

3.4. Особливості мінімально-уривчастої системи організації виробничого процесу в часі
Поряд із розглянутими системами організації виробничих процесів на деяких виробництвах електротехнічної промисловості, головно у дослідному та одиничному виробництві електромашинобудування, використовують мінімально-уривчасту систему. Оскільки досвід використання цієї системи може бути корисним також в інших галузях, розглянемо її особливості [44, 66].
Зауважимо, що перед тим, як розглядати й вирішувати доцільність використання мінімально-уривчастої системи організації виробничого процесу в часі, потрібно провести закріплення операцій технологічного процесу за робочими місцями на кожній дільниці виробничого процесу.
Так, у нашому прикладі це можливо зробити таким способом (як один із можливих варіантів):
|
Операції |
1 |
2 |
3 |
4 |
5 |
6 |
7 | |
|
t, хв. |
2 |
6 |
1 |
6 |
4 |
1 |
3 | |
|
Закріплення за робочим місцем |
1 |
2 |
3 |
5 |
1 |
4 |
5 | |
|
|
| |||||||
|
Сумарна тривалість операцій t„ хв |
2 |
6 |
6 |
6 |
3 | |||
Як бачимо, операція 4 розбита на дві міні-операції, підоперації першу її частину виконують на третьому робочому місці після третьої операції, яка закріплена за тим самим робочим місцем. Другу частину четвертої операції й п'яту та шосту операції виконують на четвертому робочому місці. Такі дії доцільно проводити в будь-якому разі.
Використання цієї системи забезпечує виготовлення першого екземпляра деталі в найкоротший строк, а виготовлення всієї кількості деталей партії - із найкоротшими перервами (рис. 3.14).
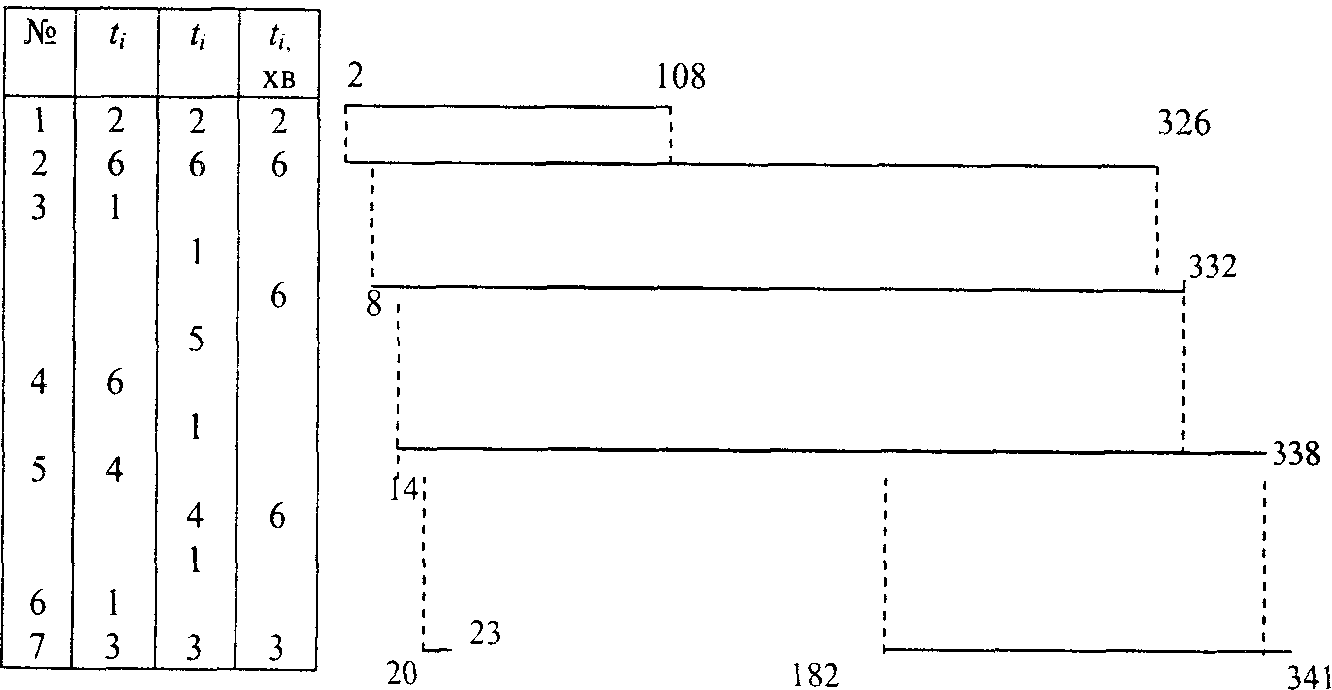
Рис. 3.14. Графік мінімально-уривчастої системи руху предметів праці (апар- 0,725, п = 54 шт., р = 1 шт.)
Мінімально-уривчаста система має змішану форму. В ній є елементи паралельної (обробка першого виробу, першої передаточної партії та виробів на короткотривалих операціях), а також послідовно-паралельної організації виробничого процесу.
Суть цієї системи виробничого процесу:
перший екземпляр виробу (першу партію) виготовляють за паралельною схемою, тобто тривалість її виготовлення найменша з можливих;
тривалі операції здійснюються безперервно;
другі та наступні вироби, що вимагають відносно короткотривалих операцій, проводять через ці операції з таким розрахунком, щоб їхнє надходження на більш довготривалі операції не затримало початок обробки кожної наступної партії (виробу) на наступній операції;
перерви виникають лише на коротких операціях. На противагу паралельній організації ці перерви будуть концентрованими, тому їх можна використати для здійснення робіт над виробами інших позицій. Зазвичай на партію виробів може бути 2-3 перерви;
пролежування виробів спостерігається меншою мірою, ніж при послідовно-паралельній системі.
Порівняно з паралельно-послідовним рухом (рис. 3.15) цикл відрізняється характером руху на останній операції, де й з'явилася одна перерва.

Рис. 3.15. Графік паралельно-послідовного руху предметів праці з 5 робочими місцями (атр = 0,725, п=54 шт., р = 6 шт.)
Як бачимо, тривалість технологічного циклу мінімально-уривчастої системи відповідає тривалості при паралельному русі предметів праці, але кількість перерв зменшена до однієї, більш концентрованої, ніж при паралельному русі.
![]()
(При суто паралельному русі Г =53((6-2)+(6-3)) = 53-7 = 371 хв. при кількості перерв 106).
Найбільший ефект мінімально-уривчаста система дасть тоді, коли найтриваліші операції здійснюватимуться у кінці процесу. У нашому прикладі, якщо головні операції з /,ол = 6 хв будуть останні, а друга операція з ?7 = 3 хв, то час перерв дорівнюватиме нулю проти 159 хв (рис. 3.16). "
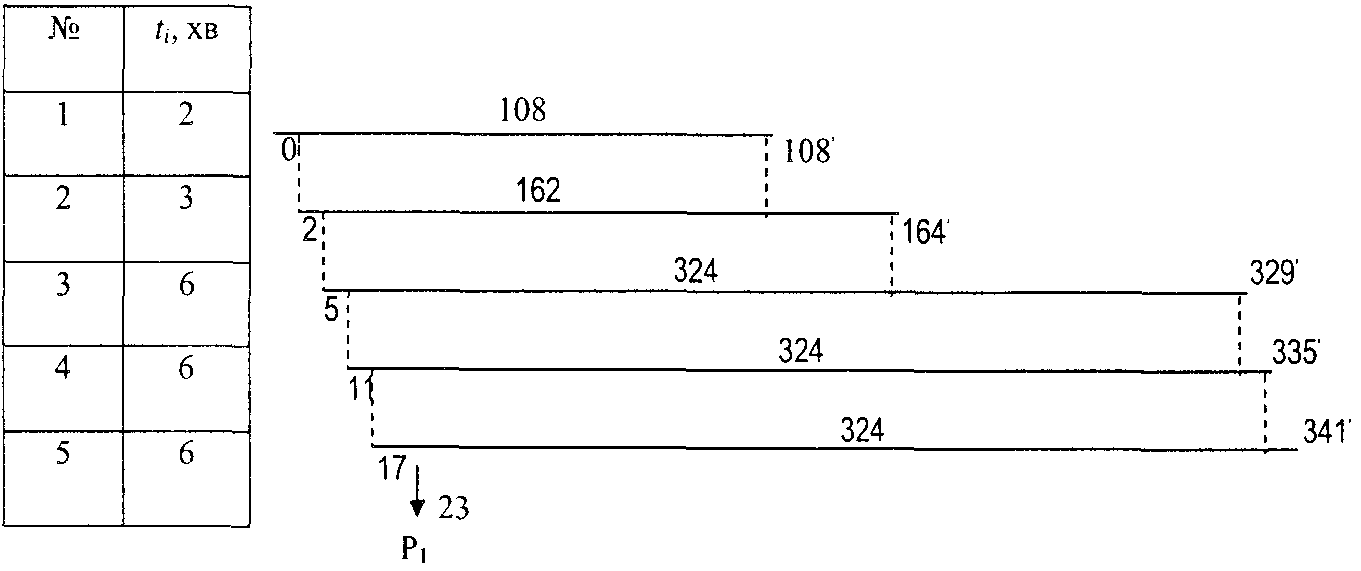
Рис. 3.16. Мінімально-уривчаста система організації при розміщенні довготривалих операцій у кінці циклу (п = 54 шт., р =1 шт.)