

3.6. Структура складного виробничого процесу й розрахунок тривалості його циклу
Процеси, що відбуваються у машинобудівному та інших виробництвах, найчастіше досить складні (побудова машини, приладу, апарата).
Це - виготовлення деталей, збірка вузлів та комплектуючих виробів, випробування, а також інші процеси, які передбачені технологічним процесом виробництва продукції.
Виробничий цикл складного процесу виготовлення виробів - це загальна тривалість комплексу взаємопов'язаних у часі та просторі простих процесів. Тривалість циклу складного процесу можна визначити аналітичним, графічним і графоаналітичним методами, а також методами спостереження. За аналітичним методом тривалість виробничого циклу, днів:
![]()
де Т дет – виробничий цикл виготовлення ведучої деталі (найбільш довготривалий); Т скд - виробничий цикл складання виробу; Г шп - тривалість випробувань; Т - тривалість комплектування; Т - тривалість упаковки і резервний час.
Величину тривалості виробничого циклу ведучої деталі (вузла) визначають за формулами відповідного руху деталі (вузла) в часі.
Графічний метод визначення процесу тривалості циклу складного процесу полягає у тому, що на основі технологічного процесу комплектування виробу складають календарний (цикловий) графік комплектування та визначають тривалість циклу [64, 65, 66]. У виробництві складних машин, комплексів обладнання тривалість циклу можна визначити за методом сітьового планування (сітьовий графік). Графоаналітичний метод включає елементи аналітичного (визначення виробничого циклу виробів) та графічного для інших складових циклу.
3.7. Технологічний цикл у багатономенклатурному виробництві
Збільшення номенклатури виробів, що виробляють на окремій предметно-замкнутій дільниці з різноманітним обладнанням, потребує такої організації запуску в часі різнойменних партій предметів праці, яка має забезпечити мінімальну тривалість циклу виготовлення не лише кожної окремої номенклатури виробів, а й всієї номенклатури загалом. При цьому можна використовувати різноманітні системи організації виробничого процесу в часі: послідовну, паралельну, послідовно-паралельну та їхні модифікації. Але виникає багато варіантів порядку запуску різнойменних виробів у виробництво, що відповідають кількості перестановок із кількості найменувань, виробів (/'), які запускають у виробництво, а саме Pj =j (так, якщо номенклатура становить 4 найменування виробів, - 24 варіанти, 5 найменувань - 120 варіантів порядку запуску) [4,21,44,81].
До цього часу немає достатніх теоретичних, аналітичних розробок чи будь-яких інших пропозицій щодо оптимізації запуску різнойменних виробів у виробництво з урахуванням різноманітних систем організації виробничого процесу в часі.
Для полегшення аналізу можливих шляхів скорочення тривалості загального технологічного циклу виготовлення заданої номенклатури виробів, розрахунку часу початку та закінчення обробки на кожній операції будь-якого найменування виробів, визначення тривалості операційних і технологічних циклів та з'ясування оптимального порядку запуску виробів запропоновано табличну форму розрахунку тривалості циклу. У табл. 3.1 наведено характеристику технологічного процесу виготовлення виробів трьох найменувань А, Б, В.
Таблиця 3.1. Характеристика технологічного процесу виготовлення деталей А, Б, В
|
Номер технологічної операції |
Трудомісткість виготовлення виробу t„ хв. | ||
|
А( п =12 шт.) |
Б (п = 10шт.) |
В( п = 15шт.) | |
|
1 2 3 4 5 |
3 1 5 головна 1 2 |
2 3 головна 1 2 1 |
1 2 4 головна 1 1 |
У табл. 3.2 запропоновано розрахунок тривалості технологічного циклу для послідовної схеми, на рис. 3.21 графік запуску виробів.
Таблиця 3.2. План-графік деталей А,Б,В за послідовною схемою
|
Номер технологічної операції |
Технологічний цикл за деталями, хв. | ||||||||
|
А (п = 12шт.) |
Б (п = 10шт.) |
В (п = 15шт.) | |||||||
|
пti |
Початок |
закінчення |
пti |
Початок |
закінчення |
пti |
Початок |
закінчення | |
|
1 |
36 |
0 |
36 |
20 |
36 |
56 |
15 |
56 |
71 |
|
2 |
12 |
36 |
48 |
30 |
56 |
86 |
30 |
86 |
116 |
|
3 |
60 |
48 |
108 |
10 |
108 |
118 |
60 |
118 |
178сумарна головна операція |
|
4 |
12 |
108 |
120 |
20 |
120 |
140 |
15 |
178 |
193 |
|
5 |
24 |
120 |
144 |
10 |
144 |
154 |
15 |
193 |
208 |
|
Разом |
144 |
- |
144 |
90 |
- |
154 |
135 |
- |
208 |


Рис. 3.21. Графік запуску деталей А, Б, В за послідовною схемою
За умов організації виробничого процесу за паралельною чи послідовно-паралельною схемою у першому стовпці розрахункової таблиці за кожною номенклатурою замість трудомісткості обробки всієї партії nt. потрібно підрахувати трудомісткість обробки передаточної партії/)?, з урахуванням деяких уже відомих особливостей цих систем руху.
У табл. 3.3 наведено розрахунок тривалості технологічного циклу при запуску виробів А, Б, В за паралельною схемою при р = 1шт., а на рис. 3.22 зображено графік запуску виробів у виробництво.
![]()
![]()
Таблиця 3.3. План-графік запуску деталей А, Б, В за паралельною схемою при р = 1 шт.
|
Номертехнологічноїоперації |
Технологічний цикл за деталями, хв. | ||||||||
|
А (п = 12шт.) |
Б (п = 10шт.) |
В (п = 15шт.) | |||||||
|
pti |
Початок |
закінчення |
pti |
Початок |
закінчення |
pti |
Початок |
закінчення | |
|
1 |
3 |
0 |
58 |
2 |
59 |
88 |
1 |
90 |
147 |
|
2 |
1 |
3 |
59 |
3 |
61 |
91 |
2 |
91 |
149 |
|
3 |
5 |
4 |
64 |
1 |
64 |
92 |
4 |
93 |
153 |
|
4 |
1 |
9 |
65 |
2 |
65 |
94 |
1 |
97 |
154 |
|
5 |
2 |
10 |
67 |
1 |
67 |
95 |
1 |
98 |
155 |
|
Разом |
12 |
- |
67 |
9 |
- |
95 |
9 |
- |
155 |
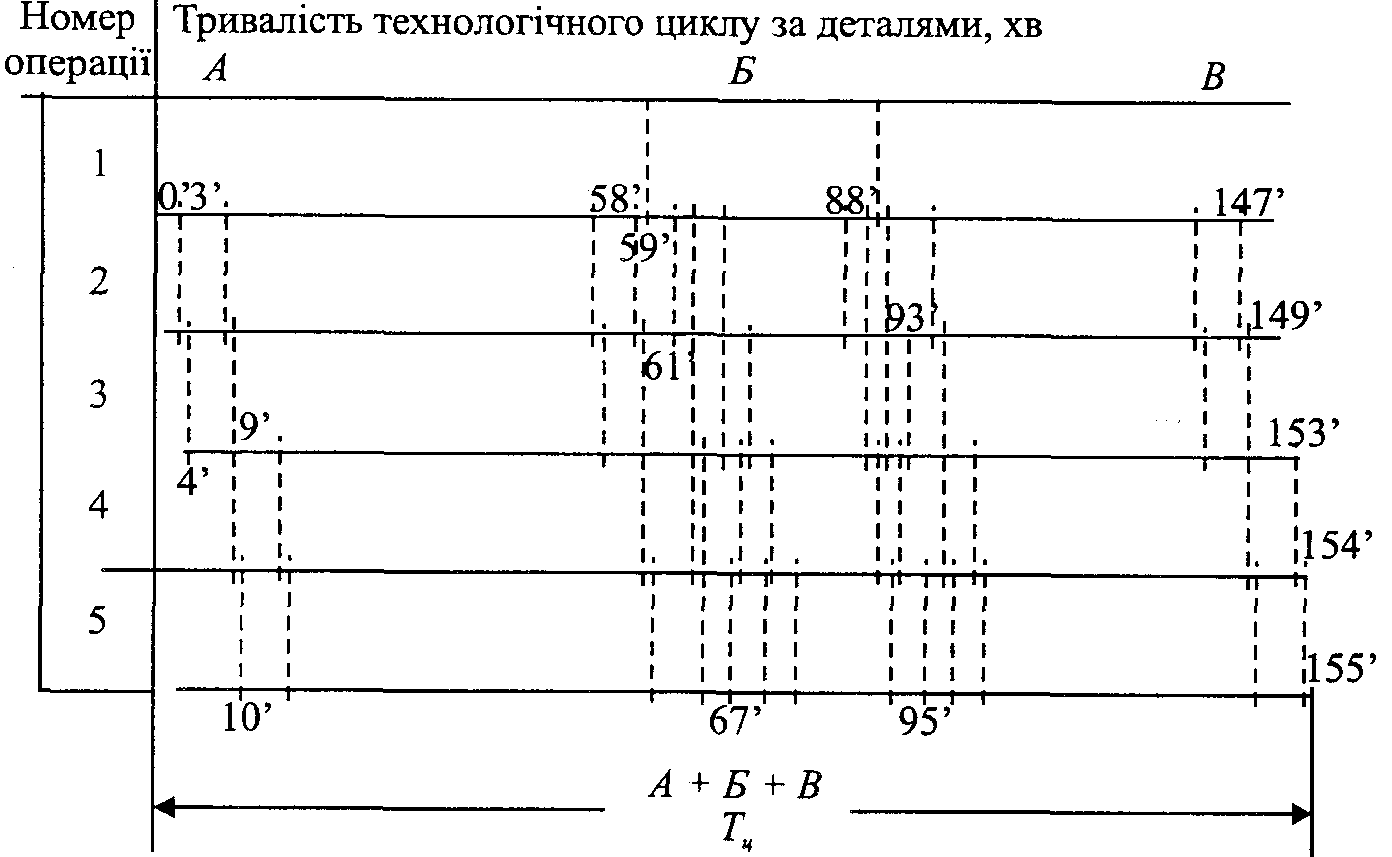
Рис. 3.22. Графік запуску деталей А, Б, В за паралельною схемою
Аналогічні показники наведено у табл. 3.4 і на рис. 3.23 для послідовно-паралельного руху.
![]()
Таблиця 3.4. План-графік запуску деталей А, Б, В за послідовно-паралельною схемою при р = 1 шт.
|
Номертехнологічноїоперації |
Технологічний цикл за деталями, хв. | ||||||||
|
А (п = 12шт.) |
Б (п = 10шт.) |
В (п = 15шт.) | |||||||
|
pti |
Початок |
закінчення |
pti |
Початок |
закінчення |
pti |
Початок |
закінчення | |
|
1 |
3 |
0 |
36 |
2 |
63 |
83 |
1 |
94 |
109 |
|
2 |
1 |
25 |
37 |
3 |
65 |
95 |
2 |
95 |
125 |
|
3 |
5 |
26 |
86 |
1 |
86 |
96 |
4 |
97 |
157 |
|
4 |
1 |
75 |
87 |
2 |
87 |
107 |
1 |
143 |
158 |
|
5 |
2 |
76 |
100 |
1 |
100 |
110 |
1 |
144 |
159 |
|
Разом |
12 |
- |
100 |
9 |
- |
110 |
9 |
- |
159 |

Рис. 3.23. Графік запуску деталей А, Б, В за послідовно-паралельною схемою
Під час складання план-графіка запуску різнойменних виробів треба взяти до уваги, що обробка виробів цього найменування на наступній операції можлива після обробки партії виробів п чи передаточної партії р на попередній операції; обробка виробів кожного нового найменування можлива після обробки виробів попереднього найменування на цій операції/
Задачу оптимізації запуску різнойменних виробів легко розв'язати за допомогою комп'ютера, що значно скорочує час розрахунків. Так, реалізація програми оптимізації запуску виробів А, Б, В визначила оптимальний порядок і мінімальну тривалість технологічного циклу:
при послідовній системі - А+Б + В, Т = 208 хв;
паралельній системі - В + А + Б, Т = 147 хв;
послідовно-паралельній системі - В + А + Б, Т = 154 хв.
В останніх випадках тривалість циклу найменша у зв'язку зі збільшенням ступеня запаралелювання при обробці суміжних номенклатур виробів.
Запропонований табличний метод розрахунку загальної тривалості технологічного циклу може бути використаний для будь-якої кількості найменувань виробів, до речі, вивід на друк (дисплей) при машинній обробці можна виконати як для оптимального варіанта, так і будь-якого іншого за запитом оператора. Графічний метод, який зараз часто використовують у виробництві, втрачає свою наочність п збільшенням номенклатури виробів, тому доцільніше користуватися табличним методом.
Аналітичний метод недостатньо оперативний (аналітичну залежність теоретично вивести нескладно, хоча є труднощі у підрахунках додаткового часу), оскільки дає змогу визначити лише загальну тривалість технологічного циклу. Необхідність з'ясування інших часових параметрів робить цей метод громіздким.
Табличний метод вільний від зазначених недоліків, його можна широко використовувати для вирішення одного з важливих питань оперативно-виробничого планування -- організації виробничого процесу в часі у багатономенклатурному виробництві за допомогою як ручних, так і машинних розрахунків.