

§75. Восстановление выпускных клапанов двс
Выпускные клапаны ДВС работают при высоких температурах з среде сильно корродирующих продуктов сгорания. На клапан воздействуют значительные механические знакопеременные нагрузки. В результате воздействия механических и тепловых нагрузок на притирочной поверхности выпускных клапанов появляются усталостные трещины, происходит разрушение с образованием трешин и выкрзшивания наплавленного слоя металла не только на запорной, но и на верхней части штока, изнашивается направляющая поверхность штока, выгорает торцевая часть клапана.
Восстановление изношенного слоя клапана показано на рис. 93, а,б.
Исходя из условий рзботы для изготовления клапанов судовых ДВС применяют специальные жаропрочные стали, которые обладают стойкостью к газовой коррозии, имеют высокую ударную вязкость, достаточную теплопроводность и ограниченный температурный коэффициент линейного расширения.
Выгорание торца клапана определяют по шаблону. При сохранении поверхности периферийного участка торна тарелки допускается замер величины прогорания внутренней части торца и утонения от предыдущих проточек производить без шаблона (с помощью линейки и штангенциркули с глубиномером).
Для обнаружения трещин в штоке шпиндель подвергают ультразвуковой либо магнитной дефектоскопии.
Технологический процесс восстановления клапанов состоит из следующих этапов:
очистки;
дефектации. С помощью цветной или ультразвуковой дефектоскопии проверяют наличие трещин на тарелке клапана, определяют износ штока клапана и другие дефекты;
механической обработки перед наплавкой;
предварительного нагрева. Во избежание появления трещин и слое наплавки клапан перед пн планкой следует подогревать до /=600° С;
наплавки, режимы которой выбирают в зависимости от способа восстановления кл а и а иа;
5)
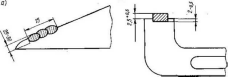
Рис. 93. Восстановление изношенного слоя на тарелке («) и коромысле (о)
контроля тол шины наплавки, кото- 1'Г.н"г осуществляют специальным шаблоном. изготовленным для каждого run л клапана;
механической обработки клапана согласно рабочих чертежей; контроля ОТК: маркировки и консервации.'

Рис. 94. Схема процесса плазменной порошковой наплавки
В настоящее время применяются различные способы восстановления клапанов. Так, например, на Ильичев- ском СРЗ имени 50-летия СССР восстановление клапанов производят наплавкой стеллитом, на Канонерском и Славянском СРЗ — плазменной наплавкой.
В судоремонте применяют стеллиты марок В24. ВЗК н др. Стеллиты, содержащие хром, вольфрам и кобальт, являются традиционными материалами для наплавки клапанов ДВС. Эти сплавы обеспечивают необходимую коррозионную стойкость, износостойкость и твердость. Наплавку клапанов производят вручную и электродуговым способом на постоянном токе прямой полярности. Наиболее перспективным является плазменно-дуговой способ наплавки с использованием электродной проволоки и порошков. Он превосходит все известные способы нанесения твердосплавных покрытий и обеспечивает их хорошее качество. Порошки, применяемые для наплавки клапанов, должны обладать хорошей сыпучестью, размер (ранул не должен превышать 30 - 150 кмк.
Оптимальными свойствами обладают сплавы ПГ-ХН80СР2. СНГН, ПГ-СР2М. Это самофлюсующиеся сплавы на основе никеля и хрома, легированные бором и кремнием. У них высокая твердость (56—70 HRC), обеспечивающая получение биметаллических соединений с хорошими физико-механическими свойствами, высокой коррозионной стойкостью, а также большой сопротивляемостью ударным нагрузкам.
Специалисты Канонерского СРЗ и ЛВИМУ разработали технологию восстановления клапанов методом плазменной наплавки хромоникелевыми морошками на специально изготовленном оборудовании. Для наплавки клапанов применяют отечественный самофлюсуюшийся порошок марки ПГ-
С.Р2М, фракцией 200—600 мкм, с химическим составом (%): С 0,4; В—2,8;
(’г 14,3; Si 1,8; F —5; Ni основа.
Схематически процесс плазменной наплавки порошками при постоянном токе прямой полярности представлен на рис. 94.
Специализированная установка для плазменной наплавки клапанов состоит из следующих основных узлов: источника питания 2 типа ВДУ-504 со встроенным блоком управления; плазматрона для наилавки порошками; ллтятеля порошкового; манипулятора для вращения деталей; выносного пульта дистанционного управления; газового блока. В качестве плазмо- образуйШего, защитного и транспортирующего газов применяется аргон. Наплавка происходит по следующей технологии:
клапан, предварительно проточенный под наплавку, устанавливают на манипулятор;
приводят манипулятор во вращение:
нагревают клапан (до 600^650° С) газовой горелкой (клапаны, имеющие диаметр тарелки (50 мм и меньше, допускается подогревать дугой плазматропа);
подают в систему охлаждения воду и включают газ;
плазмагреш. охлаждаемый протонной водой, подеодят к наплавляемой поверхности, так, чтобы плазменная струя была направлена перпендикулярно (перпендикулярность обеспечивается поворотом стола манипулятора);
возбуждается дежурная дуга, горящая между электродом 1 и соплом 3 плазматрона, затем возбуждается основная дуга 4, горящая между электродом / — и изделием 5, и подается порошок 6 из питателя в плазматрон. Начинается процесс наплавки. В конце наплавки плавно снижают ток, затем выключают источник питания, отключают питатель с транспортирующим газом, выключают манипулятор.
Режим наплавка клапана ЛВС 0 342 мм .
ТЕХНОЛОГИЯ 1
ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ МАШИН, МЕХАНИЗМОВ И КОНСТРУКЦИЙ 19
<з* = Рл1{я.О,Ь), 28
4Р« 28
РАЗБОРКА МАШИН, МЕХАНИЗМОВ И КОНСТРУКЦИИ. ИЗМЕРЕНИЯ ПЕРЕД РЕМОНТОМ 44
к-Ь *-(!)'• 45
6=(а + 6)/2. 47
6=(а + 6)/2. 47
9=(с — d)/D, 48
bx+R-bb^fo + R + tb. 47
<pr= [(t)i + fi) — (t)2-f r2) | /(20). 47
ill 67
кя 88
S) 111
1.-,п 152
. ,,, г~г~ 162
после наплавки клапан снимают с манипулятора и помещают
э порошок из теплоизоляционного материала;
клапан поступает на механическую обработку;
исследуют процесс формирования биметаллического соединения, структуры, химического состава наплавленного металла и зоны сплавления, а также механические свойства наплавленных образцов при испытании на растяжение, срез, ударную вязкость и твердость;
(0) контрольная операция—осмотр.
Твердость металла наплавки 39—40 HRC.
Опыт эксплуатации восстановленных клапанов плазменным методом весьма перспективен и заслуживает шрокого распространения.
Известен способ наплавки клапанов ДВС намораживанием. Для этого применяют установки ОБ-1Ш8М и ОБ-1316, которые имеют автоматизированный технологический процесс наплавки. В Институте электросварки имени Е. О. Патона разработаны станки-автоматы ОБ-Ю99М и OD-I1DOM, предназначенные для наплавки клапанов. При серийном изготовлении новых или при организации участка но восстановлению наплавкой изношенных клапанов применение станков-автоматов может быть весьма эффективным.
В настоящее время на Ильичевском СРЗ имени 50-летия СССР восстанавливается до 150 мани нов н гоя. В перспективе ээноя может восстанавливать до 500 клапанов в год. В соответствии с Координационным кланом работ по восстановлению деталей судового оборудования предусмотрено обеспечить разработку технологических заданий, проектирование и создание специализированных участков восстановления клапанов на других СРЗ.