

3. Слиток кипящей стали
Кипящая сталь раскислена одним марганцем, т.е. неполностью, и содержит некоторое количество растворенного кислорода. Поэтому во время разливки и после ее окончания сталь в изложнице "кипит", т.е. происходит окисление углерода по реакции [С] + [О] = СО с выделением пузырей СО.
Окисление углерода и образование пузырей СО происходит на поверхности формирующихся при затвердевании стали кристаллов (на поверхности раздела твердой и жидкой фаз). Значительная часть пузырей СО, выделяющихся при кипении, остается в слитке. В дальнейшем они завариваются при прокатке.
509
Для уменьшения неоднородности состава готовой стали кипение вскоре после наполнения изложницы прекращают, накрывая слиток массивной металлической крышкой (механическое закупоривание) или раскисляя металл в верхней части изложницы алюминием (химическое закупоривание).
В слитках кипящей стали не образуется концентрированной усадочной раковины. Усадка здесь рассредоточена по многочисленным газовым полостям. Форма слитка кипящей стали отличается от формы слитка спокойной стали. Поскольку в слитке отсутствует усадочная раковина нет необходимости применять изложницы, расширяющиеся кверху. Кипящую сталь разливают в сквозные изложницы, расширяющиеся книзу. Это упрощает процесс раздевания слитков – изложницу просто тянут вверх, стягивая со слитка.
Механически закупоренный слиток кипящей стали, ~так же как и слиток спокойной стали, имеет снаружи корку из мелких равноосных кристаллов, далее зону столбчатых кристаллов и в середине крупные неориентированные кристаллы. Наряду с этим слиток характеризуется расположением газовых пузырей (пузырей СО) в определенном порядке. На продольном темплете слитка можно отметить следующие зоны (рис. 153, а): наружную корку 1 без пузырей; зону 2 продолговатых сотовых пузырей; промежуточную плотную зону 3\ зону 4 вторичных округлых пузырей; плотную среднюю зону 5 со скоплением пузырей в ее верхней части.
Наружная мелкокристаллическая корка толщиной в разных
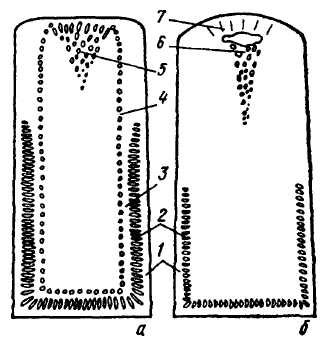
Рис 153 Строение слитка кипящей стали
а – механически закупоренного, б – химически закупоренного, 1 – плотная наружная корочка, 2 – зона сотовых пузырей, 3 – промежуточная плотная зона, 4 – зона вторичных пузырей, 5 – скопление пузырей СО, 6 – скопление пузырей и усадочных пустот, 7 – мост плотного металла
510
металла. В этот момент высота вышележащего слоя поднимающегося в изложнице металла и создаваемое им ферростати-ческое давление малы, поэтому при достаточной окислен-ности стали легко и в большом количестве образуются пузыри СО. Всплывание даже части из них создает поток, увлекающий те пузыри, которые застревают между осями растущих кристаллов; отрыву и всплыванию пузырей способствует то, что благодаря малым размерам кристаллов поверхность фронта кристаллизации является сравнительно гладкой. Таким образом формируется слой металла, не содержащий пузырей.
Затем вместе с ростом столбчатых кристаллов образуется зона вытянутых сотовых пузырей. Начало их формирования (более раннее или позднее) зависит от интенсивности кипения и определяющих ее факторов – окисленности жидкой стали и скорости разливки. Чем меньше в металле растворенного кислорода и чем быстрее из-за высокой скорости разливки нарастает ферростатическое давление вышележащих слоев металла, тем хуже условия зарождения пузырей СО и тем меньше их образуется. При значительном уменьшении числа выделяющихся пузырей (уменьшении интенсивности кипения) не будет мощного потока всплывания СО, увлекающего все пузыри, и часть их будет оставаться в месте зарождения между кристаллами, причем тем раньше, чем меньше интенсивность кипения; беспузыристая корка при этом будет все тоньше. Каждый из оставшихся пузырей по мере дальнейшего выделения СО увеличивается лишь в продольном направлении, поскольку росту в поперечном направлении препятствуют начинающие расти столбчатые кристаллы – идет быстрый рост (врастание в жидкий металл) их главных, параллельно расположенных осей. Поэтому пузыри приобретают вытянутую форму, их длина достигает 70–100 мм. Прекращение роста сотовых пузырей и образование зоны 3 плотного металла объясняют следующим образом. После сформирования зоны сотовых пузырей, теплопроводность которой из-за большого количества газовых полостей очень мала, скорость теплоот-вода сильно снижается и поэтому прекращается быстрый, опережающий рост главных осей столбчатых кристаллов, и фронт кристаллизации выравнивается. Поэтому образующиеся газы вымываются с более ровного фронта кристаллизации и формируется плотная промежуточная зона, состоящая из неориентированных кристаллов небольших размеров.
511
Появление цепочки вторичных округлых пузырей связано с накрыванием слитка крышкой. После опускания в изложницу крышки (замораживания его верха) кипение прекращается, поскольку пузырьки СО не могут образовываться, так как при выделении им приходилось бы преодолевать громадное давление внутри закупоренного слитка. Вследствие прекращения циркуляции формировавшиеся в момент закупоривания пузыри фиксируются на границе затвердевания, образуя цепочку вторичных пузырей, равноудаленных от стенок изложницы (если крышку накрывают рано, в период роста сотовых пузырей, то после закупоривания прекращается их рост; вторичные пузыри образуются рядом с сотовыми, а зона плотного металла между сотовыми и вторичными пузырями в слитке отсутствует).
Затвердевание центральной части слитка идет без заметного газовыделения и циркуляции металла. Лишь в результате усадки кристаллизующейся стали давление внутри слитка немного снижается и создаются условия для образования отдельных пузырей. Скопление их в верхней части слитка обусловлено повышением содержания здесь кислорода и углерода, вследствие ликвации, а также всплыванием пузырей снизу. Это скопление пузырей образует головную рыхлость, которая в осевой части слитка может распространяться на глубину до 25 % его высоты.
Следует отметить, что в верхней части слитка сотовых пузырей нет, так как они вымываются потоком газа, поднимающегося снизу. Высота зоны сотовых пузырей обычно равна 1/2–2/3 высоты слитка; она возрастает при повышении скорости наполнения изложницы, снижении интенсивности кипения и уменьшении окисленности металла.
Верх слитка с пузырями и скоплением серы и фосфора вследствие их ликвации отрезают при прокатке; величина головной обрези составляет 5–9 % от массы слитка для рядовой стали и достигает 10–13 % для качественной стали.
Химически закупоренный слиток (рис. 153, б) имеет в нижней части зону коротких сотовых пузырей и в верхней – скопление усадочных пустот и пузырей, над которыми, как правило, расположен мост плотного металла. До начала закупоривания и во время разливки сталь в изложнице кипит, формируется наружная беспузыристая корка и начинается рост сотовых пузырей так же, как в слитке при механи-
512
ческом закупоривании. Толщина здоровой корки такая же, как в механически закупоренном слитке и определяется уровнем окисленности стали и скоростью подъема металла в изложнице.
Сразу же или через 1–1,5 мин после окончания наполнения изложницы проводят закупоривание слитка алюминием (иногда ферросилицием). Вводимый алюминий связывает растворенный в стали кислород, поэтому прекращается кипение и рост сотовых пузырей. Сотовые пузыри в слитке получаются недоразвитыми (см. рис. 153, б), их длина тем меньше, чем раньше был введен алюминий.
Расход алюминия на закупоривание выбирают таким, чтобы при дальнейшем затвердевании наблюдалось незначительное газовыделение, которое должно компенсировать усадку стали и предотвращать образование концентрированной усадочной раковины. Пузыри СО образуются в верхней части слитка, поскольку здесь вследствие ликвации повышается концентрация кислорода и углерода. Глубина сужающейся книзу зоны скопления пузырей и усадочных пустот (см. рис. 153, б) может достигать 30–45 % высоты слитка.
При оптимальной раскисленности (оптимальном расходе алюминия на закупоривание) над областью усадочной рыхлости образуется "мост" плотного металла толщиной около 10% высоты слитка. Он изолирует пустоты от атмосферы, благодаря чему последние завариваются при прокатке. Головная обрезь слитка при этом составляет 3,5–6 %.
Показателем оптимальной степени раскисленности является образование выпуклой гладкой поверхности слитка.
При недостаточной раскисленности металла наблюдаются прорывы поверхности слитка пузырями СО. Сплошность верхнего "моста" плотного металла нарушается и возрастает величина головной обрези, так как часть полостей в головной части слитка не заваривается при прокатке из-за окисления их внутренней поверхности.
Если металл перераскислен, то образуется недостаточно изолированная сверху глубокая усадочная раковина со скоплением ликватов и неметаллических включений. Головная обрезь при этом сильно возрастает, так как в прокате образуются несплошности в местах скопления ликватов и включений, а также в результате окисления внутренней поверхности раковины.
33-4050 513
Толщина здоровой корки – важный критерий качества слитков кипящей стали. Эта толщина может достигать 40 мм и не должна быть менее 8 мм. Более тонкая корка может окисляться при нагреве слитков перед прокаткой. Сотовые пузыри при этом обнажаются, их поверхность окисляется и поэтому они не завариваются при прокатке В результате на поверхности проката образуются рванины. Здоровая корка формируется во время наполнения изложницы металлом и ее толщина определяется интенсивностью кипения стали в этот период. Как было показано ранее, интенсивность кипения и толщина здоровой корки будут тем больше, чем выше окис-ленность жидкой стали и чем ниже скорость наполнения изложницы металлом. Толщина здоровой корки зависит и от состава стали. Поскольку, как известно, углерод и марганец снижают количество растворенного в стали кислорода (ее окисленность), получение достаточно толстой здоровой корки в сталях с повышенным содержанием этих элементов затруднено. Поэтому кипящие стали обычно содержат не более 0,27% С и 0,60% Мп.
Как показал опыт, окисленность жидкой стали, получаемая при существующих методах выплавки, позволяет разливать кипящую сталь со скоростью, не более 1,0 м/мин; при большей скорости наполнения изложницы толщина здоровой корки получается менее допустимой (<8–10мм)
Если необходимо разливать сталь с большей скоростью, то прибегают к использованию так называемых интенсифика-торов кипения. В изложницу во время разливки вводят порошкообразные смеси, содержащие оксиды железа. Поступающий из интенсификатора в сталь кислород обеспечивает повышение интенсивности кипения и позволяет получать слиток с достаточной толщиной здоровой корки при скоростях разливки до 2,0–2,5 м/мин.
В последние годы начинают применять следующий метод решения "проблемы здоровой корки" – сочетание скоростной разливки с химическим закупориванием. Разливку ведут со скоростью 3–5 м/мин; при этом образование пузырей начинается у поверхности слитка, т.е. здоровая корка не образуется. Благодаря раннему химическому закупориванию размеры пузырей малы и при нагреве под прокатку наружный слой слитка с пузырями окисляется, вследствие чего на поверхности проката рванин не образуется.
514