

2601
.pdfISSN 2219-4592
Министерство образования и науки РФ Государственное образовательное учреждение высшего профессионального образования
«Сибирская государственная автомобильно-дорожная академия (СибАДИ)»
64-я научно-техническая конференция ГОУ «СибАДИ»
в рамках Юбилейного Международного конгресса
«КРЕАТИВНЫЕ ПОДХОДЫ В ОБРАЗОВАТЕЛЬНОЙ, НАУЧНОЙ И ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ»,
посвященного 80-летию академии
МАТЕРИАЛЫ КОНФЕРЕНЦИИ
Книга 1
Омск 2010
УДК 625.7
ББК 39.3
М 34
Материалы 64-й научно-технической конференции ГОУ «СибАДИ» в рамках Юбилейного Международного конгресса «Креативные подходы в образовательной, научной и производственной деятельности», посвященного 80-летию академии. – Омск: СибАДИ, 2010. Кн. 1 – 384 с.
Печать статей произведена с оригиналов, подготовленных авторами.
Рецензирование статей проводилось руководителями секций конференции.
Редакционная коллегия:
В.А. Сальников, д-р пед. наук, профессор А.М. Завьялов, д-р техн. наук, профессор Н.Г. Певнев, д-р техн. наук, профессор Л.В. Эйхлер, канд. техн. наук, профессор А.Л. Ахтулов, д-р техн. наук, профессор В.Н. Кузнецова, д-р техн. наук, профессор Н.С. Галдин, д-р техн. наук, профессор А.А. Руппель, канд. техн. наук, доцент В.В. Сыркин, д-р техн. наук, профессор
Компьютерная верстка:
Н.А. Тунгусова, канд. техн. наук, нач. патентно-информационного отдела
© ГОУ «СибАДИ», 2010
СЕКЦИЯ
ЭКСПЛУАТАЦИЯ И РЕМОНТ АВТОМОБИЛЕЙ
УДК 621.7: 621.8.03: 514.85: 511.9
О ПОСТРОЕНИИ КРИВЫХ ПО ПРЕДЕЛЬНЫМ РЕШЕНИЯМ НЕКОТОРЫХ ЗАДАЧ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ *
А.А. Александров, канд. техн. наук, доцент Сибирская государственная автомобильно-дорожная академия
Винженерной практике для осуществления расчетов процессов пластического деформирования металла применяются методы верхней (МВО)
инижней оценки (МНО), основанные на энергетических теоремах,
Вработе [1] отмечается особое значение экстремальных теорем, которые открывают путь прямого построения решений, минуя интегрирование дифференциальных уравнений. Там же указывается, что «… сложнее получить хорошие оценки и еще труднее указать приемы последовательного сближения верхней и нижней оценки».
Вместе с тем определение решения методом верхней оценки [5] показывают, что при нахождении оптимального угла клина матрицы имеется неоднозначность получаемых результатов.
В.Л. Колмогоров отмечает, что пока еще не сформулированы теоремы, показывающие рубеж, за которым решение рассматриваемых … задач перестает быть единственным [4].
Для выявления некоторых приемов проведем анализ оптимизационных результатов решений, процесса волочения полосы без трения через симметричную клиновую матрицу, полученных на основе МНО [2] и МВО [7] с использованием разрывных полей напряжений и скоростей в виде треугольных блоков. На рис. 1 представлена половина схемы процесса.
Отметим, что при постановке задачи подразумевалось нахождение оптимальных значений связанных с изменением граничных условий, а именно: соотношения между входным и выходным сечением (высотой) заготовки, угла наклона матрицы и коэффициента трения на матрице при условии, что очаг деформации представлен в виде треугольника одна из вершин которого находится на оси симметрии.
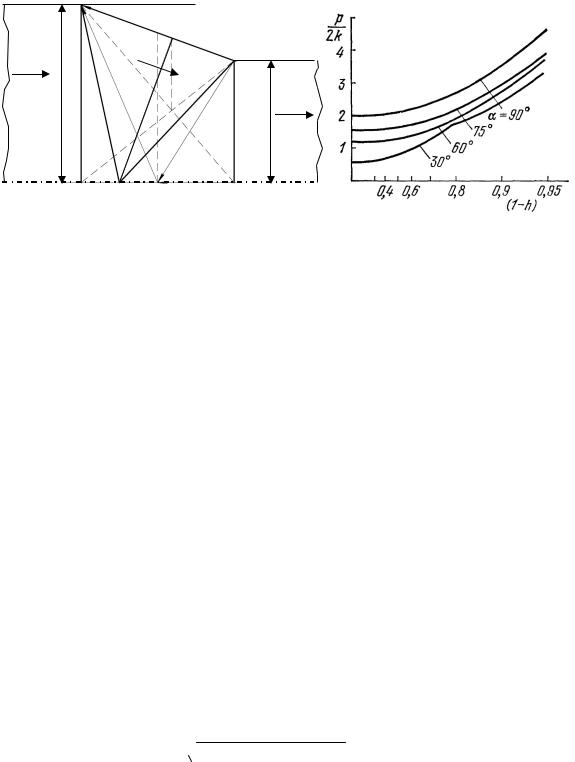
На рис. 2 показаны графики изменения величины p/2k полученные для нулевого коэффициента трения μ в зависимости от обжатия [3].
_____________________________________________
* В работе принимал участие аспирант А.И. Ковальчук
3
A
 α
α
V2 B
V1
h1 |
h2 |
V3 |
|
|
h3 |
C |
O |
|
Рис. 1. Схема процесса деформации листа |
Рис. 2. Зависимость относительной |
|
в клиновой матрице |
удельной деформирующей силы |
|
|
|
от величины обжатия при μ = 0 [3] |
Оптимизационное решение задачи [7] показало, что всегда имеется связь со среднегармоническим параметром, а минимум относительного удельного усилия соответствует числу, определяемому формулой p/ s 4 tg .
Графическое соответствие этому результату на физической плоскости представлено на рис. 1. На рис. 3 показано изменение оптимального угла в зависимости от коэффициента трения и величины обжатия ε = (h1 – h3)/h1. Отметим возможность определения графическим путем коэффициента трения, соответствующего оптимуму.
Особенностью МВО является возможность построения годографа скоростей, для вычисления значения скорости каждого в рассматриваемом случае треугольного блока.
Показанные на рис. 3 кривые (правая ветвь) отображают значения оптимальных углов клиновой матрицы при деформировании листа для различных коэффициентов трения.
Для примера на рис. 4 представлены кривые изменения составляющих силы деформирования в зависимости от положения вершины треугольника на оси при деформировании заготовки в гладкой матрице (μ = 0). Где видно, что обе кривые имеют одинаковый минимум. Величина минимумов одинакова (симметричная матрица), всегда находится между синусом и тангенсом угла, а расстояние между минимумами равно длине границы между матрицей и деформируемой заготовкой. Число определяющее величину минимума равно 2
 (1 cos )/(1 cos ) . Таким образом можно уста-
(1 cos )/(1 cos ) . Таким образом можно уста-
новить, что остальная часть затрат энергии идет на деформацию.
Рис. 5, представляющий плоскость годографа скоростей, показывает кривые глобального минимума решения данной задачи. Видно, что полученные кривые являются гипоциссоидами, т.е. кривыми третьего порядка. Известно, что подобные кривые находят применение при расчетах в аэро-
4

динамике. Однако существенным отличием является то, что эти ветви (уходящие в бесконечность) не рассматриваются.
Отметим, что кривая, соответствующая нулевому трению является одной из замечательных кривых – строфоидой, связанной, как известно, с «золотым» сечением [6], а при μ = 1 – окружностью.
α, град.
μ = 0
p/2 s 2 tg
2 1 cos
 1 cos
1 cos
Рис. 3. Зависимости оптимального угла матрицы от величины обжатия матрицы в зависимости от угла и трения
α = 90 |
α = 70 |
α = 60 |
α = 50
α = 40
μ = 0  μ = 1
μ = 1
α = 20
μ= 1
μ= 0
α = 0
Рис. 5. Кривые оптимального решения
Рис. 4. Расчетные кривые
Кривые, показанные на рисунках, получены с применением уравнения «асимптотического косинуса».
p/2k
Рис. 6. Изменение p/2k (затраты энергии на поворот) в зависимости от угла
5

Представленный на рис. 6 график изменения p/2k в зависимости от угла наклона матрицы показывает затраты мощности на поворот. Он определяет величину p/2k (рис. 2) при ε = 0.
Используя сделанные построения можно дополнить известные решения задач обработки металлов давлением, полученные методом линий скольжения, который как считается, позволяет получить точные [1-5]. На рис. 7 представлена схема расчетная процесса деформации полосы при нулевом трении по методу линий скольжения [2].
На рис. 8 показаны кривые, связанные со “строфоидным” решением задачи оценочными методами и методом линий скольжения.
|
а |
б |
Рис. 7. Схема процесса |
Рис. 8. Кривые, связанные со строфоидой |
|
Уравнения кривых, изображенных рис. 8а и 8б, в полярной системе координат получаются взаимообратными и имеют вид соответственно:
H |
1 sin |
, |
h |
cos (1 2sin ) |
. |
cos (1 2sin ) |
1 sin |
Показанные приемы графо-аналитического – метода «энергетической геометрии» [7] к расчетам и анализу процессов деформации позволяют расширить вычислительные возможности известных методов.
Библиографический список
1.Качанов Л. М. Основы теории пластичности. – М.: Наука, 1969. 420 с.
2.Соколовский В.В. Теория пластичности. – М.: Высшая школа, 1969. – 608 с.
3.Работнов Ю.Н. Механика деформируемого твердого тела. – М: Наука. Гл. ред. физ.-мат.
Лит., 1988. – 712 с.
4.Колмогоров В.Л. Механика обработки давлением. – Екатеринбург: Изд-во Уральского государственного технического университета – УПИ, 2001. 836 с.
5.Джонсон У., Меллор П. Теория пластичности для инженеров. Пер. с англ. – М.: Машиностроение, 1979. – 567 с.
6.Ясинский С.А. Прикладная «золотая» математика и ее приложения в электросвязи. М.: Горячая линия – Телеком, 2004. – 239 с.
6
7. Александров А.А. О сравнении методов верхней и нижней оценок. Известия ТулГУ. Серия. Механика деформируемого твердого тела и обработка металлов давлением. –
Тула: ТулГУ. Вып.1, 2005. С.81-84.
УДК 629.083:656.13
РАЗРАБОТКА МЕТОДОВ ПО УПРОЧНЕНИЮ ИЗНОШЕННЫХ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ
Г.А. Голощапов, В.И. Лиошенко, В.А. Володарец, В.О. Поляков Сибирская государственная автомобильно-дорожная академия
Экстремальные климатические условия, отдаленность северных регионов РФ от промышленных центров диктуют особые требования к технике Севера, ее эксплуатации и обслуживания, формирования парка запасных частей. Одной из актуальных проблем является повышение надежности режущих деталей техники, работающей в условиях Севера (мерзлый грунт, скальные породы, и др.). Характерными следствиями изнашивания деталей землеройной техники являются возрастание усилия для резания грунта, нагрузок на отдельные детали и машину в целом, снижение производительности труда, увеличение простоев и затрат на ремонт изношенных деталей. Износ деталей буровой и техники, эксплуатируемой в горнодобывающей промышленности Севера, но своим масштабам практически имеет катастрофический характер. По предприятиям ежегодно вследствие окончательного износа рабочих элементов горнодобывающей техники теряется около десятков тысяч тонн металла. Рабочие элементы являются весьма дорогостоящими, поэтому для их дальнейшего использования целесообразным становится восстановление и упрочнение изношенных деталей. Таким образом, задача повышения ударно абразивной и гидроабразивной износостойкости рабочих элементов, горнодобывающей техники, работающего при интенсивных эксплуатационных нагрузках, сохраняет свою актуальность. Для изучения развития ударно - абразивного разрушения в процессе эксплуатации рабочих элементов с учетом свойств материала и работы в специфических природноклиматических условиях. Объектом исследования является материал изношенных деталей гусеницы землеройной машины, эксплуатирующейся в условиях севера. Звено изготовлено методом штамповки и предназначено для эксплуатации 'на скальных и абразивных грунтах, элемент представлен после использования в производстве. Повышение работоспособности в производстве проводится приваркой стальных накладок, что ведется к большим потерям металла.
Результат рекомендаций по совершенствованию или созданию новой технологии восстановления и упрочнения требует исследования состава, структуры, свойств и особенностей ударно-абразивного изнашивания материала. Для исследования состава, структуры и свойств были изготовлены
7
поперечные шлифы. Химический состав материала определен по данным спектрального анализа на спектрометре «WАS Foundry-Master». Структурные исследования материала коронки рыхлителя проведены на оптических микроскопах «Neophot-32» и «Axio Observer DIm». Микротвердость измерена на протравленных в нитале шлифах с помощью прибора «ПМТ-ЗМ» по требованию ГОСТ 9450-76; нагрузка на индентор 1 Н. Шероховатость поверхностей трения коронки исследована профилометром SJ-201Р, строение изношенной поверхностей трения коронки на стереоскопическом микроскопе «Stemi 2000С». По химическому составу материал наиболее близок к легированной улучшаемости конструкционной стали 38ХС (ГОСТ 4543-71)[2]. Стали этого класса применяются для отечественных сварных конструкций, а также при изготовлении деталей, работающих в условиях износа. Высокие прочностные свойства обеспечиваются получением сорбитообразных структур, либо структуры нижнего бейнита. Легирующие элементы хромокремнемарганцевой стали повышают пределы текучести и прочности, расширяют область существования феррита и повышают его прочность[3]. Совместные легирование хромом, кремнием и марганцем позволяет получить стали высокой прочности с хорошей свариваемостью. Так, изотермическая закалка сталей этого класса с температуры 880° до 280-310° может дать достаточный уровень механических свойств[3]. Такие механические свойства обеспечивают повышение вязкости стали и ее сопротивления развитию хрупкого разрушения, что имеет важное значение при эксплуатации техники на скальных грунтах и вечной мерзлоте. Однако хромокремнемарганцевые стали имеют небольшую прокаливаемость, склонны к обратимой отпускной хрупкости и обезуглероживанию при нагреве. Это усложняет использование способа термообработке для повышения износостойкости данного рабочего элемента.
Металлографический анализ выявил мелкозернистое строение металла, обусловленное формированием смешанной бейнитно - сорбитной структуры, а также множественное присутствие относительно крупных (первые десятки микрометров) включений с микротвердостью3570-3970МПа [1].
Следует также отметить, что в приповерхностных областях коронки преобладает структура сорбита имеющая меньшую твердость по сравнению с бенитом. Износостойкость материала при заданных условиях трения в основном определяется по твердости, твердость хромокремнемарганцевой конструкционной стали 38ХС по Бринеллю после изометрической закалки может достигать значения HВ 400. Изготовителями получена более высокая твердость материала, в связи с чем, для ее определения оказалось невозможным применение метода Бринелля: при величине твердости выше НВ 450- шарик-индентор начинает деформироваться, что приводит к ошибочно завышенным показаниям прибора. Среднее значение микротвердости центрального участка, передней и рабочей граней составляют 6740, 5820 и 5530 МПа соответственно. Ма-
8
териал в целом обладает высокой средней микротвердостью, но воздействие эксплуатационных нагрузок приводит к некоторому снижению микротверодости (разупрочнению) приповерхностных областей детали, причем максимальный уровень разупрочнения наблюдается для рабочей грани, то есть в условиях наибольшего динамического воздействия поверхности с абразивом. Деформирование и изнашивание материалов, прежде всего, зависит от работы сил трения; при этом мощность сил трения определяется уровень теплового воздействия на металл, а тепловой фактор в механизме абразивного изнашивания превалирует над силовым [4].
Выявленное разупрочнение приповерхностных областей металла, достигающее максимума на рабочей грани, позволяет предполагать, что величин нагрева при работе достаточна для возникновения структур отпуска с меньшей твердостью. Снижение твердости способствует внедрению абразивных частиц в металл, вызывая его локальную пластическую деформацию и, соответственно, нагрев металла усиливается. В результате происходит интенсификация процесса износа. Такой механизм износа подтверждают фотографией поверхности трения со следами значительной деформации поверхности коронки при изнашивании. В результате взаимодействия с абразивом происходитразупрочнение приповерхностных зон , причем большему разупрочнению подвергается металл режущей рабочей грани. Соответственно, поверхности наблюдается следы интенсивной пластической деформации, поверхность передней грани, испытывающей меньшие нагрузки, выглядит более гладкой. Важнейшей характеристикой микрогеометрии поверхности трения, показывающей динамику изнашивания в зависимости от параметров нагрузки, скорости скольжения, температуры и т.д. является равновесная шероховатость. Существуют многочисленные классические работы, связывающие характеристики материала и условия трения с равновесной шероховатостью [5, 6].
Очевидно, износостойкость рабочих элементов машин определяется соотношением многих факторов: прежде всего, твердостью и прочностью металла, а так же условиями эксплуатациями. В работе [7] приведены значения относительного износа материала рабочих элементов строительных машин из углеродистых сталей при разработке различных грунтов, обобщенной характеристикой износа является отношение массы изношенного рабочего элемента к массе изношенной детали из низкоуглеродистой стали с твердостью НУ 120. На стадии установившегося изнашивания, предлагаемый японскими исследователями показатель относительного износа.
Японскими исследователями получены эмпирические выражения для зависимости относительного износа от твердости материала рабочего эле-
мента различных условиях изнашивания: |
|
у = 1,15 ехр(-1,15х) для низкого изнашивания; |
(1) |
у = 1.4 ехр(-2,8х) для среднего изнашивания; |
(2) |
у = 1,65 ехр(-4,1х) для интенсивного изнашивания, |
(3) |
9 |
|