

§ 54. Дефекгация главного конденсатора,
КАМЕРЫ СГОРАНИЯ ТУРБИННОЙ УСТАНОВКИ И ГЛАВНОЙ ЗУБЧАТОЙ ПЕРЕДАМИ
Дефектация главного конденсатора. В процессе дефектации конденсатора выясняют состояние трубных дисок. трубок. корпуса, проверяю: n.tvrim'Th вальненания трубок, наличие с вишен, разрывов на трубках. вырмва трубок из трубной доски, выпадение набивки мягкого уплотнительного устройства и другие механические повреждения трубок конденсатора
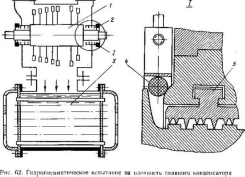
Место проникновения забортной воды в пароводяную полость конденсатора отыскивают при паропневматическом испытании (рис. 62). Для этого плотно закрывают приемный и отливной клинкеты конденсатора. Забортную воду удаляют из конденсатора через спусковые краны или крышку одного из смотровых люков. Пароводяную полость конденсатора 3 заполняют питательной водой выше трубок. Затем укупоривают уплотнительные устройства 2 турбины / и подают воздух во внутреннюю полость гурбиим так, чтобы давление на воду, заполняющую конденсатор. было 0,08- -0.! МПа. На рисунке указаны: 4 — резиновый шнур; 5—уи 'юткительиый сегмент турбины.
При наличии неплотностей вода будет протекать на наружной части трубной доски, что будет видно через люки на крышках конденсатора. При наличии разрывов трубок, свишей. трешин вода будет попадать в трубки с таким дефектом и вытекать наружу, указывая места «овреж- деннй.
Осматривая трубные доски, необходимо выяснит!,, нет ли обесцин- ковония латуни. Это обнаруживают по выкрашиванию металла, особенно около отверстий, в местах вальцевания трубок. При необходимости обесцинкование выявляют металлографическим исследованием.'
При проведении дефектации конденсатора осматривают протекторы. В процессе работы допускается разрушение до 50 % его массы.
Место подсоса воздуха обнаруживают проверкой открытым пламенем всех соединений, где может быть подсос, при работающей конденсационной установке на стоянке судна. При неплотности пламя будет отклоняться в сторону подсоса. Данный способ неточен, так как ноток воздуха из-за работы вентиляторов и разности температур может помешать определению места подсоса. На заводе применяют специальные гелиевые или ультразвуковые течеискатели.
Дефектация камер сгорания. При дефектации камер сгорания газотурбинных двигателей выявляют коррозионные разрушения и трещины на жаровых rpv6ax при собранном двигателе (с применением перископических дефектоскопов) и мои разобранном (гаммаграфированием и ультразвуковым методом дефектоскопии). Перископические дефектоскопы позволяют осматривать труднодоступные поверхности и закрытые конструкции.
При расстыковке газотурбинных двигателей проверяют подачу форсунок и качество распиливании. Допускается отклонение подачи от сне- цификацнонных данных не более ±5 кг/ч.
Дефектация главной зубчатой передачи. Визуальным способом, используя лупу 6—10-кратного увеличения, осматривают поверхность зубьев, выявляя выкрашивание металла и другие дефекты. Контакт в зацеплении проверяют с использованием краски. Для этого эталонную или штатную шестерню покрывают краской, проверяемую шестерню вводят н
зацепление с ними и проворачивают. По следу краски судят о контакте в зацеплении.
Чистоту поверхности зубьев проверяют снятием слепков, воспроизводящих рельеф поверхности зубьев. Слепки исследуют с помощью оптических средств и фотографирования. При дефектации зубчатых передач необходимо также проверить одновременность контакта в зацеплении всех колес и шестерен зубчатой передачи.
Нарушение качества центровки, характеризующееся нарушением параллельности и перекосом осей шестерни, проверяют с помощью свинцовых оттисков.
Метод слепков не требует снятия деталей со своих штатных мест; ого можно применять на судне. В случае нахождения редуктора н цехе параллельность и перекос осей целесообразно проверять с помощью контактных валиков, применив метод параллельных осей.
Трещины на поверхности зубьев обнаруживают контактными (цветным, люминесцентным), магнитным и акустическим методами дефектоскопии.