

2. Унрс без скольжения слитка в кристаллизаторе
Работа и устройство УНРС этого типа, как отмечалось ранее, основана на том, что рабочая поверхность кристаллизатора перемещается вместе со слитком в начальный момент его формирования; это исключает их взаимное скольжение и возникновение при этом сил трения между слитком и кристаллизатором. Благодаря отсутствию трения эти УНРС позволяют отливать слитки значительно меньшей толщины и при значительно больших скоростях, чем традиционные УНРС с вытягиванием слитка из кристаллизатора.
Опробованы и внедряются либо эксплуатируются несколько разновидностей УНРС этого типа: двухвалковые; барабанные с ограничительным роликом или без него; одно- и двухлен-точные со сплошными или гусеничными лентами (все служат для отливки полос и лент толщиной от 10–20 до долей мил-
579
лиметра) и барабанно-ленточные или роторные (для отливки слитков с сечением, близким к прямоугольному толщиной до 160 мм).
Сооружение и эксплуатация таких УНРС обходится значительно дешевле, чем традиционных со скольжением слитка в кристаллизаторе; кроме того снижаются энергозатраты при дальнейшей прокатке, так как для прокатки тонких заготовок требуются станы небольшой мощности.
Двухвалковые УНРС используют для получения плоских слитков (полос, лент). В таких установках (рис. 178, а) жидкий металл из промежуточного ковша подают сверху в зазор между двумя параллельными вращающимися навстречу друг другу охлаждаемыми валками (роликами); в торцах валков расположены поперечные пластины (плиты), ограничивающие литейное пространство с боков. Между валками образуется (рис. 178, а) сужающаяся книзу воронка из жидкого металла; в верхней ее части на поверхности валков формируется наружная корочка слитка, которая в дальнейшем подвергает-
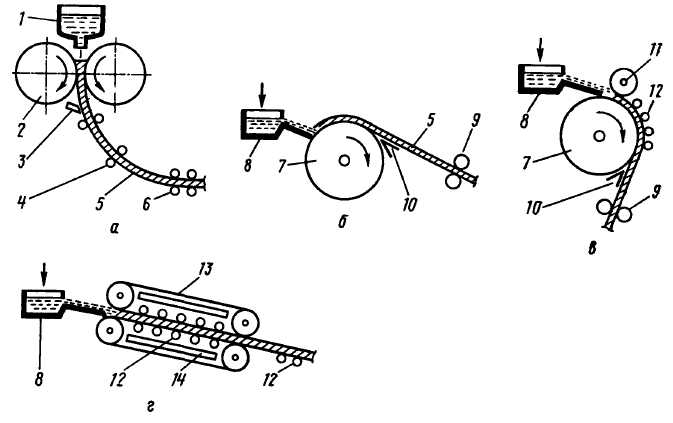
Рис. 178. УНРС без скольжения слитка в кристаллизаторе:
а – двухвалковая; б – барабанного типа без ограничительного ролика; в – барабанного типа с ограничительным роликом; г – двухленточная; 1 – промежуточный ковш; 2 – охлаждаемый валок; 3 – изгибающее устройство; 4 – направляющие ролики; 5 – слиток; 6 – выпрямляющие ролики; 7 – охлаждаемый барабан; 8 – желоб; 9 – тянущие валки; 10 – снимающий клин; 11 – ограничительный ролик; 12 – опорные ролики; 13 – лента; 14 – охладитель ленты
580
ся обжатию вследствие сближения поверхностей вращающихся валков. Таким образом, валки выполняют роль кристаллизатора и одновременно производят обжатие слитка. После выхода * из валков слиток с помощью изгибающего устройства 3 и системы роликов плавно переводят в горизонтальное положение.
Жидкий металл в зазор между валками необходимо подавать равномерно по ширине отливаемого слитка; подачу металла ведут открытыми струями через желоб или под уровень металла погружными стаканами (плоские стаканы с щелевид-ным выходным отверстием или несколькими круглыми отверстиями).
На УНРС подобного типа с диаметром валков 1200 мм при толщине плоского отливаемого слитка 1–5 мм скорость его движения составляет 20–ЮОм/мин; ширина отливаемого слитка достигает 800 мм. Недостатком таких УНРС являются малое время контакта корочки слитка с валками и возможность образования поверхностных трещин при деформации тонкой формирующейся оболочки слитка.
УНРС барабанного типа служат для отливки полос и лент. В этих установках жидкий металл подают на поверхность вращающегося вокруг горизонтальной оси охлаждаемого барабана. Разработано две разновидности таких УНРС: с ограничительным роликом (рис. 178, в) и без него (рис. 178, б). Барабан диаметром до 1м полый, его рабочая поверхность из стального листа охлаждается водой изнутри, что обеспечивает охлаждение нижней поверхности отливаемой полосы; верхнюю наружную поверхность полосы иногда охлаждают водой, распыляемой форсунками, либо потоком инертного газа.
Для увеличения протяженности зоны контакта полосы с барабаном некоторые УНРС помимо ограничительного ролика снабжены опорными роликами 12 (рис. 178, в). Отливаемая полоса отделяется от барабана с помощью снимающего клина. После отделения от барабана полоса попадает в тянущие ролики и затем на моталку, сматывающую полосу в рулон.
Жидкий металл подают как на восходящую, так и нисходящую поверхность вращающегося барабана; при этом должно обеспечиваться его равномерное поступление по всей ширине барабана. На установках без ограничительного ролика толщина отливаемой ленты (полосы) определяется скоростью вращения барабана и количеством подаваемого на поверх-
581
ность барабана расплава. При этом для получения постоянной толщины ленты необходимы стабильность свойств расплава (температура, жидкотекучесть и др.) и надежные системы автоматического контроля и управления разливкой. Более перспективными считаются установки с ограничительным роликом, у кооторых постоянство толщины и гладкая поверхность ленты обеспечиваются за счет воздействия этого ролика. Толщина отливаемых полос и лент составляет от 20 до долей миллиметра, ширина достигает 1000 мм, скорость разливки 10–бОм/мин и более.
Ленточные УНРС, служащие для отливки тонких полос, могут быть одно- и двух ленточными. Двухленточная установка (рис. 178, г) имеет две располагаемые наклонно параллельные бесконечные ленты, движущиеся с одинаковой скоростью. Ленты могут быть гусеничными или сплошными из стали. С внутренней стороны ленты охлаждаются водой; прижатие ленты к отливаемой полосе обеспечивают опорные ролики 12. Продольное расширение ленты вследствие ее нагрева компенсируют натягивающими роликами.
Металл в зазор между лентами подают либо через желоб, либо плоскими погружными стаканами.
На одной из подобных установок со сплошными лентами (установка "Хезелетт" в США) отливают полосы толщиной 20– 80 мм при скорости разливки от 4–6 до 15 м/мин.
Роторные или барабанно-ленточные УНРС применяют, как правило, для отливки слитков трапециевидного (близкого к прямоугольному) сечения. Одна из таких УНРС, входящая в состав литейно-прокатного агрегата, показана на рис. 179. Жидкий металл поступает из промежуточного ковша сверху в зазор между вращающимся литейным колесом и движущейся лентой. Литейное колесо 7 диаметром 3 м из стали имеет закрепленный на ободе медный водоохлаждаемый канал, имеющий форму расширяющейся кверху трапеции, что облегчает выход слитка из канала в процессе разливки (размеры сечения канала 160x130x128 мм). Бесконечная стальная лента толщиной 1,6 мм прижимается к ободу колеса двумя валками 4, а третий приводной валок 3 обеспечивает ее натяжение и непрерывное движение. Движущаяся лента прижимается к ободу колеса, образуя кристаллизатор длиной 1,8 м, в котором отсутствует скольжение слитка. В зоне контакта с колесом ленту снаружи охлаждают.
582
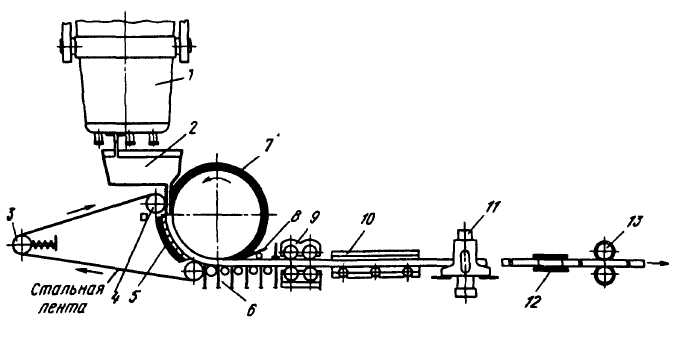
Рис. 179. Литейно-прокатный агрегат с роторной УНРС: / - сталеразливочный ковш; 2 - промежуточный ковш; 3 - приводной валок; 4 -прижимные валки; 5 - охлаждение ленты; 6 – направляющие ролики; 7 - литейное колесо; <S - снимающий клин; 9- тянущие ролики; 10– печь для выравнивания температуры слитка; 11 - ножницы; 12 - вертикальная прокатная клеть, 13 – горизонтальная прокатная клеть
В нижней части колеса слиток выводят из трапециевидного канала и плавно разгибают с помощью водоохлаждаемого клина и ряда роликов, после чего он поступает в тянущую клеть. Скорость разливки (скорость движения слитка) на таких УНРС достигает 4–6 м/мин.