

5.9.1. Типи автоматичних потокових ліній
Автоматичні потокові лінії, які працюють на підприємствах, надто різноманітні в конструктивному технологічному та організаційному плані (рис. 5.9).

Рис. 5.9. Класифікація автоматичних потокових ліній
Залежно від ступеня спеціалізації виробництва АПЛ поділяють на:
однопредметні (масові);
багатопредметні (серійні) лінії.
За кількістю одночасно оброблюваних предметів на позиціях на:
лінії зі штучною обробкою виробів;
лінії з багатопредметною (багатодетальною) обробкою (наприклад, верстати з багатошпиндельними голівками).
За характером транспортування напівфабрикатів на:
лінії з безперервним рухом;
лінії з періодичним рухом.
За ступенем перекриття часу транспортування технологічним часом на:
- лінії з часом, що не перекривається;
лінії з часом, що перекривається (повністю чи частково). За характером кінематичного зв'язку на:
лінії з жорстким зв'язком;
лінії з гнучким зв'язком між обладнанням.
Автоматичні потокові лінії з жорстким зв'язком включають окремі верстати-автомати, які пов'язані між собою жорсткими транспортними пристроями. Вони й передають напівфабрикати з одного верстата на інший (з однієї операції технологічного процесу на іншу). Усі машини такої лінії працюють в одному такті. У разі зупинки однієї з них зупиняється уся лінія. Тому такі АПЛ називають синхронними.
Автоматичні лінії з гнучким зв'язком складаються з машин із гнучким транспортним зв'язком, які працюють незалежно (в часі). Такі АПЛ постачаються бункерами-накопичувачами для збереження запасу виробів і подачі їх на подальшу обробку. Під час зупинки якої-небудь машини лінія продовжує працювати за рахунок накопиченого в бункері запасу, такі АПЛ називають несинхронними. Залежно від необхідності переналагоджування АПЛ також бувають такі, що не-переналагоджуються і переналагоджуються. Перші АПЛ компонуються зазвичай зі спеціальних верстатів і при переході на другу конструкцію потребують значної реконструкції. Другі АПЛ компонуються зі спеціалізованого обладнання і навіть з універсальних верстатів. Ці верстати можуть обробляти не один, а низку виробів (наприклад, деталей) у широкому діапазоні габаритів, форм і розмірів.
За характером транспортування виробу, а також за наявності і розташування бункерних пристроїв розрізнюють п'ять основних типів автоматичних потокових ліній (рис. 5.10).
Прямоточні автоматичні лінії (рис. 5.10, а) становлять систему взаємопов'язаних автоматично діючих механізмів із безпосередньою передачею виробів з однієї робочої позиції на іншу і переміщенням виробів на відстань між робочими позиціями за один такт. На таких лініях формується тільки технологічний (внутрішньолінійний) запас.
Потокові автоматичні лінії (рис. 5.10, б) становлять ту саму систему механізмів, але з поступовим переміщенням виробів по транспортеру. На таких лініях формується як технологічний, так і транспортний запас.
Бункерні автоматичні лінії (рис. 5.10, в) - це система окремих автоматичних машин, які працюють незалежно одна від одної. Кожна з них має бункер-накопичувач. Між собою машини пов'язані автоматичними транспортерами-перевантажувачами.
Бункерно-прямоточні автоматичні лінії (рис. 5.10, г) складаються з декількох дільниць автоматично пов'язаних механізмів, які розділені бункерами. Виріб за такт (чи ритм) переміщується по робочих позиціях на величину відстані між ними.
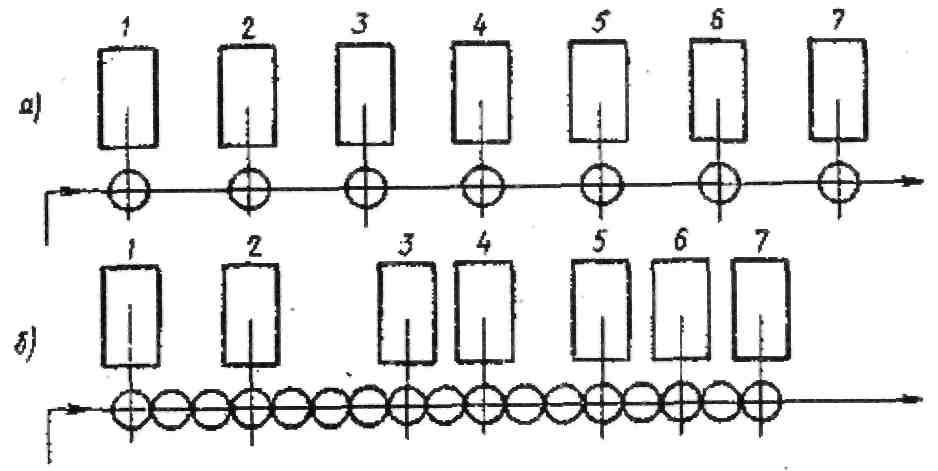

Рис. 5.10. Схеми автоматичних потокових ліній з різними варіантами кінематичного зв'язку механізмів
5. Бункерно-поточні автоматичні лінії (рис. 5.10, д) становлять таку саму систему механізмів, що й бункерно-прямоточні. Різниця лише в тому, що елемент, виріб (наприклад, деталь) по робочих позиціях перемішується поступово, за один такт на габарит виробу.
На лініях третього, четвертого і п'ятого типів формуються технологічні, транспортні, а також міжопераційні (бункерні) запаси.
Автоматичні лінії з жорстким кінематичним зв'язком (рис. 5.10, а, б) зазвичай оснащені єдиним приводним міжопераційним транспортером, який виконує одночасну передачу виробів по всіх позиціях відповідно до такту лінії. Відмова будь-якого з верстатів зумовлює зупинку лінії, що при недостатній надійності механізмів призводить до великих простоїв і втрати продуктивності.
Автоматичні лінії з гнучким кінематичним зв'яком оснащені незалежним міжопераційним транспортером і бункерними пристроями після кожної операції (рис. 5.10, в) чи після групи операцій (рис. 5.10, г). Бункер забезпечує незалежну роботу механізмів у разі виходу з ладу одного з них і сприяє безперервності роботи на лінії. В АПЛ використовують спеціальні види конвеєрів, частіше інерційні чи підвісні.