

§63. Электрохимическая защита корпуса судна
На подводной части корпуса судна электрохимическую защиту применяют только в сочетании с лакокрасочными покрытиями.
Протекторная защита замедляет или прекращает процесс коррозии. К защищаемому металлу присоединяют другой металл с более высоким отрицательным потенциалом. В образованной гальванической паре будет растворяться протектор — анод; катод, т. е. защищаемый металл не разрушается. Протекторы изготавливают из цинка, сплавов па основе цинка, алюминия, магния.
При защите подачей постоянного тока защищаемую конструкцию присоединяют к выводу «минус»; вывод «плюс» — к специальному аноду, обладающему стойкостью к действию анодного тока
На защищаемой поверхности, погруженной в электролит конструкции, образуются участки, в которых электрический ток течет от анода через электролит к катодным участкам и анодные участки разрушаются. Этот вид электрохимической защиты называют катодной защитой.
Протекторную защиту выполняют в виде местной или общей защиты. Назначение местной защиты — уменьшение или прекращение коррозии отдельных участков корпуса, например, кормового подзора, винтов, рулей, района донной арматуры и др.; при общей защите предполагается защита всей подводной пасти корпуса при нахождении судна в полном грузу.
На морских судах применяют местную протекторную защиту кормовой части корпуса, руля, гребного винта. При изготовлении гребных винтов из цветных сплавов и нержавеющих сталей протекторная защита создает условия нейтрализации вредного воздействия гальванической пары винт -корпус в присутствии электролита (морской воды).
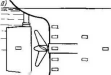
В районе гребного винта при местной защите протекторы устанавливают равномерно и относительно часто (рис. 74,о); на пере руля ставят но одному протектору с каждой стороны.

Рис. 74. Расположение протекторов при местной (в корме) и общей пашите судна
if)
T*

rm-T-i
Для установки протектора к наружной обшивке судна приваривают специальную арматуру. До постановки протектора одну его сторону, обращенную к корпусу, а также обшивку под протектором и на расстоянии
м вокруг покрывают 6— 10 слоями этиленовой краски ЭКЖС-40.
При общей протекторной защите {рис. 74, б) протекторы ставят группами в районе скулового пояса вдоль корпуса судна, в кормовой (не ближе
м к винту) и носовой (не ближе 20 м к носу) частях, приблизительно па уровне гребного вала. Расстояние между группами протекторов не более 15-20 м.
Балластируемые танки на сухогрузных судах защищают цементированием и окрашиванием, иногда может быть применена протекторная защита. В танках, постоянно заполненных пресной водой, ставить протектор не рекомендуется. Возможна протекторная защита балластируемых танков нефтеналивных судов. Материал протекторов — только цинковые сплавы, алюминиевые, и особенно магниевые, недопустимы, так как при их отрыве и ударе может возникнуть искра.
Тип. размеры, количество протекторов, их расположение по корпусу предусматривается проектной документацией, разрабатываемой в соответствии со специальными инструкционными материалами.