмитрий Юрьевич (Россия, Омск) – студент группы БПб-13Э1, ФГБОУ ВО «СибАДИ»
(644080, г. Омск, пр. Мира, 5, e-mail: dimanomsk18@gmail.com).
Gavrishev Dmitriy Yur’evich (Russian federation) – student BPb-13E1, of The Siberian State Automobile and Highway University (SibADI) (644080, Mira, 5 prospect, Omsk, Russian Federation, e-mail: dimanomsk18@gmail.com).
УДК 614.8.084
ПОВЫШЕНИЕ БЕЗОПАСНОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ НА ТЕПЛОЭНЕРГЕТИЧЕСКИХ СТАНЦИЯХ
INCREASED SAFETY OF OPERATION AT THERMAL POWER STATIONS
EQUIPMENT
895
А.Е. Доценко
Сибирский государственный автомобильно-дорожный университет (СибАДИ), Россия, г. Омск
Аннотация. В статье рассмотрены проблемы надежности и безопасности работы оборудования ТЭЦ. Рассмотрена методика, направленная на снижение несчастных случаев, связанных с поломкой оборудования. Выявлена и обоснована необходимость использования метода вибродиагностики в качестве метода по своевременному выявлению неисправности и поломок оборудования. На основе проведенного исследования автором дается определение этого метода, способы использования на предприятиях теплоэнергетической отрасли, достоинства и недостатки данного метода.
Ключевые слова: ТЭЦ, безопасность, несчастный случай, оборудование, вибродиагностика, поломка.
Введение
Вопросы безопасности работы теплоэнергетического оборудования тепловых электростанций стали особенно актуальны в настоящее время, после осуществления реформирования электроэнергетики, выхода генерирующих компаний на оптовый рынок электроэнергии и мощности. Анализ и управление безопасностью таких энергетических объектов стало одним из наиболее важных при проектировании и эксплуатации.
Тепловые электрические станции являются основой современной электроэнергетики. здесь производится более 70% электроэнергии. Они имеют специфические особенности, в значительной степени, отличающие их от предприятий других отраслей промышленности. Эти особенности формируют специфику условий и режимов работы оборудования. Наиболее существенная из особенностей заключается в том, что в любой произвольно взятый момент времени объем вырабатываемой энергии точно равен объему спроса на нее. Нельзя иметь
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.
ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
запас продукции на складе - мгновенный отпуск электроэнергии строго соответствует спросу.
Отсюда вытекают следствия:
•если невозможно иметь резерв по продукции, необходимо иметь резерв по установленной мощности машин, ее вырабатывающих;
•если по каким-либо причинам снижается выработка, то одновременно должно быть
снижено потребление;
•если по каким-либо причинам снижается потребление, то одновременно должна быть
снижена выработка.
Другая особенность электроэнергетического производства заключается в неравномерности производительности на суточном, недельном, месячном и годовом интервалах времени Проблема надежности и безопасности работы оборудования ТЭЦ носит системный характер и требует комплексного подхода к вопросам повышения рабочего ресурса. В этом направлении важна организация эксплуатации, характеризующаяся, в первую очередь, объективным контролем режимов и параметров устойчивой (надежной) работы основного тепломеханического оборудования ТЭЦ. Эксплуатация оборудования в текущем состоянии приводит к частым поломкам и как следствие несчастным случаям. Предотвратить все это сможет своевременный ремонт, а выявить неисправность агрегатов поможет диагностика работы оборудования по результатам вибродиагностики.
Использование метода вибродиагностики в выявлении поломок и неисправностей
оборудования |
|
|
|
|
|
|
|
|
|
|
В настоящее время разработано и принято большое количество стандартов |
|
|||||||||
регламентирующих и обязывающих проведение вибрационной диагностики оборудования ТЭЦ, |
|
|||||||||
например: ГОСТ Р 53564-2009 «Контроль состояния и диагностика машин. Мониторинг |
|
|||||||||
состояния оборудования опасных производств» [1] , |
ГОСТ 30576-98 |
«Вибрация. Насосы |
|
|||||||
центробежные питательные тепловых электростанций. Нормы вибрации и общие требования |
|
|||||||||
к проведению измерений» [2] и др. Вышеозначенные стандарты регулируют порядок |
|
|||||||||
проведения, допустимые нормы вибраций и другие действия, необходимые для проведения |
|
|||||||||
вибрационной диагностики. |
|
|
|
|
|
|
|
896 |
||
В настоящий |
момент вибродиагностика является |
одним |
из |
основных |
методов |
|||||
|
||||||||||
неразрушающего контроля и технической диагностики (НКТД). |
|
|
|
|
|
|||||
Вибрационная |
диагностика – |
метод диагностирования |
технических |
систем |
и |
|
||||
оборудования, основанный на анализе параметров вибрации, либо создаваемой работающим |
|
|||||||||
оборудованием, либо являющейся вторичной вибрацией, обусловленной структурой |
|
|||||||||
исследуемого объекта. Вибрационная диагностика, как и другие методы технической |
|
|||||||||
диагностики, решает задачи поиска неисправностей и оценки технического состояния |
|
|||||||||
исследуемого объекта. При вибрационной диагностике как правило исследуются временной |
|
|||||||||
сигнал или спектр вибрации того или иного оборудования. |
Вибрационное диагностирование |
|
||||||||
объектов проводится в три этапа: первичное описание вибрационного состояния объекта, |
|
|||||||||
выделение признаков и принятие решения [3]. |
|
|
|
|
|
|
|
|||
На этапе поиска информативных признаков ограничивают число измеряемых параметров |
|
|||||||||
вибрации, шума и ударов. При этом из множества параметров, характеризующих вибрационный |
|
|||||||||
процесс, выделяют только те, которые прямо или косвенно характеризуют состояние объекта. |
|
|||||||||
По этим параметрам формулируют информативную систему признаков, используемых при |
|
|||||||||
диагностировании. |
|
|
|
|
|
|
|
|
|
|
Измерение параметров вибрации, основанное на измерении частоты излучения |
|
|||||||||
оптического квантового генератора, отраженного от объекта, проводят измерительными |
|
|||||||||
устройствами, действие которых основано на использовании эффекта Допплера [4]. |
|
|
|
|||||||
Любое современное предприятие — это большое количество основных и вспомогательных |
|
|||||||||
производств, на которых эксплуатируется огромное количество самого разнообразного |
|
|||||||||
оборудования. Внезапный выход из строя одного из агрегатов может стать причиной нарушения |
|
|||||||||
всего производственного цикла. Поэтому первостепенной задачей является организация |
|
|||||||||
вибрационного мониторинга состояния всего оборудования для обеспечения его безаварийной |
|
|||||||||
работы. Как показала практика, в силу целого ряда объективных причин, привлечение |
|
|||||||||
инженерного персонала предприятия для решения этой задачи недостаточно эффективно. |
|
|||||||||
Малочисленность инженерных работников не позволяет обеспечить необходимую для |
|
|||||||||
безаварийной работы оборудования |
периодичность |
контроля параметров вибрации. |
По |
|
||||||
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.
ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
статистике при периодичности проведения обследований агрегата реже 1/10 его межремонтного интервала вероятность пропуска дефекта существенно возрастает [5]. Кроме того, при диагностике большого количества единиц оборудования бывает крайне сложно выполнить сбор необходимых дополнительных сведений, таких как, данные визуального осмотра, контроля температуры, других режимных параметров.
Наиболее эффективный способ увеличения единиц подконтрольного оборудования, |
|
|
успешно практикуемый на многих предприятиях за рубежом в течение последних десятилетий |
|
|
— передача функций мониторинга состояния большинства агрегатов службам цехов. |
|
|
Обходчики или эксплуатационный персонал цеха, оснащенные простейшими приборами для |
|
|
измерения вибрации — виброметрами, не требующими специальной подготовки, с |
|
|
определенной периодичностью измеряют общие уровни вибрации поднадзорного |
|
|
оборудования. Помимо измерений вибрации оцениваются уровни шумов, температура, другие |
|
|
параметры, производится визуальный осмотр. При непосредственном контроле руководства |
|
|
цехов за отчетный интервал времени (неделя, месяц) формируются и передаются в службу |
|
|
диагностики сводные таблицы вибрационного состояния оборудования и заявки на проведение |
|
|
диагностических работ. На основании поданных заявок специалисты лаборатории вибрации |
|
|
производят дополнительные обследования проблемного оборудования, определяют и в ряде |
|
|
случаев устраняют причины повышенной вибрации, выдают рекомендации по срокам и |
|
|
объемам ремонтных работ. Реализация подобного подхода позволяет максимально |
|
|
эффективно использовать имеющиеся на предприятии ресурсы и обеспечивать безотказную |
|
|
работу всего оборудования [6]. |
|
|
Другой важной составляющей безопасной работы оборудования являются стационарные и |
|
|
полустационарные системы контроля вибрации, которые существенно расширяют возможности |
|
|
периодического мониторинга. Для поддержания работоспособности ответственного оборудования |
|
|
бывает необходимо осуществлять постоянный контроль его различных параметров: режимных, |
|
|
электрических, механических, вибрационных. Очевидно, что даже самые совершенные переносные |
|
|
приборы не могут справиться с этой задачей. В этих случаях оборудование оснащается |
|
|
стационарными системами контроля. Объекты, которые должны быть оснащены стационарными |
897 |
|
системами в первую очередь, — это турбоагрегаты тепловой энергетики. |
||
|
||
Современная стационарная система не только выполняет автоматический сбор |
|
|
|
||
вибрационных данных по многим каналам, но и осуществляет оперативный контроль других |
|
|
заданных параметров, сбор, хранение и архивацию всей поступающей информации в режиме |
|
|
реального времени. В случае необходимости стационарные системы могут быть легко |
|
|
интегрированы в существующие АСУ ТП и даже выдавать команды на отключение агрегата при |
|
|
повышении уровня вибрации, предотвращая развитие аварии с серьезными последствиями. |
|
|
Системы нового поколения обрастают диагностическими функциями, некоторые имеют |
|
|
встроенную балансировочную программу и позволяют проводить балансировку агрегата в |
|
|
собственных опорах [7]. |
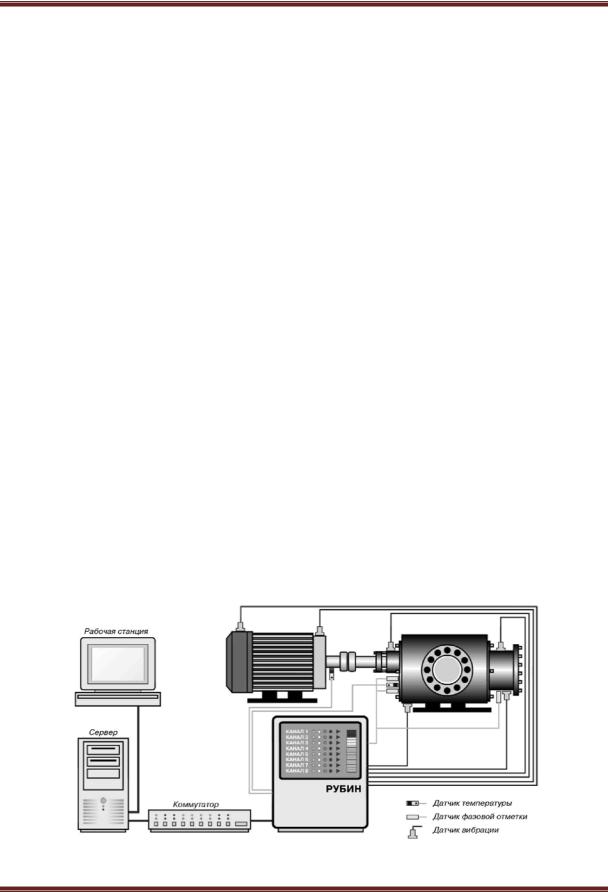
|
Рисунок 1 – Стационарная система Рубин
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.
ТЕОРИЯ И ПРАКТИКА ПРОМЫШЛЕННОЙ, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
Основными преимуществами вибродиагностики являются:
•Возможность обнаруживать скрытые дефекты.
•Получение информации о состоянии оборудования, находящегося в труднодоступных
местах.
•Проведение мониторинга и получение информацию о дефекте еще на стадии его появления.
•Малое время диагностирования.
Останавливающим фактором по внедрению вибродиагностики на ТЭЦ являются высокая стоимость.
Но важно четко понимать место технической диагностики на современном предприятии, существующем в условиях рыночной экономики. Техническая диагностика — это прежде всего
ресурсосберегающая технология, квалифицированное использование которой существенно снижает затраты на обслуживание и ремонт оборудования [8]. Так, по данным службы диагностики на ТЭЦ-1 г. Череповец с апреля 2008 года введено обслуживание по
фактическому состоянию машин роторного типа , которое позволило полностью исключить их аварийные выходы из строя и снизить общее количество ремонтов на 20 %. Средняя наработка блоков в межремонтный период до взятия под контроль составила 62 суток (около 5,8 ремонтов в год), причем замены производились аварийно, а после взятия под контроль — 77 суток (около
4,7 ремонтов в год). Экономический эффект от сокращения затрат на ремонты и отсутствия аварийных простоев за 2008 г. составил 1 288 294 руб.
Заключение
За свой жизненный цикл любое оборудование проходит три основных этапа: ввод в
эксплуата-цию, собственно эксплуатация и ремонт. Комплексный подход к вопросам повышения надежности работы оборудования — это контроль его работоспособности на каждом из этих этапов. При закупках оборудования и вводе его в эксплуата-цию это, прежде
всего, входной контроль, как отдельных узлов, например, подшипников качения, так и нового оборудования. Для контроля качества поставляемых и монтируемых подшипников созданы специальные стенды входного контроля подшипников, а дпя проверки качества изготовления и 898 монтажа агрегата служат переносные виброанализаторы. Для текущего контроля состояния оборудования в период эксплуатации используются переносные виброметры, а дпя выявления причин повышенной вибрации — виброаналиэаторы и многоканальные расширительные блоки.
На завершающей стадии ремонта применяется балансировочное оборудование. Именно такая организация процедур технического обслуживания и ремонтов обеспечивает максимально эффективную и надежную работу оборудования. В этом случае техническая диагностика — это
и составная часть эксплуатации, и неотъемлемое звено любого ремонта, и высокоточный инструмент, использующийся при оценке объемов ремонта, необходимого количества запасных частей, численности ремонтного персонала, выборе поставщиков (подшипники, редукторы, электродвигатели и т.д.), и, что самое главное, гарантия безопасной и эффективной работы оборудования [9,10].
Невозможно переоценить необходимость и важность использования вибрационной диагнос-
тики на современном предприятии, где высокая стоимость и ответственность отдельных узлов, тяжелые условия эксплуатации и разнообразие оборудования предъявляют повышенные требования к квалификации персонала и исполызуемым виб-роизмерительным средствам. Вибрационная диагностика - надежный и эффективный инструмент определения состояния
роторного оборудования, а грамотное использование этого инструмента не только существенно повышает надежность и долговечность работы оборудования, но и позволяет поднять техническую культуру производства на принципиально новый уровень.
Библиографический список
1.ГОСТ Р 53564–2009. Контроль состояния и диагности машин. Мониторинг состояния оборудования опасных производств. – Введ. 2011–01–01. – М.: Стандартинформ, 2010. – 19 с.
2.ГОСТ 30576–98. Вибрация. Насосы центробежные питательные тепловых электростанций. Нормы вибрации и общие требования к проведению измерений. – Введ. 2000–07–01. – М.: Изд-во стандартов,
2001. – 4 с.
3. Неразрушающий контроль: справочник : в 8 т. / В.И. иванов [и др.]; ред. В.В. Клюев. – 2-е изд. испр. –М.: Машиностроение, 2006. – Т. 7: в 2 кн. Кн.2. Вибродиагиостика. – 829 с.
Фундаментальные и прикладные исследования молодых учёных: материалы Международной научно- практической конференции студентов, аспирантов и молодых учёных, 8-9 февраля 2017 г.