

§ 22. Измерения и проверки машин и механизмов
Разборка начинается со снятия ограждения машины или механизма, удаления обшивки корпуса изоляции, спуска воды, масла, топлива из системы, удаления приборов, маслопроводов и мелких трубопроводов различного назначения. Измерения до начала разборки следует понимать какизмерения, выполняемые до начала непосредственной разборки данной машины и механизма, т. е. до начала их вскрытия. Назначение подобных измерений состоит в фиксировании определенного положения деталей в этот момент, определенного доремонтного состояния.
В зависимости от рода машины или механизма измерения, проводимые перед разборкой и в ее процессе, различны. Измерения не дают исчерпывающей картины технического состояния механизма и его деталей. Это будет установлено после полной разборки, очистки деталей и их осви детельствова ния.
Перечислим измерения, которые необходимо выполнить для турбин, ДВС, валопровода до и в процессе разборки.
Перед началом разборки турбиныизмеряют приборами осевой разбег ротора в упорном подшипнике по штатной скобе, радиальное положение ротора по приборам просадки, проверяют соосность вала ротора и редуктора.
В процессе разборки измеряют повторно радиальное положение ротора, масляные зазоры в опорных подшипниках, осевые и радиальные зазоры в проточной части, зазоры в уплотнениях. Радиальное положение ротора измеряют после вскрытии опорных подшипников при помощи скобы. Масляные зазоры в опорных подшипниках, зазоры в проточной части и уплотнениях измеряют при помощи свинцовых оттисков. Соосность вала ротора и редуктора проверяют при помощи парных стрел.
Перед разборкой д вигателяпроверяют состояние механизма газораспределения, измеряют раскепы коленчатого вала (до разобщения вала двигателя с валопроводом); проверяют соосность коленчатого и упорного валов (либо упорного и первичного промежуточного валов, если упорный поднимается вместе с коленчатым), наличие рисок, определяющих мертвые точки (при их отсутствии наносят риски на маховике или фланце коленчатого вала); измеряют зазоры между роликами толкателей топливных насосов и кулачными шайбами, а также в механизме газораспределения.
В процессе разборки ДВС измеряют высоту камеры сгорания; раскепы коленчатого вала (трижды в процессе разборки — после разобщения коленчатого вала с валопроводом, после снятия деталей поршневой группы и после снятия маховика; радиальное положение коленчатого вала; масляные зазоры в подшипниках, ползуне и параллелях (крейцкопфный двигатель); зазоры между телом поршня и стенкой цилиндра; зазоры в зубчатых зацеплениях; взаимное расположение осей 46 цилиндров и оси коленчатого вала; положение параллелей по отношению к осям цилиндров и оси коленчатого вала.
До разборки валопроводафиксируют положение посадки винта на гребном валу, отметив этой риской на валу по носовому торцу «тупицы винта; измеряют зазор между гребным валом и дейдвудной втулкой.
В процессе разборки проверяют по изломам и смещениям или нагрузкам мн подшипники состояние центровки валопровода и соосность оси вала главного двигателя с осью дейдвуда или гребного вала.
f гз. ПРОВЕРКА СООСНОСТИ ВАЛОВ
Соосность валов проверяют при разборке и сборке валопровода, а также при центровке редуктора с валопроводом, турбины с редуктором, колен- 'шт(НЧ) вала ДВС с упорным валом.
Нусоосность выражается в смешении и изломе осей сопряженных валом. При наличии только смещения оси валов будут параллельны, но сме- ни-иы; при наличии только излома оси не параллельны, не являются продолжением друг друга и имеют между собой .некоторый угол.
случае смещения и излома одновременно валы расположены произвольно — нарушены параллельность и совпадение осей.
Смещением осей валов называется расстояние между осями свободно Л1-ЖШЦИХ валов, подлежащих соединению. Обычно фланцы соединяемых пилон имеют одинаковый диаметр. Смешение 6 их осей при этом будет |шин» расстоянию между образующими цилиндрических поверхностей флннцевЬ = а(рис.i4,а).
При разных диаметрах фланцев валов различают два варианта.
Окружность меньшего фланца не' выходит за пределы окружности большего фланца (рис. 14,6). В этом случае смещение б (мм) осей валов рммю
6=(а + 6)/2.
fj№ омА — зазоры между фланцами, мм.
Окружность меньшего фланца выходит за пределы окружности большего фланца (рис. 14,в).Смещение осей валов в этом случае равно
6=(а + 6)/2.
0)
Линейка 5)
1**мИ Смещение и излом осек вялов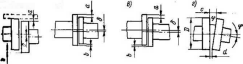
Изломом осей называют такое положение валов, когда их оси являются продолжением одна другой и образуют между собой некоторый угол (рис. 14,с?).
Излом (мм/м) определяют по выражению
9=(с —d)/D,
где сиd —зазоры между фланцами, мм;
D —диаметр фланца, м.
Смещение н излом валов проверяют линейкой и щупом либо специальными стрелками, укрепленными на фланцах валов.
Соосность валов линейкой и щупом проверяют следующим образом. Для определения смещения на образующую цилиндрической поверхности фланца накладывают жесткую линейку и щупом измеряют зазор между линейкой и образующей цилиндрической поверхности другого фланца. Излом проверяют измерением щупом зазора между плоскостями фланцев по радиусу к центру вала на глубину 30 мм. Измерения производят в четырех точках: верх, низ, левый и правый борта без поворота валов. Полученные данные заносят в табл. 1. где подсчитывают величины смещения и излома осей. При разных диаметрах фланцев линейку прижимают к выступающему фланцу и при подсчете смещения учитывают вышеприведенные соображения по этому поводу.
Контроль соосности при помощи стрел выполняют следующим образом (рис. 15,а).На фланцах валов устанавливают две пары стрел с винтами, определеющими места измерения смешения и излома. Смещение и излом на данном фланцевом соединении измеряют щупом в местах расположения винтов при одновременном вращении валов в одну сторону через каждые 90 °. ■ Вычисляют смещение и излом осей валов решением уравнения размерной цепи (рис. 15,6}. Еслиai — замер смещения на первой паре стрел вверху, аг — то же, на второй паре стрел внизу, «( — замер смещения на второй паре стрел вверху после поворота валов на 180 когда вторая пара стрел оказалась вверху, вг — замер смещения на первой паре стрел внизу после поворота валов на 180°, когда первая пара стрел
Таблица I
|
Номер фланце вого соедине ния |
Положение стрел |
Смешение |
|
Излом | ||
|
Зазор, мм |
Смещение 6, мм |
Зазор, мм |
Излом на фланце Д, мм |
Издом на 1 мм д 1000 мм D | ||
|
|
Верх |
а |
б‘=~ |
т |
т — п |
фл^_^000 |
|
' 1 |
Низ |
Ь |
|
п |
| |
|
Правый борт Левый борт |
с d |
. cdtzd 6г'=~ |
V г |
v — r |
г/—г ^ = ~D | |
I’m-. IS Измерение смешения и излома осей валов стрелками
оказалась внизу, то уравнение размерной цепи для определения смешения в вертикальной плоскости (6») запишется следующим образом: при начальном положении валов, когда первая пара стрел вверху, и «торай — внизу:
«! + /?—*«=а7 + /?-М»; после поворота на 180°
bx+R-bb^fo + R + tb.
Слг>жи» эти уравнения, получим:
(в| -|-М—(аэ —&г)=4Д„;
5б~[(Д| +-fei)—(в2 + ^г)|/4.
Аналогичное смещение валов в горизонтальной плоскости при положении стрел 90 и 270 °
6Г=[(С| +<2|) —(C2+^4)j/4.
Таким образом, смешение валов в данной плоскости, определяемое двумя парами стрел, равно разности сумм верхних и нижних замеров <,'1нЛ>>ну правыйи левый борт), деленное на 4.
Из аналогичных соображений излом, определяемый двумя парами 41|Н‘Л, в вертикальной плоскости равен (рис. 15,в):
«р*=|(я! I + л,) — (отг4- л?))/{2D)\
Горизонтальной плоскости
<pr= [(t)i + fi) — (t)2-f r2) | /(20).
n* I) ■ расстояние между точкамизамера, мм.
Номер
Положе
ние стрел Смешение Излом ф.ч
ЯII - ц«оа- го со едине- ння Зазор,
мм, пар стрел Сумма
за io-
ров
I.
ИИ Разность
сумм за но- роя Дч
мм
Смешение
Л Зазор»
мм. пар стрел
Сумма
зажорой
vs
WM Разность
сумм зязороо Л. мм
Излом
ИЯ фланце
Излом
иа 1 м А Т
*= '7“1 ООО
пер
вой
вто рой
ч
4
.
пер-
аой
ВТО роГт
-
мм 2 1
Верх
Низ
Правый
борт
Левый борт
а,
а-
С
i
О л>
&? di
(.t.
QJ
+ &I
яг-f
Ь?
О
Ч- d
1
Cj
+ rfj
(□i+fei)—
(яг
•+- Ьг)
iCi
+ d,)~
(с?+
di)
,
Двсрт к=—
ftr=^_
4
т\
ГП2
V)
V2
«1
п
2
Г{
Г
2
mi
+
rti
rto
0,
+ft
У?
+
Гг
(«1+Я|)
—
я
->) (£/( +'■() —
(и
2 +
Аяррг
~~2~~
~Т”
(>.-—^000
Г.-^НООО 2
Верх
Низ
Правый
борт
Левый борт
п
Верх
Низ Правый
борт Лен»,ей
борт
Примечание.D
— диаметр разноса стрелок. мм; л —
последний номер флакнгвпго соединения.
Излом определяют как разницу сумм верхних и нижних замеров (пра- iiwii и левый борт), деленную на двойное расстояниеD между точками .шмеров. Данные замеров при использовании стрел заносят в табл. 2, в которой подсчитывают смещение и излом осей валов.
Центровку безфланцевых валов производят двухпаркыми стрелами. Для большей точности результатов при использовании стрел необходимо винты установить таким образом, чтобы зазор был минимальным. При большом зазоре необходимо вводить больше пластинок щупа: из-за неплотности контакта между пластинками точность снижается. Повышает точность измерения смещений и изломов валов применение стрел с индикаторами.
Проверяя соосность валов в условиях судна, необходимо изучить возможное влияние деформаций корпуса, искажающих истинную картину.
() этой целью рекомендуется измерения производить ночью для исключении тепловых деформаций корпуса. При измерениях не допускается приемка и перемещение грузов на судне.
| 24. ОПРЕДЕЛЕНИЕ ПОЛОЖЕНИЯ МЕРТВЫХ ТОЧЕК ДВИГАТЕЛЯ
При центровке механизма движения, измерении высоты камеры сжатия, проверке просадки и раскепрв коленчатых валов, состояния газо- i рмпределения. . необходимо устанавливать детали движениявмертвых
ТОЧК11Х.
У ДВС на торце маховика по ободу или на муфте наносят деления, cot|гнететвующие I ° поворота коленчатого вала (“п.к.в). Там же отмечены крайние положения каждого порйжя, обозначенные следующей записью Ип маховике, например, ВМТ-4 соответствует положению поршня 4-го цилиндра в верхней мертвой точке либо НМТ-3 — положению поршня Я-m цилиндра в нижней мертвой точке.
На станине двигателя у маховика закреплена неподвижная стрелка- укл:и1тсль для контроля установки его в нужное положение. При отсутствии подобных обозначений либо при проверке необходимо определить игртиие точки следующим образом (рис. 16).
Устанавливают маховик, не доводя мотыль до ВМТ. В этом положении дглмют метки: А— на параллели под ползувом;Б— на маховике; В — на11ми>д«мжной части двигателя. Продолжают вращение мотыля до переколи поршня через' ВМТ и совмещения ползуна с отметкойАна парал-iUviii ОтметкаБзаймет при этом новое положениеБ'.На неподвижной «май дннгателя наносят отметку Г против отметкиБ'ка маховике.
Инзделив дугу В—Гпополам, на неподвижной части двигателя наносит отметкуД.Положение отметокБилиГна маховике против «ишртни Д на неподвижной части двигателя будет соответствовать по- ммгннк» механизма движения в ВМТ.
:1»н>ры в головном и мотыле&ом подшипниках влияют на точность «nipt1 делении мертвых точек. Для исключения неточности рекомендуется «лгдуимний способ (рис. 17). Вращая коленчатый вал, не доводят мотыль дн *$>пЛтто положения на угол а~30 При этом на параллели и ползуне
наносят
соответственно риски ан си, риску / — на рамопом подшипнике и
соответствующуюoft риску)’— на валу.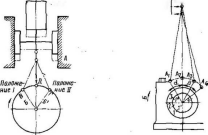
Г"
ем. т.
а
а/а
Рис. 16. Нанесение точек для установки поршня в мертвое положение
Рис. 17. Нахождение мертвых точек
Продолжая вращать коленчатый вал в ту же сторону, переводят мотыль за мертвую точку на угол |5 (положение А»),больший углаа-Затем вращают вало противоположном направлении до совпадения рисокdi и а. Мотыль займет положение Л», риска 1'—положение 1". Против рискиI"на рамовом подшипнике делают отметку <?. Разделив пополам дугу}—3,находят точку 2, против которой на подшипнике наносят отметку. Совмещение рискиJ из валу с риской 2 на подшипнике будет соответствовать ВМТ.
Для определения ВМТ шейку вала обвертывают бумажной лентой, затем складывают ее пополам и накладывают на вал, совмещая с |>ис- кой /'. Против второй кромки ленты накосят на валу риску 4.Нижнее мертвое положение будет при совмещении риски4на валу с риской2на подшипнике.