

3.2. Розрахунок тривалості технологічного циклу з урахуванням різних видів руху предметів праці
Під час виготовлення партії п однакових предметів праці використовують один із способів передачі з однієї операції на іншу (один із способів організації виробничого процесу в часі чи видів руху предметів праці). Розрізняють три види руху предметів праці за операціями: послідовний, паралельний та послідовно-паралельний.
Послідовний рух предметів праці характеризується тим, що при виготовленні деякої партії п однакових предметів праці (заготовок, деталей, вузлів) у багатоопераційному технологічному процесі кожна наступна операція починається тільки після закінчення виготовлення всієї партії на попередній операції (рис. 3.2).
ДСТУ2960-94, 6.4. Послідовне поєднання операцій
Метод організації виробничих процесів, за яким окремий предмет праці передається на наступну операцію після того, як уся партія пройде попередню операцію.
Тривалість технологічного циклу складається з тривалостей операційних циклів. При с. = 1
![]()
де т - кількість операцій технологічного процесу

Рис. 3.2. Графік послідовного руху предметів праці (апар - 0, п - 54 шт.)
Послідовний рух предметів праці характеризується відносно простою організацією та відсутністю перерв на робочих місцях (робітників), але й найбільшою тривалістю технологічного циклу у зв'язку із довготривалим пролежуванням кожного виробу на попередній операції у чеканні закінчення обробки всієї партії (перерва партіонності).
Час чекання![]()
У нашому прикладі Тчек = (54-1)-23 = 1219 хв.
Недолік послідовного руху полягає у великій тривалості технологічного циклу (Тц = 1242 хв) не лише всієї партії виробів, але й кожного виробу (1083) окремо. Тому така організація виробничого процесу в часі доцільна тільки при малих партіях виробів та невеликій трудомісткості операцій, що притаманне зазвичай поодинокому та дрібнооптовому виробництву в машинобудівних та інших галузях промисловості.
На рис. 3.3 наведено також циклограму послідовного руху предметів праці (графік циклічності) [25].
ДСТУ 2960-94, 6.10. Графік циклічності Наочне відображення ходу виробничого процесу в часі.
Паралельний рух предметів праці у виробництві характерний тим, що невеликі партії/? чи окремі штуки предметів праці передають із попередньої операції на наступну негайно після закінчення їхньої обробки на попередній операції (рис. 3.4).

Рис. 3.3. Циклограма послідовного руху предметів праці (п =54 шт.)
ДСТУ 2960-94, 6.5. Паралельне поєднання операцій
Метод організації виробничих процесів, за яким кожний екземпляр предмета праці передається на наступну операцію відразу ж після проходження ним попередньої операції.
При цьому партія чи кожен окремий виріб у процесі обробки не пролежують, однак робочі місця завантажені неповністю. Безперервно діє лише максимальна за тривалістю операція (головна). На всіх інших операціях будуть перерви, що дорівнюють
![]() (3.7)
(3.7)
Сумарний час перерв зі всього технологічного процесу:
![]()
Тільки у синхронному процесі, в якому тривалості операцій однакові (t1=t2=t3=...=tn) чи кратні (t1/c1=t2/c2=t3/c3=… =tn/cn, робота на всіх операціях буде вестися без перерв. Такий технологічний процес називають безперервним, або рівноопераційним. Він характерний для потокових ліній, відзначається наикоротшою тривалістю технологічного циклу.

Рис. 3.4. Графік паралельного руху предметів праці (а па1 - 0,657, п = 54 шт., р =6 шт.)
Тривалість технологічного циклу при паралельному русі предметів праці
![]()
У нашому прикладі Т""р - 426 хв.
Оскільки кожний предмет праці передають на наступну операцію негайно після його обробки на попередній, досягається найкоротший час проходження партії за всіма операціями, але при різній їхній продуктивності (якщо tl Ф12 Ф ... Ф tn ). Зазначимо, що наявність простоїв у роботі робочих місць дуже обмежує застосування цього виду руху предметів праці. Його використовують лише за умови гострого дефіциту окремих виробів чи складальних одиниць, але найбільше - на синхронізованих операціях у потоковому виробництві. Циклограму паралельного руху предметів праці наведено на рис. 3.5 [91].

Рис. 3.5. Циклограма паралельного руху предметів праці (п = 54 шт., р = 6)
Послідовно-паралельний рух предметів праці відзначається частковим запаралелюванням операцій. Суть його полягає в тому, що всю партію предметів праці п, які обробляють (чи збирають), розбивають на транспортні партії р, які передають на наступну операцію, незважаючи на те, що обробка інших транспортних партій не закінчена. При цьому потрібно дотримуватись умови безперервної роботи на кожній операції із виготовлення всієї партії п (рис. 3.6).
ДСТУ 2960-94, 6.6. Паралельно-послідовне поєднання операції
Метод організації виробничих процесів, за яким оброблювані предмети праці можуть передаватися на наступну операцію відразу чи після проходження попередньої операції частиною партії.

Рис. 3.6. Графік паралельно-послідовного руху предметів праці (а = 0,386, п = 54 шт., р = 6 шт.)
Цикл при послідовно-паралельному русі предметів праці менший, ніж при послідовному, внаслідок паралельності перебігу кожної пари суміжних операційних циклів X,. Звідси
![]()
У виробничому процесіможливі два варіанти поєднання суміжних операційних циклів:
1) тривалість виконання попередньої операції менша, ніж наступної:
![]()
2) тривалість виконання попередньої операції більша, ніж наступної:
![]()
Ступінь паралельності операційних циклів за цими варіантами буде різною. У першому випадку максимальне суміщення операційних циклів можна одержати за умовою передачі першої транспортної партії/), на наступну операцію відразу після закінчення роботи над нею на попередній операції і початку обробки. Всі наступні транспортні партії будуть пролежувати між цими операціями та чекати вивільнення робочого місця, на якому обробляють попередню партію. На робочих місцях забезпечується безперервна робота (рис. 3.7а).
У другому випадку для забезпечення безперервної роботи на наступній операції (/+1) потрібно орієнтуватись на останню транспортну партію, визначаючи можливий час початку (закінчення) її обробки
на (г+1) операції. Щоб забезпечити безперервне завантаження робочого місця операції (/+1), до часу початку роботи над останньою передаточною партією треба закінчити роботу над всіма транспортними партіями, що залишилися, без будь-яких перерв (рис. 3.76).
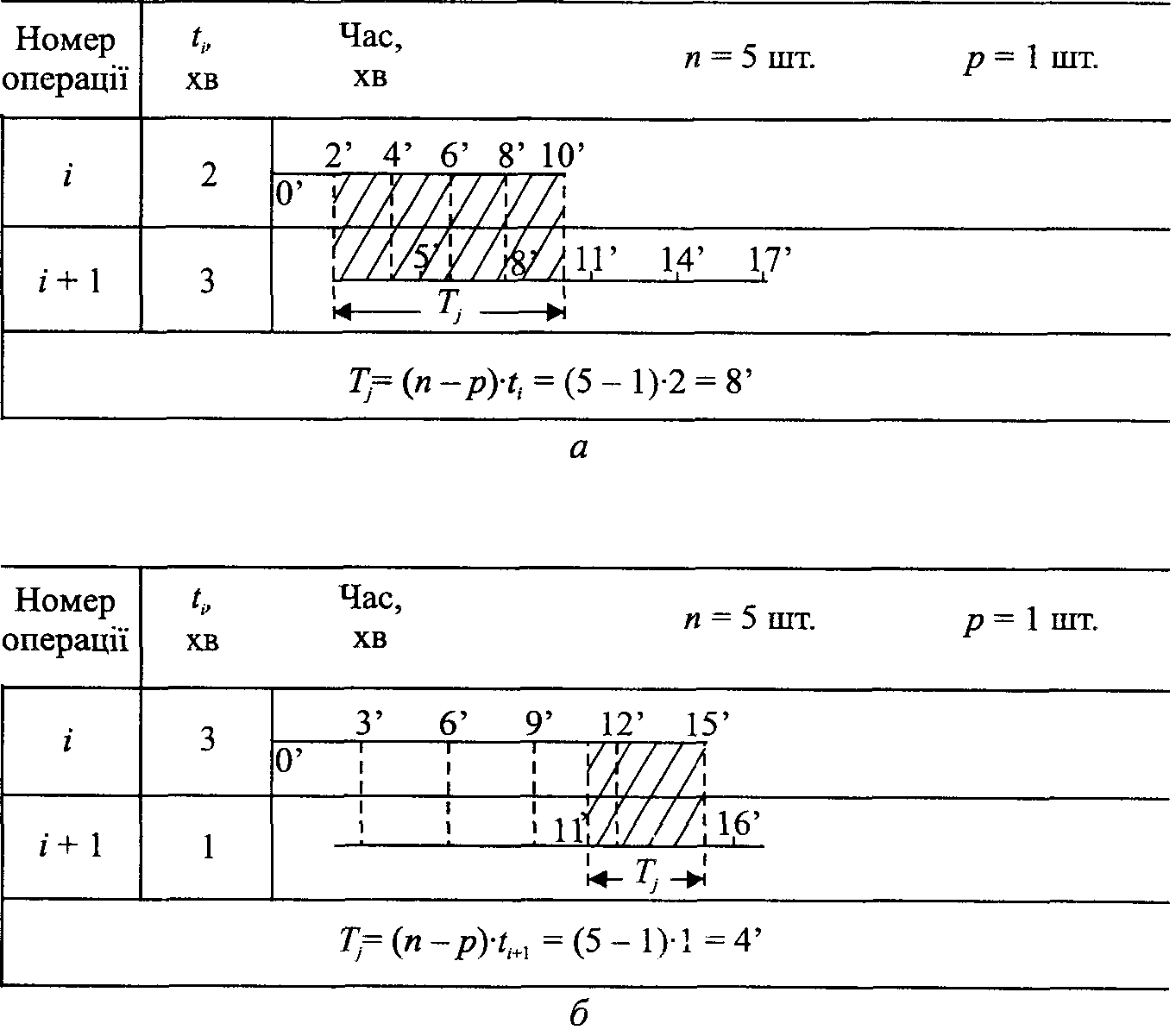
Рис. 3.7. Варіанти технологічних циклів при послідовно-паралельному русі предметів праці за операціями
Потрібно звернути увагу на те, що скорочення тривалості технологічного циклу т при кожному сполученні операційних циклів визначається відносно найбільш короткотривалого операційного циклу обробки партії (п~р), тобто
![]()
де tmPi - тривалість коротких операцій (між двома суміжними операціями), хв.
Тривалість технологічного циклу виготовлення деталей може бути визначена за формулою (с.= 1)
![]()
Отже, послідовно-паралельний рух предметів праці має більш короткий цикл, ніж послідовний, за умовою безперервної роботи робочих місць на всіх операціях, хоча предмети праці пролежують на робочих місцях і кількість обліково-планових одиниць збільшується (ускладнення з погляду організації виробництва); більш високого темпу набуває і робота транспортних засобів. Тому його доцільно використовувати під час обробки великих партій та значній трудомісткості виробів, що притаманне багатосерійному виробництву.
При організації виробничого процесу в часі за послідовно-паралельною схемою потрібно враховувати такі особливості цього виду:
1) скорочення часу короткотривалої операції, що здійснюється між більш довготривалими, не тільки не зменшує загальної тривалості виробничого циклу, а й може привести до її збільшення:

2) збільшення тривалості короткотривалих операцій, щодо більших, тобто вирівнювання їх, приводить до скорочення тривалості виробничого циклу:

3) саме таких результатів можна досягти об'єднанням кількох короткотривалих операцій за умови, що певне об'єднання не приведе до більш тривалої операції, ніж головна;
4) якщо операційний час з першої до останньої операції поступово йде до а) збільшення, чи б) скорочення, чи в) поступового зростання, а потім скорочення, чи, навпаки, г) скорочення, а потім зростання, цикл послідовно-паралельного руху може відповідати циклу паралельного.
Наприклад, якщо
|
Номер операції |
t„ хв | ||
|
1 |
1 |
6 |
1 |
|
2 |
1 |
6 |
2 |
|
3 |
2 |
4 |
3 |
|
4 |
3 |
3 |
6 |
|
5 |
4 |
2 |
6 |
|
6 |
6 |
1 |
4 |
|
7 |
6 |
1 |
1 |
jnn = ТпаР = 42g хв (при п = 54 шт ^ ^ = g шт^
На рис. 3.8 наведено циклограму послідовно-паралельного руху предметів праці [91].

Рис. 3.8. Циклограма паралельно-послідовного руху предметів праці (п = 54 шт., р = 6 шт.)
При неповній останній передаточній (транспортній) партії виробів ІРф< р) тривалість технологічного циклу виготовлення всієї партії виробів п скорочується на величину АГ„, яка дорівнює при паралельному русі предметів праці
![]()
при послідовно-паралельному
![]()
де t - трудомісткість (тривалість) останньої операції технологічного процесу, хвилин;
![]() - трудомісткість (тривалість)
коротких операцій технологічногопроцесу, які перебувають
після більш тривалих або тієї ж тривалості
операцій, хв;
- трудомісткість (тривалість)
коротких операцій технологічногопроцесу, які перебувають
після більш тривалих або тієї ж тривалості
операцій, хв;
р - заданий розмір передаточної (транспортної) партії виробів, шт.;
р - фактичний розмір останньої передаточної (транспортної) партії виробів (р <р), штук.
Наприклад, при п = 20 шт., р,_3= 6 ;:п.,рл=2 шт. і t,■: 2, 1, 6, 3,4, 2, 2 хв, маєморф = р4 =2 шт.

Тривалість технологічного циклу

Цізначення (196 хв і 200 хв) тривалостей технологічного циклу мають місце й при графічному зображенні тривалостей технологічного циклу, відповідно, при паралельному та послідовно-паралельному рухах предметів праці.
У разі зменшення останньої передаточної (транспортної) партії змінюється ступінь запаралелювання суміжних операційних циклів Ху при послідовно-паралельному русі предметів праці.
Так, прирф<р
Xj = (п-р) • tKoPi при переході з короткої операції технологічного процесу на більш тривалу операцію {tj < ti+l) і
Xj = {n-p^'tmpi при переході з більш тривалої операції на менш тривалу операцію (t.>t.+i). Так, наприклад,
і