

Оперативный план техника-оператора комплекса пп
Оперативный план является наглядной формой учета распределения заданий среди слесарей-комплектовщиков, их загрузки в течение смены, а также контроля сроков выполнения заданий на доставку запасных частей и материалов.
Оперативный план участка комплектации представляет собой планшет, выполненный на листе фанеры, металла или пластика (рис. 21.7). Планшет разделен на горизонтальные секции, каждая из которых отведена для определенного слесаря-комплектовщика.
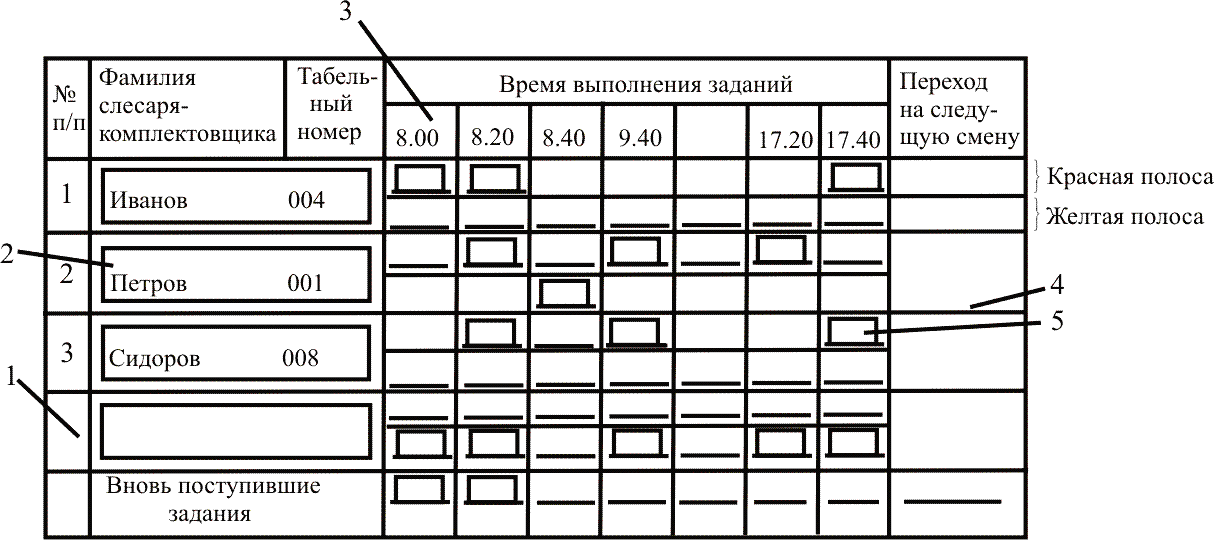
Рис. 21.7. Оперативный план участка комплектации: 1- планшет; 2 – навесная бирка; 3 – навесная линейка времени; 4 – ячейка (карман); 5 – карточка с заданием
Секции разделены на две полосы, окрашенные в разные цвета. С левой стороны секции навешивают специальные бирки с фамилиями и табельными номерами слесарей-комплектовщиков. Бирки заменяют в конце смены при работе двух бригад слесарей-комплектовщиков или при изменении состава бригады.
Если участок комплектации работает в несколько смен, время контроля выполнения заданий по каждой смене должно быть написано на линейке, которую навешивают на планшет и заменяют на другую в конце смены или переворачивают, если линейка двухсторонняя.
Оперативный план ведет в течение смены техник-оператор комплекса ПП на основании информации, поступающей от диспетчера ЦУП, слесарей-комплектовщиков и из производственных комплексов. При поступлении из центра управления заданий на доставку он заполняет карточку и вставляет ее в ячейку секции «Вновь поступившие задания», соответствующую сроку выполнения, указанному в карточке.
Поступившие задания распределяют между слесарями-комплектовщиками в зависимости от их загрузки. При этом карточку переставляют по вертикали из ячейки секции «Вновь поступившие задания» в ячейку напротив фамилии определенного слесаря-комплектовщика.
После передачи слесарю-комплектовщику команды на доставку ДУА (по линии связи или при непосредственном контакте) карточку переставляют из желтой ячейки в красную (в одной ячейке может находиться несколько карточек). При изменении срока выполнения задания (по согласованию с ЦУП) карточку переставляют по горизонтали в ячейку, соответствующую вновь установленному сроку (при этом в карточке делают отметку об изменении срока).
После доклада слесаря-комплектовщика о выполнении задания техник-оператор фиксирует в карточке фактическое время выполнения задания и вкладывает карточку на прежнее место обратной стороной, что дает возможность осуществить наглядный контроль за ходом выполнения заданий слесарями-комплектовщиками.
По окончании смены по данным оперативного плана анализируют результаты работы за смену:
уточняют количество заданий, выполненных каждым слесарем-комплектовщиком и бригадой в целом;
фиксируют отклонения от сроков выполнения заданий;
проверяют правильность распределения заданий по времени в течение смены.
Асу производством в сервисных предприятиях
Предпосылки создания автоматизированной системы управления производством (цель внедрения, схема функционирования асу, схема управления производственным процессом)
Автоматизированной системой управленияназывается человеко-машинная система, в которой за счет применения современных технических средств удается значительно повысить эффективность процесса сбора, обработки информации и принятия управленческих решений.
Являясь принципиально более высокой ступенью организации управления, АСУП требует и более высокого, чем существующий уровень организации производства. При этом содержание процесса управления остается неизменным.
С усложнением производства объем информации, которую должен «переработать» руководитель, становится настолько большим, что он физически не в состоянии это сделать, поэтому принимаемые решения часто оказываются далеко не лучшими. Как было установлено ранее, в общем виде технология управления любой производственно-экономической системой включает три этапа (блока):
– сбор и подготовка информации о состоянии объекта управления;
– переработку полученной информации с целью принятия управленческих решений;
– организацию функционирования системы управления.
Основная цель внедрения АСУП состоит в повышении эффективности управления путем автоматизации первых двух элементов процесса управления. Однако эта цель никогда не будет достигнута, если упустить из виду третий элемент процесса управления – организацию функционирования, т.е. создание таких условий на производстве, при которых будет собираться нужная для принятия решения информация, а принятые управленческие решения будут фактически выполняться.
Но принимать какие-либо решения непосредственно на основе всей этой массы первичной информации невозможно. Поэтому необходимы операции обработки первичной информации (т.е. укрупненного описания ее в виде набора показателей, характеризующих фактическое состояние производства) и анализа (т.е. выяснения, по каким показателям имеется отставание от намеченного графика и по каким причинам). По результатам обработки и анализа информации можно уже принимать управленческие решения. Такая обратная связь называетсяинформационной.
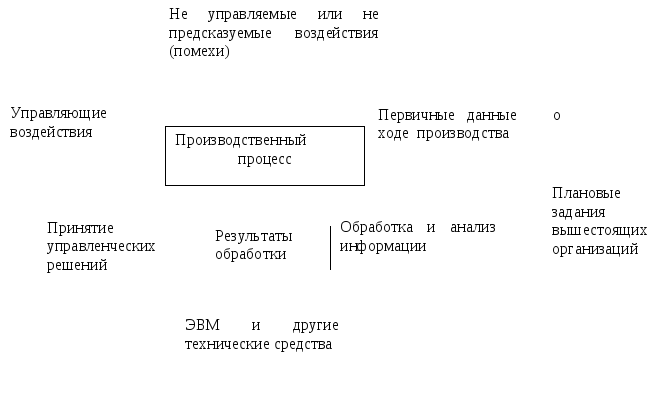
Рис. 22.1. Схема управления производственным процессом с помощью ЭВМ
Из сказанного следует, что для реализации информационной обратной связи нужны два блока: обработка и анализ информации и принятие управленческих решений. Обработку и анализ информации можно организовать с помощью технических средств АСУП. Вспомним, что цель обработки информации - формирование из массы первичных данных небольшого набора производственных и финансовых показателей. Это делается с помощью простых арифметических операций суммирования, умножения на коэффициенты и т.п. Что касается анализа информации, то, как мы говорили, суть его состоит в сравнении фактических показателей с запланированными. Все эти операции быстро и легко могут выполнить современные ЭВМ. Таким образом, реализация блока «Обработка и анализ информации» не представляет каких-либо принципиальных трудностей.
Что же касается блока «Принятие управленческих решений», то здесь вопрос использования технических средств оказывается значительно более сложным.
Если провести аналогию между системами управления производственно-экономическими и технологическими объектами, то блок «принятие решений» играет роль «усилителя», преобразующего отклонения выходных величин от требуемых значений в управляющие воздействия.
В процессе принятия решений можно выделить следующие элементы:
– формулировка цели и критериев оценки решения;
– формирование множества вариантов;
– оценка вариантов по критериям;
– выбор наилучшего варианта.
Трудности автоматизации процесса принятия решений обусловлены:
– творческим характером элементов «Формулировка цели и
– критериев» и «Формирование множества вариантов»;
– качественным характером критериев - не все можно охарактеризовать числом, например, принятие решения о выборе кандидата на руководящую должность - такие решения не принимаются на основе одних лишь анкетных данных;
– несравнимостью критериев, например, как сравнить два варианта в случае, когда по некоторым критериям лучше первый, а по другим - второй.
Тем не менее, несмотря на эти трудности, ЭВМ начинает все шире использоваться при принятии решений. Дело в том, что существует большой класс управленческих задач, где критерий один и может выражаться числом, а число возможных вариантов чрезвычайно велико. К этому классу задач относятся различные задачи планирования и оперативного управления.
Требование эффективности регулятора в этой схеме означает, что управленческие решения должны быть правильными и своевременными. Оказывается, что при управлении большими производственно-экономическими системами возможностей человека недостаточно для удовлетворения этих требований.
Во-первых, поиск наилучшего (оптимального) управленческого решения требует часто просмотра огромного числа возможных вариантов и сложных расчетов. Соответствующий объем работы намного превышает возможности самого одаренного руководителя.
Во-вторых, ручная обработка и анализ первичной информации, в силу огромного ее количества, занимает непомерно много времени. Поэтому и решения будут приниматься с большим опозданием и могут оказаться несвоевременными.
Вот почему и возникла идея использовать для обработки информации мощные современные технические средства (в частности, ЭВМ), т.е. автоматизировать управленческие операции. На этой основе стали создаваться автоматизированные системы управления производством (АСУП).
Система управления с использованием ЭВМ призвана разрешить основные противоречия между традиционными методами обработки информации и растущими потребностями в ее преобразовании, усилить роль экономических методов в управлении. При этом основная цель производственно – хозяйственной деятельности предприятий остается неизменной.