

§ 77. Восстановление и коррозионная защита гребных валов
Восстановлению наплавкой подлежат валы, изготовленные из углсро диетой стали е содержанием углерода не более (),4Г>%. имеющие взнос либо коррозионные разрушения на глубину не более 5% диаметр,:-, но не более 15 мм. При взносе вала, превышающее 15 мм, вопрос и его восстановлении решается по согласованию с Регистром СССР в каждом конкретном случае
Восстановление гребных валов наплавкой ведется по технологической карте, под наблюдением ОТК завода и техническом надзоре Регистра СССР. Номенклатура и характеристика дефектов и повреждений валов, допускаемых к восстановлению наплавкой, приведены н табл. 11 и на рис. 100.
Коррозионностойкое покрытие может бить нанесено ка вновь изготавливаемые валы, при атом толшина наплавленной о слоя аолжна обеспечивать ремонтопригодность вала н течение всего срока эксплуатации ■ч дна
Рис.
100.
Типовые
повреждения гребных валов с
облни.орками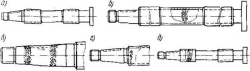
Для мнмлавки греОных валов применяют электродную проно.поку диаметров 1.2- 2 мм и ленту толщиной or 0.1 до 0,7 мм и шириной or 20 до 70 мм. Для няплавки малоуглеродистой стали применяют: проволоку чарки СвОНА, ленту марки 08КГ), ||> см под флюсом марки ДН-348А м ОС1ИГ» Дли корро.оншностпйких мамлавпк применяют, проволоку марки Си04Х (91 f I i М3. Сн()6Х20Н9Г7Т, ленту мирки
Сн04Х 19Н11 М3 под флюсом АН-260, АН-26Н. Для наилавки в углеродистом гаяо применяют: для восстановительных наплавок и нанесения подслоя проволоку марки Ов()8ГС и Св08Г2С; для коррозионнос.тойкнх покрытии проволоку марки Св08Х20Н9С2БТЮ (ЭП-156).
Т ;< б л и и j i I
|
Нпнмснппимж' дефокткн н ЬОВреЖЛОИ ИЙ |
С.hol'uCu .ипспшкллении |
|
Коррочиоиные разрупи--мня н грешини на поверхности вала у торцов облицовки (рис. 100,а) Язвенные разрушения поверхности вала со сплошной облицовкой и зоне расположения (■парного стыки (рис (dtf.fi). Фретикг-коррозиЯ конуса вала, трешины у шпоночного пала (рис. 100, «) Трещины пуд облицовкой со стороны конуса кала и износ вала у болl.iкого диаметра конуса (рис. 100, е) Износ трети» шейки вала в районе расположении кормового сальника (гребной пал без защитной облицовки) Значительные коррозионные разрушения шеек и кон j су вала (рис. 100. ..)) |
Снять облниовку на длине 250-300 мм от srnnj расположен!!.) дефектов, проточить пал ло полною удаления дефектов, капле нить, обработать и упрочнит!. наплавленный участок, восстановить облицовку Сиять, обливовку на длине 300—350 мм в зоне расположения сварного стыка, проточить вал до полного удаления дефектов, наплавить, обработать к упрочнить наплавленный участок. «о<емкоаить облинопку из двух частей Проточить дефектную часть конуса вала до полного удаления язвин и трещин, аыфрелерооать трещины у шпоночного паза, наплавить, обработать и упрочнить на плавлен кую «оверхнойЕь Снять участок облицовки на ллине 250—300 мм от границы износа, проточить вал до полного удаления дефекта, наплавить, обработать и упрочнить наплавленный участок, восстановить облицовку Проточить изношенный участок «как чисто», наплавить. обработать к упрочнить наплавленный участок Проточить всю поверхность вала .то полною удаления дефектов, наплавит!, пал коррозношм- стойким слоем, обработать и упрочнить наплавленные участки |
Для заварки местных дефектов в малоуглеродистом наплавленном c.w либо при наплавка подслоя необходимо применять электроды типу Э42А марки УОНИИ-13/45 либо Э50А марки УОНИИ-13/55. Единичные дефекты « кор(>озш>н нестойком ианлавленном слое должны заваривать электродами типа 4Х17Н10М2П марки ЭА-400/10У. типа 9Н25Х1Г>М5Г1 А маркй ЭА-395/9 и электроды типа 10Х20НШГ2Б) марки ЦП-11
Для восстановления гребных валов могут применяться следующие способы наплавки: электродной проволокой под слоем флюса, электродной лентой под слоем флюса, электродной проволокой в углекислом газе. Для постоянства температурного режима и снижения деформации наплавляемой детали наплавка должна осуществляться по винтовой траектории постоянного шага.
Для коррозионностойкой наплавки слоя небольшой тол.'цилы (2—3 мм) необходимо использовать электродную ленту малой толщины (0.15—0.30 мм) и электродную проволоку диаметром 1,2 —1,6 мм. Для гребных валов малых диаметров (менее 100 мм) необходимо применять электродную ленту малого сечения (0.)—0,25) >(15—30) мм* под флюсом либо электродную проволоку диаметром 1,2—1,4 мм в среде углекислого газа ао избежание перегрева детали и получения неблагоприятных структур в зоне термического влияния основного металла. С этой же целью следует при наплавке малых диаметров использовать двухзаходную наплавку. Для слоя значительной толщины (более 5 мм) на о алы большого диаметра предпочтительнее использование способа наплавки электродной проволокой или лентой под слоем флюса.
Гребные валы можно наплавлять на специализированной установке, смонтированной на базе токарно-винторезного станка, обеспечивающей вращение вала со скоростью 0,4—8 об/мин и перемещение вдоль образующей наплавочной головки со скоростью от 5,0 до 65 мм за оборот.
Наплавочная установка должна быть оснащена сварочным автоматхш для наплавки тремя способами: электродной проволокой под флюсом, электродной лентой под флюсом и электродной проволокой в углекислом газе; оборудованием для предварительного подогрева вала (газопламенной горелкой, гибким индуктором промышленной частоты), подъемно-транспортными средствами; местной вытяжной вентиляцией: постом для ручной электродуговой сварки; оснасткой (люнетами, роликоопорами, центрами, стеллажами); приборами для контроля параметров режима наплавки (амперметр и вольтметр) и температуры детали (гальванометр с термопарой с пределом измерения 0 -500° С); вспомогательным инструментом (кироч- кн, защитные щитки, маски сварщика, ножницы, пассатижи, штангенциркуль, металлические щетки, молотки, зубила и др.)
В качестве подающих механизмов наплавочных установок целесообразнее всего использовать подающие механизмы сварочных автоматов и полуавтоматов ТС-35. А-580М, ПДПГ-500, А-765, А-1197 и щ>.
При автоматической наплавке в углекислом газе необходимо применять нодоохлаждаемые сварочные горелки, аналогичные горелке автомата \ДПГ-500 либо полуавтомата ПДПГ-500. В качестве источников питания строчной дуги могут использоваться преобразователи и выпрямители 11с IГ-500, ВДУ-504, ВСЖ-302, ВС-300 и ВС-600.
На гребной вал. подлежащий восстаноялению либо коррозионном laimiTe наплавкой, составляют технологическую карту, в которой да mi и кич вала, указывают расположение участка, марки сварочных л«атерналоп.
, и()1Ч)б контроля режимов наилавки, толщину слоя наилавки и температуру пи подогрева ii режима упрочнения.
Крепление эзла на станке должно обеснечикать компенсацию удлинения нала от. нагрева. Допускается дна варианта крепления: первый — один мшеи. закрепляют в (гатрон, другой поддерживает с и люнетом; второй — один конец закрепляют в патроне, другой поддерживается центром задней
о а б к и с пружиной или толстой резиновой прокладкой. При большей длине вала и большом участке наплавки необходимо применять несколько люнетов или совместно первый и второй варианты.
Наплавку палое необходимо выполнять на постоянном токе обратной полярности («4-» па электроде). Наплавку первых валиков необходимо вгетк ко подогретому участку с нулевым тагом (по кольцу, последующие валики — но винтовой траектории). После предварительного подогрет* электрод устанавливают на деталь со cmviuciidcm. с зенита на 1 Л»—20 мм и сторону, противоположную направлению вращения.
Режимы наилавки ииякоуглеродистой и аустенитной электродной проволокой приведены в табл. 1*2 и 13 соответственно.
Конические поверхности наплавляют в направлении от мекьигего лнаметра к большему при равномерном подъеме наплавочной головки по вертикали, сохраняя вылет электродной проволоки постоянным.
Наплавленный вал должен остывать, вращаясь в центрах на станке, до температуры 60 -80J Г.. Пос.л о охлаждения вал необходимо снять и сложить на подставки для полного охлаждения.
Наплавка гребных валов хромоникелевон электродной проволокой может осуществляться как по подслою из низкоуглеродистой стали, так и без исто. При толщине наплавляемого слоя, не превышающем 4—5 мм, наплавку аустенитной проволокой ведут без подслоя.
Применение иизкоуглеродистого подслоя необходимо как с целью снижения расхода .дорогостоящих нержавеющих электродных материалов, так и с целью снижения вероятности возникновения мартенситных
Таблица 12
|
Лгглмегр нала, чи |
Лчэнп г члмк (родной проволчхн. «« |
14-ЖПЧм ил планки |
Кылег |
Ши г ицпляп- | |||
|
Сварочный юк. А |
Напряжение Луги. 8 |
Скорость на».»зякм. см/с |
ММ |
1\ И, М VI | |||
|
Г)0 -80 |
1.6 |
140—160 |
26—28 |
0.8—(,0 |
15— IS |
12-16. двухааход- мый | |
|
НО—100 |
1,6 -2.0 |
150—180 |
27—29 |
0.8-1.0 |
15-18 |
12—16. двухзаход- НЫЙ | |
|
100—150 |
I.C,. -2,0 |
! 80—200 |
28—30 |
0.7—0.9 |
18- 2ff |
7-9 | |
|
150--200 |
2.0 |
200-240 |
28- 30 |
O.fi 0,8 |
18—20 |
Г-<1 | |
|
'Ж -250 |
2.0 |
'240- 28U |
29 -32 |
0.5—(1, А |
20—25 |
6-8 | |
|
'250—300 |
2.0 |
‘280 -320 |
28-32 |
0.5—0.6 |
20-26 |
6-8 | |
|
>300 |
2.0 |
320 |
29- 33 |
0.5 0.6 |
25 |
6-8 | |
|
Диаметр |
■l.'H’hTpt'JIl'jS ПрС|ГИ1ЛП»И. мм |
Ре.*1Г.«ы на п.-i iruai |
Пы.тгт '•лет роди, мм |
JXJа 1 ипп >ав- «Й. мм | |||
|
|
Свяроч ним ток. А |
Напряжение .'Ivor, В |
Скорость иап.тпвшг. см/V | ||||
|
ВО 80 |
1.4- 1.0 |
120— 150 |
20-28 |
0,8—1.2 |
14 -18 |
12 -16, двухаахолим й | |
|
МП - 100 |
l.fv 2.0 |
I40 - ISO |
20-28 |
О 1 ос •с' |
14 18 |
12 16. ,ЧП у К ход ный | |
|
100 150 |
1.6-2 0 |
140—180 |
27 -.50 |
0,6-1 0 |
16 -20 |
Г> 8 | |
|
150—200 |
2,0 |
180-220 |
27-30 |
0,6- 1,0 |
16—20 |
6-8 | |
|
200—250 |
2,0 |
220- 260 |
28 31 |
0,5 - 0.8 |
18-22 |
6-8 | |
|
250-300 |
2.0 |
260—300 |
28-32 |
0,5—0,8 |
18-22 |
Г> 9 | |
|
> 300 |
2,0 |
320 |
29- 33 |
0.5—11,8 |
2Р—24 |
6-8 | |
прослоек в зоне сплавления хромоникеле вот наплавленного металла с углеродистым н повышения коррглионной стойкости поверхпостного слоя наплавленного металла;
Для предотвращения образования шлаковых включений н наплавленном металле и е келью снижения доли участка основного металла в металле наплавки при заданных значениях смешения vi октрола с зенита и шага наплавки необходимо строго выдер*ивать значение угла ъ в пределах 20—25° и угла J5 к пределах 10—15* (рис. 101).
После наплавки и исправления дефектов вал тщательно осматривают, аатем обрабатывают с припуском 0.20 -0,25 мм на диаметр с учетом последующего упрочнения. Перед упрочнением наплавленные участки вала должны быть обработаны с шероховатостью поверхности Ra or 2,5 ло 2,0 мкм.
Применяемый
способ упрочнении но л жен обеспечивать
повышение предела выносливости
наплавленного мала ло уровня основного
металла В зависимости от наличия
упрочняющего оборудования допускается
упрочнять наплавленную поверхность
роликами или ультразвуковой обра-
(х
—
ъ.|?ы|1мл<н’й Н|’итил11ки: Л ■ спгфочнпм
fu.imn.i*
142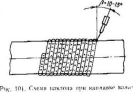
■'никой. При упрочиении обкаткой роликами усилие на роликъч
■'беепечивать создание пластических деформаций иу всю толщину ияплаи' ■энного слоя. При ультразвуковой обработке пала большие толщины наплавленного слоя (более 0- 8 мм) яашшд упрочняться послойно
Перед обкаткой роликами наплупленные участки должны быть обработаны со следующим припуском:
Диаметр вала, мм Припуск на обрибптку, нм
50-10» 0.:5Г>
100- 256 0.10
250- Ш О 4 ri
400 -500 ....... 0.50
500- 6:10 О,в(|
Обкатку осуществляют гидравлическим двухроликоным или трехроли- ковым приспособлением.
Усилие при обкатке следует уетакаидива>ь и зависимости от толщины наплавленного стоя и составаиз нл лащенного металлу согласно табл. 14
Обкатку производят за один проход при частоте вращения «ала 80 — 100 об/мнн и продольной подаче суппорта 0,2—0,3 мм/об. Ролики в процессе обкатки должны охлаждаться маслом марок ЛС или СЦ. Галтсльные переходы «(.'обходимо обкатывать с применением ролика е профильным радиусом меньшим или равным радиусу галтели. Зона упрочнения при обкатке должна перекрывать смежные наплавленные участки на длину 30 -40 мм г каждой стороны После обкатки выполнить чистовое шлифование
LV :н упрочнение (фонзгкмится у u,rp«i Щукиной обработкой. то (Мплан- ленная поверхность должна быть проточена с припуском на последующую обработку П. 20- 0.25 мм. Не допускается ультразвуковая обработка наплавленной поверхности с дефектами в виде пор, трешин и шлаковых включений. При толщине наплавленного слоя менее 6 мм упрочнение производятся за оани проход, при толщине более 6 мм упрочнение — прелой но.
Режимы упрочнении ультразвуковой обработкой должны быть следующими:
Чаопга колебаний кон центрам кГн ... 27
Амплитуда колебаний, ыкм. 15—20
Частота вращения вяла, об/мин 100—ISO
Усиление прижатия концентратора к поверхности вала, Н 80-100
Повторность обработки, ммОднократная
Диаметр игл кошк-нтритпря, мм . . . 1,8—2,0
После упрочнения ультразвуковой обработкой протачивают и шлифуют вал.
Методы контроля качества. Перед наплавкой и механической обработкой поверхность вала проверяют внешним осмотром через лупу с в—Ь- кратным увеличением. Проверку на наличие трещин производят электромагнитной или цветной дефектоскопией
Температуру предварительного подогрева контролируют с помощью контактной термопары либо термокаранлашами.
ОТ К ведет пооперационный контроль за: сварочными материалами (маркой, химическим составом, наличием сертификата); подготовкой поверхности вала под наплавку; подготовкой дефектных мест под па- ; подготовкой поверх кости под упрочнение; квалификацией оператора (наличие удостоверения); обкаткой. обработкой я шлифонкои. После окончания работ ОТ К оформляет акт и сдает работу инспектору Регистра СССР.
Рассмотренный технологический процесс может быть применен также для восстановления других деталей типа «налои», например, баллеров, штырей, штоков, валов вспомогательных механизмов и др. Однако при этом должны быть учтены конструктивные особенности, марки материалов, условия эксплуатации.
|
Толишнз ииплаплен- йог О t.'IOSI. мм |
.Усилие обкатки. кН, при наплавке | |
|
ниякоугле- родистон сталью |
хромонике левой сталью | |
|
|
е |
а |
|
•> |
|
10 |
|
у |
18 |
20 |
|
7 |
30 |
:)2 |
|
12 |
52 |
58 |