

2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАБОТЫ СТРОИТЕЛЬНЫХ МАШИН
2.1. Критерии оценки состояния организационно-технологической надежности работы машин
Отсутствие комплексных показателей и критериев экономической оценки прогрессивности организационно-технологических решений – является существенным методологическим недостатком применяемых методов оценки в строительстве. Например, в [94] предложена субъективная трехбалльная оценка качества наружных поверхностей зданий и сооружений. При этом часто не учитываются качество и долговечность конструкций и зданий, соответствие ГОСТам, технологичность, орга- низационно-технологическую и экономическая надежность проек- тов и т. д.
При выборе технологии производства работ в качестве частных критериев при оптимизации организационно-технологических решений производства земляных работ принимаем следующие показатели: себестоимость продукции (С, р./м3); трудоемкость работы (Е, чел- смен/м3); продолжительность работы (Т, дни) и энергозатраты на вы-
полнение работы (Э, Вт ч/м3) [67, 68, 86].
По опыту производства работ на объектах промышленного, гражданского и транспортного строительства предлагается весовые коэффициенты частных критериев равны между собой:
aТ = aЭ = aС = aЕ . При решении конкретных задач могут быть ис-
ключения. Предпочтение может отдаваться двум или даже одному частному критерию.
Поиск оптимального варианта ведения строительно-монтажных работ можно свести к процессу увеличения (или уменьшения) заданного единого критерия, обобщающего и дополняющего частные критерии. Существуют различные способы задания обобщённой целевой функ-
ции Z = f (Т, Э, Е, С) [67, 68].
Первый способ – с учетом aТ + aЭ + aС + aЕ =1 система предпо-
чтения частных критериев имеет вид: |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
T −T |
Э −Э |
min |
|
С |
i |
−С |
min |
|
Е |
i |
− Е |
min |
, (2.1) |
|||
Z1 = aТ |
i min |
+ aЭ |
i |
+ aС |
|
|
|
+ aЕ |
|
|
|
||||||
T |
Э |
|
|
|
С |
i |
|
|
|
Е |
i |
|
|||||
|
i |
i |
|
|
|
|
|
|
|
|
|
|
|
|
|||
где Тmin, Эmin, Сmin и Emin – «идеал» (минимальные значения) частных критериев.
Применение весов некоторых критериев объясняется тем, что в реальных условиях некоторые критерии являются определяющими, то есть более значимыми, другие – второстепенных, менее значимые. Значения частных критериев необходимо перевести в безразмерную шкалу значимости (весомости, предпочтительности).
Второй способ – отсутствует система предпочтения частных критериев. Целевая функция в этом случае определяется по формуле
35
Z2 = |
Ti −Tmin |
+ |
Эi −Эmin |
+ |
Сi −Сmin |
+ |
Еi − Еmin |
, (2.2) |
||||||||||
|
|
|
|
|||||||||||||||
|
T |
−T |
|
Э |
max |
−Э |
min |
|
С |
max |
−С |
min |
|
Е |
max |
− Е |
min |
|
|
max |
min |
|
|
|
|
|
|
|
|
|
|
||||||
где Тmax, Эmax, Cmax и Еmax – максимальные значения частных критериев.
Можно также применить два способа нахождения обобщенной целевой функции Z = f (Т, Э, Е, С).
Третий способ – задана система предпочтений частных критериев (известны коэффициентов предпочтения ат, аэ, ас, ае). Обобщённая це-
левая функция для такого случая имеет вид:
Z3 |
= aТ |
Ti |
+ aЭ |
|
Эi |
+ aС |
Сi |
+ aЕ |
|
Еi |
|
, |
(2.3) |
||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
||||||||||||
|
|
T |
Э |
С |
|
Е |
|
||||||||
где Т, Э,С, Е – математические ожидания частных критериев.
Четвёртый способ – не задана система предпочтений частных критериев. Обобщенная целевая функция в этом случае имеет вид:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
Эi −Э +3 σЭ |
|
Сi −С +3 σС |
|
Еi − Е +3 |
σЕ |
|
|||||||||
Z4 |
= |
Ti −T +3 σТ |
+ |
+ |
+ |
|
, (2.4) |
|||||||||||||||
|
|
|
||||||||||||||||||||
3 |
|
σТ |
|
|
σЭ |
|
σС |
|
σЕ |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
где σТ ,σЭ ,σС ,σЕ |
– среднее квадратические отклонения частных кри- |
|||||||||||||||||||||
териев.
Изложенный выше алгоритм многокритериальной оптимизации применим не только для выбора эффективных машин и механизмов при проектировании комплектов и комплексов, но и для оптимизации других сложных процессов.
2.2. Обработка натурных испытаний строительных машин
В основу разработки принципа оценки ОТН заложен вероятност- но-статистический подход. Человеко-машинные системы рассматривают социальные экономические и технологические показатели, которые характеризующиеся различным уровнем надежности. Последний значительно снижается при усложнении рассматриваемой системы. Методы математической теории надежности для таких систем практически неприемлемы. По мнению профессора А.А. Гусакова для выхода из данной ситуации необходимо детальное изучении специфики систем строительного производства. Многочисленные и многообразные организационно-технологические сбои, дестабилизирующие строительное производство были детально изучены профессором А.В. Гинзбургом. Классификация факторов, влияющих на надёжность строительного производства приведена на рисунке 2.1 [295, 296].
При определении организационно-технологической надежности системы применяют методы теории надежности. На наш взгляд, наиболее обоснованный подход к оценке организационно- технологической надёжности нашёл своё отражение в [33, 78–84].
36
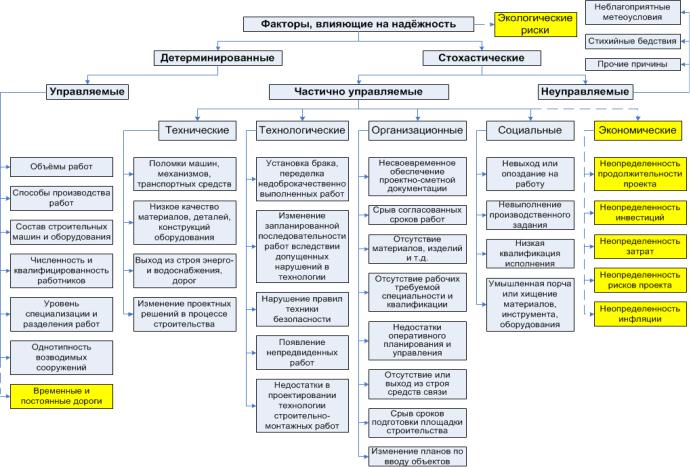
Рисунок 2.1. Факторы, влияющие на надёжность строительного производства (классификация проф. А.В. Гинзбурга)

В Сибирском государственном университете путей сообщения соискателем разработана системотехника ресурсосберегающих технологических процессов строительства. Значительное повышение эффективности и качества строительной продукции могут дать лишь экономичные решения, полученные при оптимизации организацион- но-технологических решений. Поэтому экономическая оценка прогрессивности конструктивных, организационно-технологических и управленческих решений стала первоочередной научной и практиче-
ской проблемой [14–18, 42, 43, 104, 105, 107, 143, 148–188, 200, 226, 227, 304, 309, 360]. Для оценки организационно-технологических и управленческих решений следует создавать базы данных по результатам натурных испытаний работы комплексов, комплектов и отдельных ма-
шин [263].
Доказательство обоснованности значений выборок по результатам натурных испытаний проводилось в два этапа проверок в соответствии
с[76, 169, 185]:
–логическая проверка позволила по замечаниям наблюдателя исключить из выборки ошибочные значения, которые не относятся к рассматриваемому процессу;
–математическая проверка проводилась с использованием методов математической статистики, при которой определялось правомерность отклонений рассматриваемого фактора.
Проверку реальности (устойчивости, адекватности) выборки начинаем с определения коэффициента разброса
Кр = |
xmax |
, |
(2.5) |
|
|||
|
xmin |
|
|
где xmin и xmax – соответствующее минимальное и максимальное значения выборки.
Устойчивость выборки проверялась в зависимости от значения коэффициента разброса по одному из трёх вариантов:
1. При коэффициенте разброса Кр ≤1,3 выборка считалась устой-
чивой и очистка не требовалась.
2. При коэффициенте разброса 1,3 < Кр ≤ 2 проверка производи-
лась методом определения предельных значений. Вычислялось среднее значение выборки
x =
где xi – i-й член выборки; n – размер выборки.
n |
|
∑xi |
(2.6) |
n , |
|
i=1 |
|
38

Для проверки всех «подозрительных» минимальных и максимальных значений выборки определяем их теоретически возможные значения:
xт |
= xт + k(xн |
− x |
min |
) ; |
(2.7) |
max |
max |
|
|
|
|
xт = xт − k(x − xн |
) ; |
(2.8) |
||||
|
min |
|
max |
|
min |
|
|
|
|
n |
|
|
|
|
|
|
xт = |
∑xi |
− xподоз |
|
, |
|
(2.9) |
|
i=1 |
|
|
|
|||
где xт – |
n −1 |
|
|
||||
|
|
|
|
|
|||
вычислялось |
при |
исключении |
из выборки «подозри- |
||||
тельных» значений; |
|
|
|
|
|
|
|
xmaxн , xminн – брались в «очищенной» выборке (ближайшие к экстре-
мальным очередные значения);
k – коэффициент, учитывающий размер выборки (n) приведён в таблице 2.1.
При xmaxт ≤ xmaxн и xminт ≥ xminн из выборки должны быть удалены
xmaxн или xminн .
Таблица 2.1. Коэффициент, учитывающий размер выборки
n |
4 |
5 |
6 |
7–8 |
9–10 |
11–15 |
16–30 |
31–50 |
k |
1,4 |
1,3 |
1,2 |
1,1 |
1,0 |
0,9 |
0,8 |
0,7 |
3. При коэффициенте разброса Кр > 2 проверка осуществлялась по среднеквадратической ошибке, которая вычислялась по формуле
|
|
|
n |
|
|
ε = ± x |
|
∑(xi − x)2 |
(2.10) |
||
|
n(n −1) . |
||||
1 |
|
i=1 |
|
||
|
|
|
|
|
|
При ε ≤ εдоп выборка считается устойчивой и очистка ее не требуется. В противном случае по таблице 2.2 определялось допустимое значение среднеквадратической ошибки.
Таблица 2.2. Допустимое значение среднеквадратической ошибки
Количество элементов про- |
εдоп |
цесса |
|
до 5 |
7% = 0,07 |
более 5 |
10% = 0,10 |
При ε >εдоп выборка нуждалась в очистке. Для определения какое из значений xmax или xmin подлежит исключению рассчитывались два коэффициента:
39

|
|
|
|
n |
|
|
|
|
β |
= |
|
∑xi |
− xmin |
|
|
||
|
i=1 |
|
; |
|
(2.11) |
|||
|
n |
|
|
|||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
∑xi |
− xmax |
|
|
|
|
|
|
|
i=1 |
|
|
|
|
|
|
|
n |
n |
|
|
||
β2 = |
|
∑xi2 − xmin ∑xi |
. |
(2.12) |
||||
|
|
|
n |
n |
||||
|
|
i=1 |
i=1 |
|
|
|||
|
|
xmax ∑xi − ∑xi2 |
|
|
||||
|
|
|
|
i=1 |
i=1 |
|
|
|
При β1 < β2 – исключалось значение xmin , иначе – значение xmax .
За одну проверку из выборки исключалось лишь одно значение. После каждой «очистки» при исключении из выборки не более 10% от числа первоначальных наблюдений снова рассчитываем коэффициенты разброса и повторяем проверка выборки. Очистку выборки осуществляем до тех пор, пока не докажем устойчивость выборки.
Соискателем разработано программное обеспечение «Natura», позволяющее автоматизировать трудоемкий процесс обработки нормативных наблюдений с целью получения информации для баз данных для технического и тарифного нормирования.
После очистки выборки продолжительность выполнения строительных процессов определяем по формуле [226]
xп = x + r , |
(2.13) |
где r – риск продолжительность выполнения процессов.
Соискатель предлагает определять риск продолжительность выполнения процессов по формуле [156]
r = |
V |
, |
(2.14) |
где V – вариация отклонения от среднего значения продолжительность выполнения операций.
Вариация отклонения от среднего значения продолжительность выполнения процессов определяется по формуле [150]
i=n j=n
∑∑Vij
V = |
i=1 j=1 |
, |
(2.15) |
|
n2 |
||||
|
|
|
где VijП – ковариация продолжительность выполнения процессов при
использовании i-го и j-го испытания.
Ковариация продолжительность выполнения процессов при использовании i-го и j-го испытания рассчитывалась по формуле [150]
Vij = (xi − x)(x j − x).
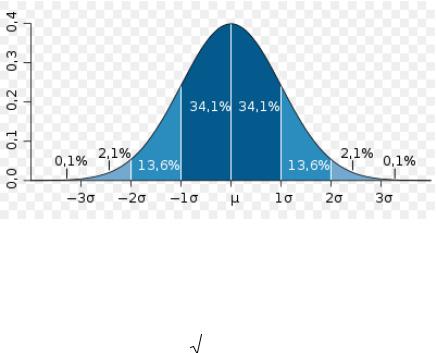
График нормального распределения представлен на рисунке 2.2.
40
Если отклонение значений случайной величины от среднего (математического ожидания) нормируется по среднеквадратическому отклонению, то получаемую случайную величину и называют нормальным отклонением (с нормированным нормальным распределением)
t = |
x - x |
. |
(2.17) |
|
|||
|
σ |
|
|
Рисунок 2.2. Кривая плотности нормального распределения
Для нормированной нормально распределенной случайной величины x = 0, σ = 1 и
|
|
1 |
|
e − |
t 2 |
|
|
y =ϕ( t ) = |
|
|
2 . |
(2.18) |
|||
|
|
|
|||||
2π |
|||||||
|
|
|
|
|
|
Площадь, ограниченная кривой нормального распределения равна 1 или и 100%. Можно рассчитать любую площадь, заключенную между кривой, осью абсцисс и любыми двумя вертикальными прямыми, проходящими через заданные точки на оси абсцисс. Причем известно, что площадь под кривой распределения между прямыми, проведенны-
ми на расстоянии σ с каждой из сторон от средней арифметической, равна 0,683 всей площади, что составляет 68,3% всех исследованных
частот отклоняются от средней арифметической не более чем на σ, то есть находятся в пределах ( x ±σ ). Площадь под кривой y(x) в интер-
вале x ± 2σ равна 0,954, то есть 95,4% всех частот находятся в пределах ( x ± 2σ ). И наконец, 0,997, или 99,7% всех частот находятся в преде-
лах ( x ±3σ ). Это так называемое правило трёх сигм, характерное для нормального распределения [77, 89, 344].
41

Организационно-технологический риск (в процентах) производительности систем машин (ПС) можно рассчитать по следующей формуле
|
100 |
|
П |
− |
( x−x )2 |
|
|
|
|
|
|
|
|
||||
rОТР = |
|
∫С e |
|
2σ 2 |
dx . |
(2.19) |
||
|
|
|
|
|
||||
σ 2π |
|
|
||||||
|
0 |
|
|
|
|
|||
Организационно-технологическую надежность (в процентах) производительности систем машин (ПС) определяется по следующей формуле
|
100 |
|
∞∫e− |
( x−x )2 |
|
|
|
pОТН = |
|
2σ 2 |
dx . |
(2.20) |
|||
|
|
|
|
||||
σ 2π |
|
||||||
|
|
Пм |
|
|
|
||
Значение организационно-технологической надёжности достижения рассматриваемой системой заданной производительности (ПС) при вводе в него дополнительных машин с производительностью (ПД) в процентах рассчитывается по формуле
|
100 |
|
|
ПС +ПД |
− |
( x−x)2 |
|
|
|
|
|
|
2σ 2 |
dx . |
(2.21) |
||||
pОТН =100 − |
|
|
∫ |
e |
|||||
|
|
|
|
||||||
σ 2π |
|
||||||||
|
|
|
0 |
|
|
|
|
||
Существует несколько подходов к оценке организационно- технологической надежности работы строительных машин с использованием аналитических, статистических, вероятностных экономико- математических моделей и имитационных моделей [3, 14, 86, 87, 116, 149, 151, 156, 161, 181].
При оценке влияния факторов устанавливаем относительную важность каждого из них с помощью:
–результатов натурных испытаний работы систем машин на конкретных объектах;
–вероятностных моделей технологических процессов (в которых используются системы строительных машин);
–имитационных моделей расчета производительности систем ма-
шин.
При сравнении влияния факторов и установлении относительной важности каждого из них (значимости переменной) используются нормированные коэффициенты регрессии [89, 152]:
Sxi |
|
|
bi = ai Syi |
, |
(2.22) |
где bi – нормированный коэффициент модели; ai – ненормированный коэффициент модели;
Sxi – средняя квадратическая ошибка фактора Хi; Syi – средняя квадратичческая ошибка фактора Yi.
42