

§ 53. Дефектация роторов турбин
При дефектации роторов необходимо выявить повреждения лопаток, промерить состояние упорных шеек а ала ротор,-i, состояние упорного гребня (износ, трещины), прогиб вала ротора, выявить грешины и фрикционную коррозию на валу ротора, проверить состояние дисков, бандажа и скрепляющей лопатки проволоки. .
Если лопатки сняты с места, то дефектация наиболее удобна. В этом случае при дефектации лопаток (для выявления трешин) применяют часто капиллярные и магнитные методы дефектоскопии. Лопатки газовых турбин из немагнитных материалов дефектуют капиллярными моголами (люминесцентным или иветным). Капиллярные методы дефектоскопии гкпноляют обнаружить дефект (трещину), выходящий на поверхность с раскрытием до 0,002 —0.003 мм. Чувствительность капилляпных методов повышается при помещении детали в разреженную атмосферу.
Капиллярными методами выявляют дефекты, выходящие на поверхность, магнитными — обнаруживают и подповерхностные дефекты (на глубине до 2 мм). Это определяет область их применения.
Если ротор не разлоначивается, то выявить трещины в лопатках труднее. Здесь используют визуальные и физические методы дефектоскопии.
При визуальном способе осмотра применяют лупу, в труднодоступных местах лопатки - сферическое зеркальие. Особенно внимательно осматривают бандажную ленту у шипов, отверстия в лопатках для скрепляющей проволоки, кромки и поверхность лопаток.
Лучшие результаты дает магнитно-керосиновый способ. Ротор, расположенный иа козлах, медленно вращают, лопатки погружают в ванну с обезвоженным керосином, в котором имеется металлическая пудра (5—7 г железной пудры на I л обезвоженного керосина). Для выявления мест. где пристала пудра (места трещин), лопатки тщательно осматривают. По окончании проверки ротор размагничивают. Данный способ относительно трудоемок и громоздок.
Применение ультразвуковых колебаний для дефектации лопаток, бандажей и скрепляющей проволоки даст более надежные результаты по сравнению е другими способами и требует меньше труда и времени. Однако применение ультразвука требует тщательности проведения работ.
Опорные шейки вала ротора осматривают и обмеряют для определения их износа. При осмотре выявляют наличие коррозионного разрушения и механических повреждений шеек, рисок, забоин и т. п. Износ опорных шеек устанавливают измерением диаметров в треч сечениях по длине в двух взаимно перпендикулярных плоскостях. По данным обмеров подсчитывают максимальные значения бочкообрззности, конусности и эллиптичности. Допустимые эллиптичность и конусность шеек вала ротора должны быть не более 0,025 мм.
В упорных греблях обычно проверяют рабочие поверхности на биение индикатором, который устанавливают на разъемной плоскости подшипника. Трещины ни цементируемой поверхности гребня недопустимы, так как они нарушают работу упорного подшипника. В чтом случае гребень подлежит Замене. Целесообразно при дефекпшин гребня проверить тердость рабочей поверхности.
Плотность посадки на валу ротора проверяют по звуку и с помощью индикатора следующим образом. Заложив ломик между дисками, нажимают на диск и отмечают показания индикатора после нажима. Отклонение стрелки индикатора покажет ослабление диска. При гаком проверке нужно не смешивать упругую деформацию лиски (иниб), возникающую при нажатии на него ломиком, г ослаблением посадки диска на валу.
Осматривая диски, нужно обращать внимание на торны и внутреннее отверстие ступицы, обод диска. Наиболее вероятные места появления трещин—это переходы от одного сечения к другому, места у отверстий парового равновесия, углы шпоночных канавок, обод лиска.
Для выявления флокенов применяют травление. Коробление диска обнаруживают с помощью индикатора. При наличии флокенов, трещин и утонении диска вследствие коррозии диски заменяют. При ослаблении посадки и короблении допустим ремонт дисков.
Осмотр диской, неснятых с вала, затруднен.Для облегчения осмотра таких дисков применяют освещение переносной02 В) лампойи вогнутое зеркальце на длиннойрукоятке.
Прогиб лала ротора измеряют с помощью индикатора. Ротор уета- манлняают на своих опорах или;в центрах станка. Измерения производят в нескольких сечениях по длине ротора, не имеющих насаженных деталей и отстоящих друг от друга на 300—401) мм.
Дли определения плоскости максимального прогиба окружность вала делят на В -8 частей (pile. 61), индикатор ставят на плоскость в разъеме
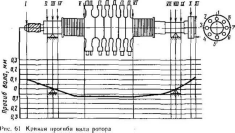
фланца или станину станка и уста на вливают стрелку о нулевое .’голодание. совместив индикатор с отметкой / по окружности. Затем, медленно арашая ротор, фиксируют показания индикатора в точках J. 3 и т.д. по окружности Если измерения проходили правильно. то придя к точке /. стрелка индикатора будет на нуле. Величина биения п данном сечении равна максимальной алгебраической разнит1 наказаний инанкагора а диаметрально противоположных точках нала Допустимое биение не должно превысить 0.02 мм. Прогиб оси вали равен половши- максимального биения вала.
Для наглядности прогибы в одной плоскости по всем сече пням наносят а определенном масштабе и Получают график прогиба вала. Если за один оборот вила индикатор показал два максимума и два минимума и если эти показания примерно одинаковы, то в данном сечении имеется эллиптичность
Во избежание влияния износа опорной шейки вала ротора на определение прогиба, измерения следует делать не по середине шейки, а у ее концов, вне рабочих мест.