

1.3.Види з’єднань
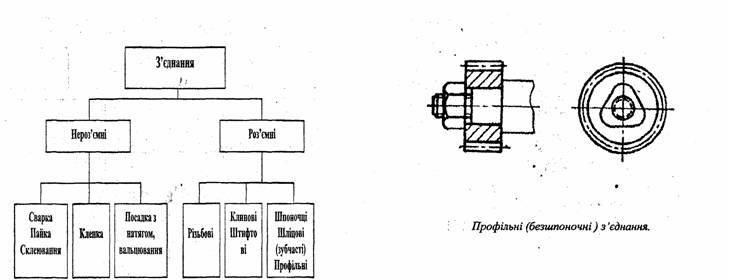
Нероз'ємні — це з'єднання, які не дозволяють розібрати конструкцію без руйнування з'єднуючих деталей. Нероз'ємні з'єднання можна здійснити механічними способами і силами фізико - хімічного закріплення.
Профільні (безшпоночні) з'єднання.
Ці з'єднання використовують для скріплення рукояток на кінцях валів, для скріплення привідного валу з валом зміщеного механізму.
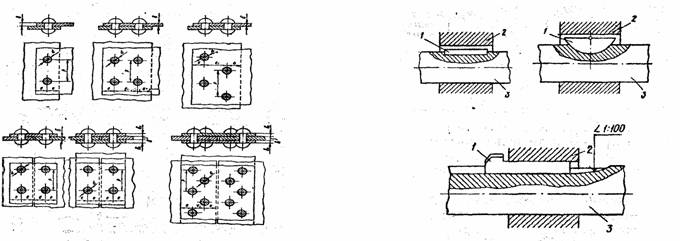
Види заклепочних швів Шпоночні з 'єднання.
З'єднання деталей машини чи спорудження, яке здійснюється групою заклепок називаєтьсязаклепочним швом, які за призначенням діляться на стійкі та стійкоплавкі. Заклепочні з'єднання в значній мірі витіснені зварними, так як мають ряд недоліків, велику трудоємність виготовлення і високу вартість. Роз'ємні з'єднання - це з'єднання, при яких вузли можна розібрати без руйнування роз'єднуючих деталей. Різьбові з'єднання здійснюються закріплюючими деталями, які мають різьбу. Шпоночні з'єднання. Шпонки служать для передачі руху від валу до встановлених на ньому деталей і навпаки. Розрізняють ненапружені і напружені шпоночні з'єднання. Ненапружені шпоночні з'єднання здійснюються за допомогою призматичних і сегментованих шпонок, Завдяки простоті і надійності конструкцій, зручності збирання і розбирання вузла, низькій вартості шпоночні з'єднання отримали широке використання.
|

Цільові (зубчасті) з’єднання Види зварних швів
Цільові (зубчасті) з'єднання.
Бувають нерухомі і рухомі. Такі з'єднання використовуються в якості нерухомих при передачі великих обертаючих моментів.
Види зварних швів.
Зварка — з'єднання деталей за рахунок сил молекулярного закріплення шляхом місцевого їх нагріву до розплавленого стану.
В залежності від використаного для нагріву джерела енергії розрізняють:
- хімічну;
- хіміко - механічну;
- електрохімічну;
- електромеханічну;
- електричну зварку.
Із сучасних методів використовують зварку ультразвуку і
електро — променеву. Зварка має багато переваг, головні з яких - економія металу і
менша трудоємність виконання.
Пайка — процес з'єднання металевих деталей, порівняно легкоплавких металів — припаюванням.
Склеювання — з'єднання матеріалів за допомогою розчинів, які
називаються клеями.
|
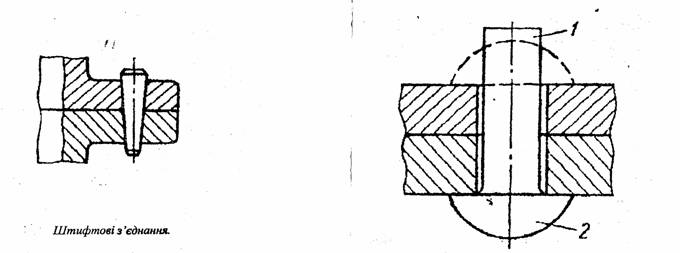
Штифти — використовують в якості встановлюючого елемента, який визначає взаємне розміщення деталей, які доторкаються, а також для кріплення деталей машин, які передають невеликі навантаження. Штифти бувають циліндричні, конічні і конічно—розвідні. Основні їх конструкції стандартизовані.
Заклепочні з'єднання використовуються для з'єднання листків, полос, прокатних профілів і т.д. Основний елемент заклепочного з'єднання -заклепка, яка складається з стержня і заклад очної голівки. Клепкою називається процес утворення замикаючої головки (стержень заклепки вставляють в заздалегідь підготовлений отвір з'єднуючої деталі, після чого із виступаючого кінця заклепки формують другу).
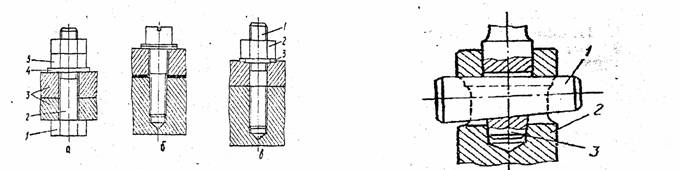
Кріпильні деталі різьбових з'єднань. Клинові з’єднання.
Болт - представляє собою стержень з різьбою для гайки на одному кінці і головкою на другому.
Гвинт — відрізняється від болта тим, що його різьбова частина вкручується в одну із з'єднуючих деталей.
Шпилька - представляє собою стержень з різьбою на обох кінцях. Гайка — має отвір для накручування на різьбовий кінець болта і шпильки.
Клинові з'єднання.
Використовуються для деталей, які потребують швидкого збирання і розбирання. Їх використання обмежене, так як вони мають ряд недоліків, основним з яких є не технологічність конструкції, ослаблення основних деталей прорізами для встановлення клину.
РОЗДІЛ ІІ. МЕХАНІЧНЕ ОБЛАДНАННЯ