

§90. Устранение коробления корпуса турбины
Покоробленные плоскости разъема корпуса турбины правят опиливанием и шабрением.
По поверхности разъема нижней половины корпуса, как по шабро- ночной плите, проверяют плоскость разъема верхней половины корпуса.
Верхнюю половину корпуса относительно нижней сдвигают ломиком, вставленным в отверстия под болты через медные прокладки или при помощи эксцентричного валика (рис, 114). Нижняя часть валика входт в отверстия под болты в нижней части 4 корпуса. Верхняя часть
j валика <?, имеющая квадрат под ключ
2,
входит в отверстие верхней
части корпуса I. При повороте ключом валика верхняя часть корпуса /3 сдвигается относительно поверхности, покрытой пригоночной краской.
В случае нриниливания и шабрения поверхностей разъема половин корпуса необходимо учитывать возможность изменения диаметров расточек корпуса. Если коробление таково, что после опиливания и шабрения
требуется переточка обойм и диафрагм, изменение радиальных зазоров и перецентровка проточной части, то их производить недопустимо.
Рис. 114. Эксцентричный валик для В подобных случаях рекомендует-
перемечцения крышки корпуса турбины ся термомеханическая правка нижнеи при шабрении фланцев разъема половины корпуса. Соединив верхнюю
часть корпуса с нижней и затяну» по разъему болты, в определенных местах согласно замерам прогиба нижнюю часть корпуса нагревают газовыми горелками до 300 -330 °С в течение
50 мин. Такой ремонт характерен для турбин высокого давления.
Турбины низкого давления ввиду большого габарита и более тонких стенок корпуса создают благоприятные условия для упругой деформации, что обеспечивает плотность еоединеиия при затяжке шпилек плоскости разъема даже при больших зазорах в разъеме.
§91. Правка вала ротора и дисков турбины
Правка вала ротора. Валы можно править тремя способами: механическим (наклепыванием), термическим (местным нагревом) и термомеханическим (методом релаксации). При выборе способа правки и температурного режима следует учитывать свойства материала вала ротора, условия его работы и величину прогиба.
Механическая правка. При механической правке вал можно не удалять из корпуса турбины. В этом случае вал опирается одной шейкой на подшипник, а под выпуклую сторону в месте максимального изгиба ставят прокладку. Шейка вала не будет касаться вкладыша, и один конец вала будет на весу, что создает дополнительные растягивающие напряжения, выпрямляющие вал. Увеличения растягивающих напряжений можно достичь также нагружением свисающего конца вала.
Наклепывание производят с вогнутой стороны при помощи стального чекана (шириной 30—50 мм, толщиной 8—10 мм), хорошо подогнанного по диаметру нала и имеющего закругленные края.
Чеканить можно при необходимости между гребнями и лабиринтами (рис. 1!5,а) и в лопасном пазу (рис. 115,6) ротора барабанного типа после удаления лопаток.



В процессе наклепывания правку контролируют индикатором при вра- а> пи-пни вала. После правки необходим
i.i жиг вала. После правки и отжига и ч пб не должен превышать 0,03 мм.
Место правки обрабатывают напильником для удаления неровностей и шлифуют тонкой наждачной бумагой.
К недостаткам механической прав- ри<- 115 Механическая правка вала км относятся наклеп и повреждение ротора слоя металла в месте
проколачивания. Положительным является простота способа. Его рекомен- ivют при правке деталей с пределами текучести ниже 300 МПа и не- «члыпом искривлении (до 0,1— 0,3 мм). Способ применяют и при больших искривлениях, когда, например, при правке цельноплавленных роторов с небольшими расстояниями между дисками затруднительно применение термической или термомеханической правки.
Термическая правка. Этот способ применяют главным образом для валов из сталей с. пределом текучести ниже 300 МПа и слабо воспринимающих закалку. Не рекомендуется править валы из сталей с большим содержанием углерода, особенно из высоколегированных сталей и работающих в условиях высоких температур. В этих случаях после правки возможны закалка и образование трещин.
Термическую правку вала ротора можно выполнять в корпусе турбины па своих подшипниках. Вал ставят выгнутой стороной вверх и изолирут участок местного нагрева асбестом. В изоляции оставляют окно размерами (0.34-0.35) Ц поперек оси вала и (0,154-0,2) Д — вдоль оси (где Д — диаметр вала).
Температура нагрева при термической правке составляет 500—550 "С для налов из углеродистой стали и 600—650 °С — из легированной, Про- юлжительность нагрева в зависимости от величины прогиба и диаметра нала составляет 3—Г2 мин.
После охлаждения вала индикатором контролируют результаты правки. Если вал не выпрямился, правку повторяют. Если повторный нагрев нала » данном месте не дает желаемых результатов, необходимо нагрев в этом месте прекратить и нагревать поблизости от места максимального прогиба. В практике известны примеры многократного нагрела при правке термическим способом (до 8 раз).
После термической правки производят отжиг вала. Так как после отжига из-за остаточных внутренних напряжений прогиб вала может частично возвратиться, как и при механической правке, рекомендуется к данном случае произвести некоторый перегиб (на 0,05—0,07 мм) в сторону, противоположную первоначальному прогибу.
Термомеханическая правка. Способ заключается в нагреве до 600— 650 °С участка вала, имеющего наибольший прогиб по всей окружности и на всю глубину сечения вала. Во время нагрева вал вращается с небольшой частотой. При указанной температуре вал выдерживают около 1 ч, затем устанавливают изгибом вверх и нагретый участок
нажимают в сторону, противоположную первоначальному прогибу. Цел;, нажима — создать небольшое напряжение (не бо.псс 30- -50 МПа) и материале нагретого вала, создающее упругую дсформ;шию.
Выдержка при температуре нагрева должна обеспечить переход под действием нагрузки и температуры необходимой части упругой деформации в пластическую. Происходит явление, называемое релаксацией напряжений После правки н вале будут сняты внутренние остаточные напряжения, что обусловливает стабильность формы вала и процессе эксплуатации. Поэтому способ рекомендуется для правки валов, работающих при сверхвысоких параметрах пара'и изготовленных из релаксационных жаропрочных легированных сталей Для таких валов другие способы пранки не рекомендуются.
Время выдержки при релаксации напряжений в зависимости от скорости релаксации напряжений в данном металле и температуры I о ч.
Режим правки, т е. температуру нагрева участка изгиба, премя выдержки в напряженном и нагретом состояниях, внешнюю игпрузку на вал устанавливают на основании прогиба вала и марки стали,, из которой изготовлен вал. Усилие нажима, прилагаемого к валу для получения необходимого напряжения,
P^nWl/iuh).
где а — ладанное напряжение, МПа:
= 0,1 f/3 - момент сопротивления сечения вала. мм:' (здесь d - диаметр вала, мм); /= (3 + 6 — длина пали между центрами опор, мм;
п. Ь — длины плеч йзлз от места правки до чентра соответствующей опоры, мм.
Допустимый прогкб вала от усилия нажима Р. необходимого для правки вала,
г = Рц2*2
' з EJS '
где £ —модуль упругости, МПа (£=1,5-106);
/ — момент инерции сечения вала, мм4 (/= O.OStf4).
При правке лучше применять нагрев индукционными нагревателями, охватывающими вал в месте прогиба. Размеры нагревателя должны обеспсчинать свободное вращение вала. Участки вала за пределами нагревателя во избежание коробления должны быть хорошо изолированы асбестом.
Для правки применяют специальный станок (рис. !lfi), имеющий привод [7— опора привода) для вращения (частота вращения 15—25 об/мин.) и нажимное устройство (4 — нажимной трос). Нажим осуществляется при помощи траверс 9, домкратов или хомутов.
Изменение прогиба вала контролируют индикаторами8. температуры — термопарой. Остальные позиции на рисунке означают: / — сосуд для смазочного масла;2 — подшипники;J —индукционный нагреватель; ,•7 — редуктор: о — электромотор;Ю— стяжной боль; // — станина
Закончив правку, вал покрывают тепловой изоляций и продолжат- ирашать до охлаждения.
Риг.
110.
Станок
для правки взла ротора способом
релаксации напряжений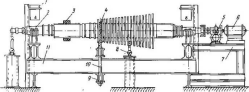
Правка дисков турбины. При деформации дисков, если их осевое Гте(1ие более 0,3 —0,5 мм, они подлежат правке. Для правки диск должен быть спят с вала.
Механическую правку производят ударами легкого молотка массой 2и0—ЗООг по полотну лиска с вогнутой стороны. Улары наносят вначале у ступицы, последовательно переходя по радиусу к оболу диска.
Термическую правку выполняют путем местного непродолжительного нагрева с выпуклой стороны прогиба. При этом в местах нагрева гоздаюуся напряжения сжатии, превосходящие предел текучести, вследствие ■п-го и а выпуклой стороне в месте деформации диски . происходит \короченне волокон. После охлаждения эти волокна дополнительно сокращаются, что ведет к перегибу и выправлению диска.
Так как диски турбин чувствительны к местному нагреву, то нагрев при правке следует вести равномерно.
После правки диск подвергают термообработке: медленный и равномерный нагрев, превышающий температуру пара иа 50—60 °С. После охлаждения проверяют качество правки.