

§ 13. Внепбчная обработка стали
НА УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ (УНРС)
Внепечная обработка стали на установках непрерывной разливки осуществляется благодаря комплексу мер, основные из которых следующие:
1) увеличение емкости и глубины промежуточного ковша. Промежуточные ковши УНРС, построенные в последние годы, вмещают не менее 50 т металла и имеют глубину ванны 1,0– 1,5 м и более. Крупный ковш позволяет сохранять постоян-
633
ную скорость разливки при смене сталеразливочного ковша без опасения затягивания шлака в кристаллизатор, а также облегчить условия всплывания неметаллических включений;
заливка стали из сталеразливочного ковша в промежу точный производится через удлиненный погружной стакан с поддувом инертного газа. Это исключает контакт струи ме талла с атмосферой;
промежуточный ковш накрывают крышкой и подачей под крышку газа создают над ванной восстановительную или нейтральную атмосферу с тем, чтобы исключить контакт ме талла с атмосферой;
на поверхности металла в промежуточном ковше наво дят присадками флюса шлак, способный абсорбировать всплы вающие включения и препятствовать насыщению металла газа ми из атмосферы;
осуществляют продувку металла аргоном (через порис тые блоки или вставки в днище ковша, подачей газа непо средственно в стакан, через стопор и т.д.)- Задача – обеспечить необходимое перемешивание и движение металла в ковше, дегазировать металл, организовать флотацию неме таллических включений;
обеспечивают регулирование температуры в ковше и постоянную степень нагрева металла в процессе непрерывной разливки. Снижение температуры металла осуществляется продувкой аргоном или подачей металлической дроби, повы шение – с помощью плазменных горелок, опускаемых через крышку ковша или устройства типа канального индуктора (рис. 208);
в промежуточных ковшах устанавливают перегородки и пороги, обеспечивающие лучшее рафинирование металла от включений. Устройство в перегородках мельчайших отверстий (400–1700 мкм) обеспечивает при прохождении через них ме талла фильтрацию содержащихся в нем включений (рис. 209). При этом жидкий металл контактирует с твердыми поверхнос тями перегородок и фильтров. Условия выделения включений существенно меняются, так как появляется готовая поверх ность раздела фаз.
Естественно, что качеству огнеупоров, из которых изготавливают перегородки, пороги и фильтры, предъявляются очень высокие требования. Однако затраты компенсируются повышением качества металла: флотация и фильтрация обес-
634
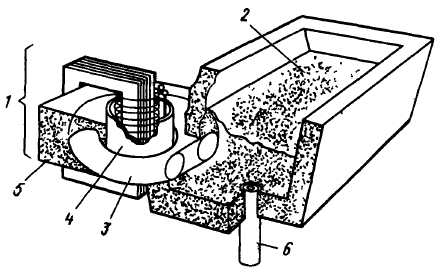
1 – индуктор, 2 – жидкая сталь; 3 – канал; 4 – охлаждаемая рубашка, 5 – огнеупоры; 6 – разливочный стакан
/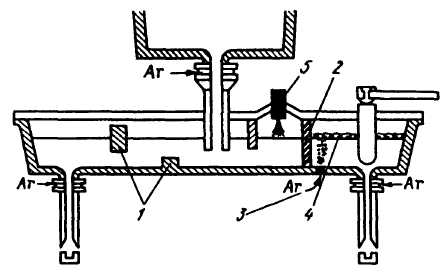 – пороги и перегородки, 2 – фильтры; 3
– продувка
аргоном; 4 –
наведение синтетического шлака; 5 –
горелки для подогрева
– пороги и перегородки, 2 – фильтры; 3
– продувка
аргоном; 4 –
наведение синтетического шлака; 5 –
горелки для подогрева
печивают заметное снижение содержания включений (при прохождении металла через керамические фильтры отмечается также снижение концентрации примесей цветных металлов), продувка инертным газом – дегазацию металла и увеличение поверхности контакта металла со шлаком. Последнее облегчает проведение дополнительной десульфурации стали в результате воздействия синтетического высокоосновного шлака, наведенного в промежуточном ковше. Специально организованное движение (перемешивание) металла позволяет проводить в промежуточном ковше дополнительные операции, связанные с вводом раскислителей и легирующих добавок.