

Глава IX
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ СУДОВЫХ ТЕХНИЧЕСКИХ СРЕДСТВ
§ 74. Восстановление крышек цилиндров
Крышки цилиндров работают в условиях знакопеременных нагрузок, высоких давлений и температур. В результате этого они подвергаются различного рода повреждениям. В настоящее время на Новороссийском, Находкинском. Канонерском, Ильи невском имени 50-лети я СССР. «Красная Куяница>- и других СРЗ освоены и внедрены технологические процессы восстановления крышек цилиндров судовых дизелей различных типов. Гак, например, на Илькчевском СРЗ — двигателей «Зульцер», МАН. Фиат; ка Находкинском «Зульцер», на Канонерском — МАН, на СРЗ «Красная Кузница» — «Бурмеистер и Ванн», на Новороссийском — «Зульцер» и др.
Учитывал сложность конфигурации и большую массу крышки цилиндром ее получают методом литья Материалами служат стали марок 15Л. 20Л. 25Л, 35Л. 20ХМЛ. ЗОХМЛ либо чугуны марок СЧ 24-44, СЧ 28-4b и др. Эти марки материалов крышек как по химическому, так и по прочным характеристикам близки к маркам Материалов крышек зарубежных фирм.
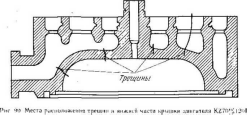
Характерными дефектами крышек цилиндров (рис. 89) являются трещины со стороны огневой камеры и полости охлаждения (рис 90), выгорание днища, раковины, коррозионные разрушения, износ поверхности посадочных поисков. Глубина дефектов достигает М мм. а площадь нонерхпости выгорания —70—80% общей площади огневой камеры.
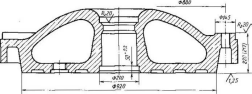
Рис. 89. Продольный pj.ipen верхней крышки двигателя KZ70',1-', I JOE (размеры показаны для поверхностей. ызрабатьтисиых при ремонт?)
Типовой технологический процесс восстановления крышек цилш1др<'п иключает следующие операции:
) очистка крышки от нагара, ржасчнны. накипи, загрязнений и лр
2| дефектация крышки с помощью лупы, к сроен но-меловой пробы, цветной дефектоскопии;
засверловха концов трещин до «здорового» металла сверлом в 10 мм. а сквозных трещин «на проход»;
разделка трешин до полного удаления дефекта, при зтом i.ivOmia разделки допускается не более 40% построечной толщины крышки. При большей глубине разделки крышка иыбраковыва^ся;
fj) механическая обработка м.жиептрнческнх и поперечных перемычек под наплавку:
6} нагрев крышки до / = 3004-350° С. Температуру контролируют термопарой либо термокараидашами;
наплавка мест разделки, поверхностей перемычек и опорной поверхности;
термическая обработка крышки.
контроль качества наплавки осмотром с помощью лупы, ультразвуковой и магнитной дефектоскопией;
10} механическая и слесарная обработка крышки;
П) сборка, .контроль качества и испытание крышки;
12) предъявление крышки ОТК. и Регистру СССР.
Восстановлению с применением сварки подлежат крышки с дефектами, доступными на всем Протяжении разделки под сварку.
Предусматриваются следующие типы восстановления иилиндрических крышек с помощью сварки: замена литиевой части на крышках
с внутренними трещинами, а также с большими дефектами на днищевой части, исправление которых экономически нецелесообразно: заварка
трешин и раковин; наплавка 'выгораний и коррозионных повреждений.
Возможность и объем восстановления определяют конкретно для каждой крышки, поступившей на завод. Перед дефектацией крышку очищают от краски, всех следов смазки, ржавчины и других (агрязнений. Очистку производят химическим способом в растворах
|
СПО|Об соаркц |
Сйлрпчиые матер |
к а ч i.i |
Pi-«им |
с ь;)ры> |
|
Марк? |
/(памстр. М(ч |
Сияя TOKJ А |
Напряжение па avre, В | |
|
Ручная дуговая |
УОНИЦ 13/45А УОНИИ-13/55 УОИИИ-13/45МХ 48Н-3 48Н-6 |
4.0 5.0 3.0
|
140-180 170 -250 90— 130 130 !80 160—240 |
- |
|
АНЖЯ2 |
Ап 4.0 |
70 -9 :> 100-135 | ||
|
|
ЭЛ-395/9 |
.4,(1 4.0 |
80- HR) 120-150 | |
|
Ручная аргонодуговая |
Вольфрамовый элект |
|
|
|
|
неплзэниитс!} 5л?лт/>адо.ч |
род |
2.5—3.5 |
100—140 |
12-16 |
|
Полу а кто'.1.1 шчсск^я в за |
СнОЙГ2С |
1.4 |
170—200 |
22— 27 |
|
щитном га ч* |
СвОбХМ |
1.6 |
190-220 |
24- 28 |
|
|
|
2.0 |
210—240 |
25—30 |
|
Полуавтоматическая под |
С и08А |
1.6 |
250 - 280 |
|
|
флюсом |
Своахм |
2.0 |
300-350 |
30 32 |
|
|
|
2,5 |
350- 400 |
|
|
Автоматическая в защит |
Св08Г2С |
1.6 |
160-180 |
24 -28 |
|
ном газе |
СвОЙХМ |
2.0 |
180—220 |
25—30 |
|
Датойанпескаъ п<>:1 флю |
С »1Ш |
2.0 |
•320—.460 |
30—32 |
|
сом |
СвОЯХМ |
2.5 |
340-420 |
30 32 |
|
|
|
З.о |
380-450 |
31-33 |
|
|
|
4.0 |
420 -500 |
32—35 |

Pm’
9!.Подготовка
крышки
под наплавку
засверли»*.!
кокито фстнк: 6.
о
—
рачасякл третий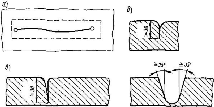
Затем производят визуальный осмотр крышки для определения степени износа, объема работ и целесообразности ее восстановления. При этом осмотр наружной поверхности выполняют лупой с 4--7-кратным увеличением.
Протяженность треишпы можно определить одним из следующих способов: цветной или магнитной дефектоскопией; шлифовкой контролируемого участка с последующим травлением зашлифованной поверхности траантеля, применяемым для выявления макроструктуры.
Глубину залегшшн наружных трешнн определяют ультр.’овуховьш методом с помощью прибора типа УДМ-3 либо «Кварц-б».
Перед разделкой трещин по их концам засверливают отверстии глубиной на 3—5 мм ниже основания трещин сверлом диаметром Г2 -20 мм в зависимости от формы и глубины залегания трещины (рис. 9U.
Перед сзаркон и по прем» сварки темпера туру крышки замеряют и точках, удаленных от места сварки на 100—150 мм через 1—2 мин после окинчания сварки.
Крышку для сварки устанавливают так. чтобы обеспечивалась, но возможности, сварка в нижнем положении. Для этого можно использовать специальные манипуляторы
Крышку из углеродистой стали сваривают электродами УОНИИ-13/45А ii'iii УОНИИ-13/55, а 1,3 легированной стали — электродами УОНИИ-13/ 45МХ. 48Н-3 или 48Н 6. Диаметр электродов 3—о мм. Сечение
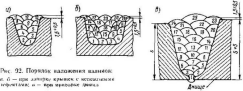
каждого накладываемого валика не должно превышать трехкратного сечения электрода. Сварку производят предельно короткой дугой. Режим сварки выбирают по табл. 9. Схема и порядок наложения валиков при сварке и наплавке показаны на рис. 92.
При восстановлении крышки необходимо контролировать: размеры н качество разделки трещин, качество подготовленной поверхности под наплавку. размеры и качество сварочных канавок; качество сборки днища под сварку; температуру подогрева перед сваркой; температуру крышки в процессе сварки; температуру печн. в которую помешается крышка после сварки; отсутствие трещин после каждого прохода; соблюдение требований технологического процесса.
На восстановленную крышку ОТК оформляет акт и 4 экземпляра паспорта, которые вместе с крышкой представляют инспектору Регистра СССР. ОТК также представляет сертификаты на сварочные и другие материалы, характеризующие качество выполненных работ.