

§82. Восстановление механических частей электрических машин
В результате действия внешних факторов, изнашивании трущихся пар. несвоевременно проводимых технических обслуживании, некачественного ремонта, в электрических машинах возникают дефекты, неисправности, поломки. Характер дефектов — риски, забоины, задиры на посадочных поверхностях и шпоночных пазах, овальность, конусность, изменение размеров
После разборки производят дефектацию отдельных частей машины, определяют объем работ. Различные дефекты и неисправности возникают на валах роторов, посадочных поверхностях сопрягаемых деталей, корпусах, подшипниках, пакетах активной стали якорей (роторов) и статоров.
Посадочную поверхность под подшипники восстанавливают вследствие появления конусности, эллиптичности, зэлиров, уменьшения диаметра вала. В зависимости от износа шеек вала применяют различные способы восстановления. Так, при износе шейки вала до 0,2 на ее поверхность наносят герметик. После создания необходимого слоя герметик занекают в печи в течение 2 ч при температуре 140 °С и последующей обработкой обеспечивают заданные геометрические параметры.
Если износ шеек достигает более О.Г> мм, для устранения дефекта можно применять осталивание либо хромирование. При еще больших износах производят металлизацию либо наплавку, последнюю выполняют в следующей последовательности:
дефектный участок очищают от ржавчины, масла и грязи;
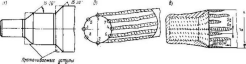
уступи высотой более I мм нротачиаают на конус под углом 15—20° (рис. ПО.ак
для уменьшения сварочных напряжений валики наплавляют к последовательности, показанной на рис. 110,6. Для уменьшения внутренних напряжений и деформаций вала валики следует наплавлять разной длины, чередуя их через один с перекрытием на 1/3 длины (рис. И0,е).
Рис.
ПО. Восстановление шеек вала:
а
-
проточка уступов: 6
— последовательность наложения валиков:
в — перекрытие иили- коп но длине
/
В качестве сварочных материалов применяют электроды марок •УОНИИ 13/ИПА, УОНИИ 13/55 или АНО-4 диаметром 3—4 мм. Перед наплавкой электроды прокаливают мри температуре 370—380° С в течение часа.
Режим иаилакки:
Полярность Обратная
Сила тока, А 90-110
Напряжение дуги, В 30—32
Ток Постоянный
Для электродов АНО-4 ток переменный;
производят механическую обработку наплавленных участков, а также балансировку вала;
контролируют качество наплавочных работ согласно требований технологического процесса, чертежей или другой документации. При этом должен быть выполнен контроль качества сварочных материалов, оборудования и аппаратуры, квалификации сваршиков, подготовки деталей под наплавку, технологии наплавки.
При больших прогибах вал правят Правка вала в зависимости от прогиба может осуществляться как в холодном, так и в горячем состоянии. Бал нагревают до температуры примерно 900° С и правят с помощью домкратов либо гидравлических прессов.
Ремонт станин, подшипниковых щитов и вентиляционных крылаток, имеющих трешины, износы, коррозионные разъединения устраняют сваркой и восстановлением посадочных нонерхностен. Критерием износостойкости подшипников являются радиальный зазор. осевое смещение, шелушение поверхности шариков и роликов. В большинстве случаев шарикоподшипники заменяют новыми.
Пакеты активной стали якорей (роторов) и статоров ремонтируют а случае ослабления прессовки пакетов, замыкания между их листами и оплавлении или выгорания отдельных участков.
В сердечниках полюсов проверяют состояние стали и изоляции. Для сердечников с изоляцией классов А, В, Е применяют бакелитовый лак, для классов F и Н — лак К-40. В настоящее время изоляцию выполняют из стеклоткани и эпоксидного компаунда.
$ 83. ВОССТАНОВЛЕНИЕ АППАРАТУРЫ СУДОВОЙ АВТОМАТИЗАЦИИ
В процессе эксплуатации аппаратуры судовой автоматизации ее детали «нашиваются н стареют. При этом ухудшаются технические характеристики аппаратуры, что неизбежно приводит к появлению неисправностей и отказов. Поэтому для обеспечения нормальной работоспособности аппаратуры и поддержания на требуемом уровне характеристик ее надежности применяют техническое обслуживание и восстановление отдельных деталей, узлов и устройств в целом. Главной задачей является восстановление технических характеристик ремонтируемой аппаратуры судовой автоматизации в соответствии с требованиями ремонтных документов.
Ресурс до заводского ремонта судовой автоматики (тыс. ч):
для электрической аппаратуры » гидравлической »
. 20-25 . 10 -16 . 10-12
л моимэтической >
В период эксплуатации возможны различные неисправности аппаратуры судовой автоматизации, а именно: износы трущихся нар: нарушение или повреждение контактных соединений; повреждение или ослабление креплений: нарушение герметичности в штуцерных соединениях: обрыв проводов: нарушение контрооки органов управления регулирувочиих элементов.
Эти неисправности приводят к потере точности поддержания регулируемых параметров либо к нарушению работоспособности отдельных блоков или аппаратуры в целом. Для обеспечения заданной работоспособности аппаратуры устанавливают нормы износа деталей, электрического сопротивления изоляции, на допустимые отклонения характеристик и др.
После дефектации определяют объем работ, необходимый для восстановления технихо-ьксплуатаиионных характеристик аппаратуры. В зависимости от технического состояния, трудоемкости и объема работ аппаратуру восстанавливают на судах, т. е в условиях эксплуатации, на базах технического обслуживания, на судоремонтных заводах. Восстановление электро-, гидро- и пневмоаппаратуры выполняют по результатам дефектации с учетом требований технической документации.
При этом применяются следующие способы: механическая обработка деталей; восстнновлсние лакокрасочных и защитных металлических покрытий; замена деталей и комплектующих изделий.
После восстановления производят сборку аппаратуры в соответствии с чертежами в последовательности, обратной последовательности разборки Качество монтажа, определение роботоспособности — восстановленной аппаратуры судовой автоматизации проверяют на швартовных и ходовых испытаниях.
Результаты испытаний оформляют актом о приемке аппаратуры судовой автоматизации для использования ее во время эксплуатации в составе энергетической установки судна.