

§ 35. Демонтаж гребных валов, выпрессовка дейдвудных втулок, снятие сектора румпеля с 6аллера
Демонтаж гребных валов. Выемка гребных валой является трудоемкой и сложной работой, так как приходится извлекать из дейдвуда и перемещать детали значительных массы и размеров.
Кроме того, эГу работу выполняют в неудобных условиях, в стесненных помещениях. В зависимости от конструктивных особенностей корпуса судна, размеров и массы гребных валов, их демонтаж осуществляют по-разному. Общим для любого случая является необходимость смещать и убирать в сторону один или два промежуточных вала для гребных валов, имеющих фланцевое соединение с промежуточными (в зависимости от длины вала), а также вынимать в корму через дейдвудную трубу гребные валы большой длины, имеющие муфтовое соединение гребного и промежуточного валов.
Гребные валы извлекают по. монорельсу либо рельсовому пути на тележках с помощью талей.
При ремонте судов иногда для выемки гребного вала приходится вырезать части обшивки корпуса или палубного настила вместе с набором, которые после выполнения ремонтных работ восстанавливают.
Выпрессовка дейдвудных втулок. Для выпрессовки часто требуется приложить значительные усилия. Например, дейдвудные втулки судов типа «Казбек» выпрессовывают, как правило, при усилиях 700 кН. Это, казалось бы, противоречит тому обстоятельству, что сопряжение дейдвудных труб со втулками выполняется по посадкеН9/к9 не требующей усилия для запрессовки и выпрессовки. Однако в действительности из-за неровности поверхности и неточности формы, а также отсутствия зазора при посадке, если посадочное место трубы выполнено по нижнему допуску, а втулки — по верхнему, приходится затрачивать усилие для запрессовки и выпрессовки дейдвудных втулок.
При выпрессовке втулок усилия должны быть увеличены еще из-за «прикипания», чему способствует коррозия дейдвудной трубы вследствие проникновения морской воды к месту сопряжения ' ее со втулкой при значительной . нагрузке и вибрации кормовой
части корпуса судна во время эксплуатации. Следует также учитывать, что на усилие выпрессовки влияет температура окружающей среды.
Определить усилие, необходимое для выпрессовки втулок, с учетом, сказанного не представляется возможным. Ориентировочно рекомен-’ дуется определять усилие, удерживающее втулку {усилие выпрессовки, соответствующее, посадкам М9/к9иН9/г9.Усилия выпрессовки, соответствующие этим посадкам, могут достичь в исключительных случаях 1500 кН.
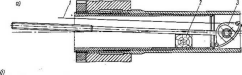
Одно из приспособлений для выпрессовки дейдвудных втулок состоит '', из захвата 3,тяги 7, опорного стакана6,. гидравли
ческого Домкрата 5{рис. 42).
После удаления гребного вала и свинчивания гайки крепления дейдвудной. втулки тягу, собранную с захватом, вводят во втулку, где она опирается на деревянный брус 2 (рис. 42,а). Затем с помощью троса / разворачивают' захват и, подтянув тягу, подводят его под торец выпрессовываемой втулки (рис. 42,6).
В отверстия для шпилек . на .торце дейдвудной трубы ввертывают шесть шпилек, установив на -них и закрепив стакан6.На
Put.
‘42. Приспособление
для выпрессовки дейдвудных втулок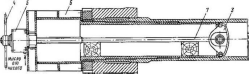
стакане устанавливают и закрепляют домкрат. На резьбовую часть тяги навертывают гайку 4до упора в плунжер домкрата. Соединяют домкрат с масляным насосом. Создав усилие домкратом, сдвигают с места дейдвудную втулку и извлекают ее из дейдвудной трубы.
Применяются и другие приспособления для выпрессовки дейд- иудпых втулок, однако принципиально они мало отличаются от приведенного. Могут быть иной конструкции захваты, по другому решается способ приложения усилия.
Снятие сектора румпеля с баллера. Снятие румпеля, рулевого сектора или сектора ручного привода с головки баллера является
трудоемкой
операцией и производится при помощи
специального приспособления {рис.
43,а).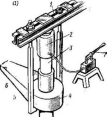
Приспособление состоит из балки, представляющей собой соединенные
Рис.
43. Снятие румпеля с баллера руля
77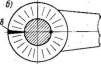
шнеллеры I,гидравлического домкрата2,двух тяг 5, ручного насоса 7. Тяги захватывают головку4румпеля и под действием усилия, развиваемого домкрата, стягивают румпель6с баллера3.Для ослабления посадки и снятия румпеля следует газовыми горелками равномерно и интенсивно нагреть его головку. Домкрат и головку баллера при нагреве изолируют листовым асбестом, смоченным водой во избежание нагрева. Перед нагревом следует создать домкратом предварительное усилие 800—1000 кН в зависимости от натяга и размеров баллера. При сдвиге румпеля нагрев прекращают и в цилиндр домкрата подают рабочую жидкость.
Если невозможно снять румпель даже при нагреве, то в качестве крайней меры разрезают головку румпеля (# — место разреза) газорезкой (рис. 43,6). В этом случае возникают дополнительные затраты, связанные с восстановлением румпеля.