

§ 49. Дефектация коленчатых валов двс
Определение износа рамовых и мотылевых шеек коленчатых валов
(рис. 50). Диаметры шеек измеряют микрометрической скобой в трех поперечных сечениям по длине шейки (нос, корма, среднее сечение между ними) и двух диаметрально противоположных плоскостях в каждом сечении Крайние замеры выполняют в сечениях на расстоянии 15 '20 мм от тек.
Наибольший допустимый износ рамовых и мотылевых шеек коленчатых валов, выражающийся в образовании эллиптичной и конусной форм, может быть установлен из выражения
6 = 0,00078rf + /C,
где d -диаметр шейки вяла, мм;
К = 0,М «ю для рамоаыу и (V.(.K> ям для мотмлевы.ч шеек.
Рамовые шейки при поднятом коленчатом вале. Вместе с тем подымать коленчатый вал, особенно тихоходных судовых двигателей,. только из-за обмера рамовых шеек нецелесообразно, поэтому существуют специальные скобы, приспособления и способы определения износа рамовых шеек без подъема вала с подшипников.
Измерение микрометрической скобой малого сечения, позволяющего ввести ее в пространство между !Нейкой и гнездом после выкатывания вкладыша рамового подшипника (рис. 51, а). После измерения дайной рамовой шейки вкладыш заводят на место и приступают к измерению следующей шейки.
Измерение с помощью специального приспособления (рис. 51, б), состоящего из двух ножек 1, жестко соединенных двумя валиками2с правой и левой резьбой. При вращении гайки3ножки смещаются по
размеру шейки нала. Стержень 4,но которому ножкиIперемещаются как по направляющей, предназначены для придания устойчивости приспособлению. В валиках2имеются призматические шпонкив,предотвращающие проворачивание на валике Державки 5.
Нос Лs корма
шг

|
|
йг |
|
т |
в,И |
ds
Для измерения рамовых шеек из гнезд выкатывают вкладыш и, ус-
(_
ш
Рис. 50. Определение износа шеек коленчатого вала
тановив ножки Iпо диаметру данной рамовой шейки. определяют ее размер но расстоянию между ножками. Уста нови и стрелку индикатора
закрепленного на ножке /, на нуль, проверяют размеры остальных шеек вала.
Гайкой 3изменяют положение ножек, установленных при измерении первой шейки. Сближение или расхождение ножек будет отмечено индикатором. При этом измеренные диаметры будут отличаться друг от друга на удвоенное показание индикатора.
Проверка параллельностиосеймотылевых и рамовыхшеек. Существует несколько способов проверки.
На поверхности картера с внутренней стороны па расстоянии 200 - 400 мм от окружности, описываемой осью мотылевой шейки, переносной машинкой с наждачным диском обрабатывают две площадки, расстояние между которыми соответствует длине мотылевой шейки (рис. 52, а).
Установив призму / на мотылсвуш шейку 3,чертилкой2на обработанных площадках наносят параллельно оси вала риски. Шариковым кернером (08—10мм) на этих рисках выбивают дв« лунки, расстояниеIмежду которыми несколько меньше длины мотылевой шейки. После этого измеряют микроштихмасом расстояние от лунок до поверхности мотылевой шейки при двух положениях мотыля (а?, Ьг >'а*, Ь\).Непараллельное ь ш„ оси мотылевой шейки по отношению к оси вала определяют но формуле ‘
m„= 500|(ai +6?) — (№? +b\)\/l,
где I — расстояние между лунками, мм;
«I, 6|, bi — расстояния, измеренные от лунок до поверхности мотылевых
Шеек при двух положениях мотыля, мм.
Непараллельное^ оси мотылевых шеек относительно оси рамовых (оси вала) должна быть не более 0,15 мм на 1 м длины шейки.
С помощью индикаторного прибора (рис. 52, б).Стойки4прибора, соединенные траверсой6,устанавливают на рамовые шейки вала. Вдоль
граверсы перемещается ползун 5, несущий нз себе штатив 9с индикаторомд.
Плавно вращаярукоятку7, проволяиндикаторомпо образующей мотылевойшейки й дву * взаимно перпендикулярных плоскостях. Неизменностьпоказаний индикатора свидетельствует о параллельности осей мотылевой и рамовых шеек.
На точность измерения оказывает влияние нарушение геометрической формы и биение рамовых шеек. Допускается эллиптичность не более 0,05—0,08 мм и биение рамовых шеек не более 0,1 мм (при усло
|
|
Ifl |
^ 1 ■ |
% | |||
|
н- |
Г~ |
|
|
ЬЛ |
f | |
|
■4- |
V- |
LJ ь |
1 , | |||
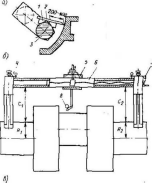


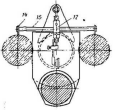
вно. 52. Способы проверки параллельности осей рамовых и мотылевых lutfcK НО
вии биения в одну сторону рамовых шеек, расположенных по сторонам данной мотылевой шейки).
npjifioj? считается правильно настроенным при соблюдении равенства
R] -bci “ Ri~\~с--
гд« /?|, R-, — радиусы рамоных шеек, мм;
Ci, c-г — кратчайшее расстояние от поверхности рамовых шеек до траверсы
прибора.
В этом случае базой будет ось коленчатого вала.
Если радиусы рамовых шеек одинаковы, то настраивать прибор нет необходимости, так как перед измерением у прибора соблюдается равенство Ci =ct. При прижатии стоек к шейкам щуп тол шин ой 11,02- 0.03 мм не должен проходить.
Если имеется разность радиусов ДR рамовых шеек, то прибор настраивают с учетом этой разницы. Траверса6опускается на величину Ас, определяемую по графику в паспорте прибора. Прибор проверяют по валу-калибру, установленному на призмах на контрольной плите.
Специальным приспособлением (рис. 52. в).Опорные призмы10, соединенные перекладиной //, устанавливают на рамовые шейки. На середине перекладины имеется подвеска12,к которой крепится цолере- чина15с ножами14.Поперечина может вращаться вокруг оси и устанавливаться параллельно перекладине. Расстояние между центрами ножей равно ходу поршня. К подвеске кренится индикатор13.
Собрав приспособление, как показано на рисунке, мотылевую шейку поочередно ставят на один и другой борта. Поворотом поперечины при данном положении шейки на один борт подводят к шейке соответствующий нож. Закрепив в этом положении поперечину, переводят шейку на другой борт до соприкосновения с другим ножом.
Равное прилегание ножей к поверхности шеек свидетельствует о параллельности данноймотылевой и рамовых шеек. Прилегание ножа одним концом указывает на непараллельность шеек. Половина максимального зазора между ножом и шейкой соответствует величине непараллельное™. .
Параллельность шеек в плоскости мотыля проверяют индикатором
перемещаемым вдоль мотылевой шейки при положении мотыля в НМТ. Разность показаний индикатора дает значение непараллельности. Определяя непараллельность, необходимо учитывать конусность мотылевой шейки. Приспособлением можно пользоваться также при нахождении судна на плаву.
При нахождении коленчатого вала а цехе взаимное положение осей рамовых и мотылевой шеек можно определить уровнями.
Проверка пересечения осей мотылевых и рамовых шеек. Для крейц- копфных двигателей непересечение осей допускается до 0,05 мм/м; для тронков'ых — до0,1мм/м.
При снятом вале, расположенном на призмах на плите, непересечение можно определить микроштихмасом или индикатором, установленным на этой же плите. Для проверки мотыль ставят «на борт» и измеряют расстояние от образующей мотылевой шейки до плиты. Разность показаний;..! на двух конках шейки укажет на непересечение осей,- 'которое определяют по формуле
C=lO0O(ty/)s£p„
где I — расстояние между точками измерений, мм;
(>, — допустимое непересечение осей, мм.
Наличие конусности мотылевой шейки необходимо учитывать.
Если разность расстояний от нижней образующей до плиты у концов шейки равна разности расстояний от верхней образующей до плиты
у тех же кондов шейки, то ось конусной шейки не пересекается с осью вала. Е.сла этого нет, то имеется пересечение, которое определяют .по формуле
C, = 1000|2(«-td=W,)|/(2/).
где i'o — большая из двух разность показаний индикатора, мм;
(I, (11 — больший и меньший диаметры конусной шейки, мм.
Эллиптичность и бочкообразность на точность проверки в данном случае не влияют.