

§ 5. Конвертерные процессы с донной продувкой кислородом
Впервые продувка чугуна в конвертере чистым кислородом, подаваемым через огнеупорные фурмы в днище, была опробована в нашей стране в 1944 г. На опытных плавках футеров-
308
ка днища конвертера разрушалась за несколько минут в связи с тем, что у фурм возникают зоны высоких (до 2500 °С) температур в результате выделения тепла от реакций окисления составляющих чугуна. Проводившиеся впоследствии в нашей и ряде других стран исследования привели к разработке метода введения кислорода в виде струй, окруженных кольцевой защитной оболочкой из углеводородов или инертного газа. Оболочка вокруг кислородной струи предотвращает контакт кислорода с чугуном у фурм; смешивание кислорода с чугуном и реакции окисления с выделением тепла происходят на расстоянии от фурм в объеме металла, что исключило перегрев футеровки днища и обеспечило достаточно высокую стойкость днищ. Схема донной продувки кислородом показана на рис. 81, б.
Для создания защитной оболочки вокруг кислородной струи подают тонкий слой природного газа (его основу составляет метан СН4), пропана (С3Н8) и иногда жидкого топлива (сложные углеводороды типа СтН„). При их разложении образуются водород и углерод (например: СН4 = 2Н2 + С), которые частично окисляются, и в объеме металла помимо продукта окисления углерода чугуна – СО дополнительно появляются Н2, Н2О, СО и СО2. Расход природного газа составляет 6–10, пропана около 3,5 % от расхода кислорода.
В промышленном масштабе процесс донной продувки кислородом был внедрен в 1967–68 гг. на одном из заводов ФРГ и получил название процесса ОБМ, модификации этого процесса получили название в США – процесс КУ-БоП, во Франции – ЛВС, в ГДР – КЕК. Первоначально на донную продувку были переведены томасовские конвертеры в Западной Европе.
Особенности устройства конвертера
Конвертеры для донной кислородной продувки имеют отъемное днище, а в остальном схожи с конвертерами верхней продувки. Отличие в том, что удельный объем (Ууа= 0,6– 0,9 м3/т) и величина отношения высоты рабочего объема к диаметру (H/D = 1,2-5-1,3) меньше, чем у конвертеров верхнего дутья. Объясняется это тем, что при подаче кислорода снизу через большое число фурм уменьшается вспенивание ванны и вероятность выбросов, а также тем, что увеличение диаметра конвертера позволяет разместить в днище больше донных фурм.
309
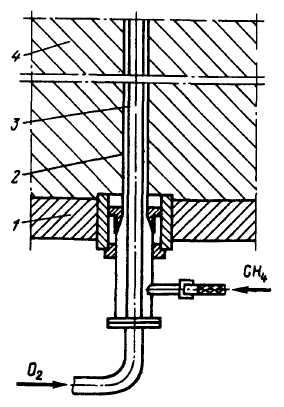
Рис. 96. Фурма для донной продувки кислородом:
1 – корпус днища; 2 – наружная трубка; 3 – внутренняя трубка; 4 – футеровка
Через зазор подается защитная среда – газообразные углеводороды, препятствующие контакту кислорода с жидким чугуном вблизи фурм и днища. Трубки, подводящие газы к донным фурмам, проходят через высверленные в цапфах конвертера каналы (см. рис. 81, б); в период продувки через фурмы вдувают кислород и углеводороды, в конце продувки – аргон для удаления из металла водорода и в межпродувочные периоды – азот, чтобы предотвратить засорение фурм и их перегрев.
Рабочий слой футеровки выкладывают из тех же огнеупоров, что и у конвертеров верхней продувки, стойкость футеровки составляет 400–900 плавок. Для футеровки днища необходимы более стойкие огнеупоры, лучшие результаты получены при кладке днища из магнезитоуглеродистых кирпичей. Стойкость днища на отдельных заводах доведена до стойкости футеровки стен; зачастую она ниже и за время кампании конвертера приходится один–два раза заменять днище. Замена длится 12–20 ч.
Технология плавки
Для переработки обычных низкофосфористых (<0,3 % Р) чугу-нов применяют две разновидности технологии донной продувки–с применением кусковой или порошкообразной извести.
310
Плавка с применением кусковой извести. В наклоненный конвертер загружают стальной лом, затем заливают жидкий чугун, при этом необходимо, чтобы чугун не достигал донных фурм. Далее подают кислородное дутье и, поворачивая конвертер в вертикальное положение, начинают продувку, после чего загружают шлакообразующие – известь и плавиковый шпат.
В период продувки протекают те же процессы, что и при верхнем дутье, однако в поведении составляющих металла и шлака имеется ряд отличий, отраженных на рис. 97, б и обусловленных, в первую очередь, очень интенсивным перемешиванием металла и шлака при донном дутье. В результате интенсивного перемешивания металла со шлаком получает сильное развитие реакция [С] + (FeO) = СО + Fe; вследствие этого содержание (FeO) в шлаке по ходу продувки не превышает 5–6 %. Лишь после окончания окисления углерода (при его содержании < 0,1 %) начинается окисление железа и поэтому резко возрастает содержание FeO в шлаке. Вместе с тем при равном содержании углерода в металле оно ниже, чем при верхней продувке.
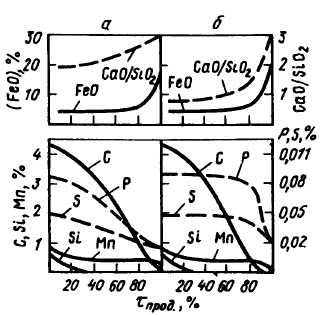
Рис 97 Изменение состава металла и шлака при донной продувке кислородом с применением порошкообразной (а) и кусковой (б) извести
311
Из-за низкого содержания FeO в шлаке реакция окисления марганца [Mn] + (FeO) = (MnO) + Fe получает ограниченное развитие и количество окисляющегося за время продувки марганца (30-40%) меньше, чем при верхней продувке (~70%).
Продувку заканчивают после получения необходимых низких содержаний фосфора и серы в металле. После окончания кислородной продувки проводят кратковременную (20–60 с) продувку металла аргоном или азотом. Это необходимо для удаления избыточного водорода, в связи с тем что вдуваемые в металл углеводороды вследствие высоких температур разлагаются и образующийся при этом водород растворяется в металле. Количество водорода достигает 6–10 см3/100 г металла, что недопустимо для сталей многих марок, продувка нейтральным газом обеспечивает снижение содержания водорода до допустимых пределов (3–4 см3/100 г металла). Общая длительность продувки равна 8–13 мин.
При выпуске металла в ковш производят раскисление и, как правило, науглероживание, поскольку металл в конце продувки содержит < 0,05 % С.
Плавка с применением порошкообразной извести. После загрузки лома и заливки чугуна начинают продувку; в течение первых 1/2–2/3 ее длительности в струе кислорода вдувают порошкообразную известь, иногда с добавкой плавикового шпата; размер частиц извести должен быть менее 0,15 мм.
Содержание FeO в шлаке, как и при использовании кусковой извести, по ходу продувки не превышает 5–6 %, но характер шлакообразования, дефосфорации и десульфурации иной (см. рис. 97, а).
Благодаря применению порошкообразной извести и активному перемешиванию уже в начале продувки формируется шлак с высоким содержанием оксида кальция и начинается удаление в шлак фосфора и серы. Это позволяет получать достаточно низкие концентрации вредных примесей при сравнительно высоком содержании углерода в металле, т.е. выплавлять средне- и высокоуглеродистые стали.
В связи с интенсивным перемешиванием ванны реакции между шлаком и металлом в большей степени, чем при верхнем дутье, приближаются к равновесию, поэтому обеспечиваются более полное удаление в шлак фосфора и серы, более низкая окисленность металла. Содержание марганца в конце
312
продувки, так же как и при работе с кусковой известью, выше, чем при верхнем дутье.
Продувку заканчивают при заданном содержании углерода; после достижения этого содержания вместо кислорода и углеводородов через фурмы в течение 20–60 с вдувают инертные газы для удаления водорода.
Основные показатели обоих вариантов донной продувки: длительность продувки 8–13 мин; интенсивность продувки 3–6м3/(т • мин); расход извести 40–70 кг/т стали; удельный расход кислорода 45–55м3/т, природного газа 4–5 м3/т, пропана 1,5 м3/т, жидкого топлива 1,5 л/т. Расход азота (аргона) на продувку металла 2–4 м3/т, общий расход на продувку и на подачу в фурмы в межпродувочные периоды достигает 15–20 м3/т.
Достоинства и недостатки процесса
Одно из достоинств донной продувки – возможность выплавки стали с очень низким (до 0,02%) содержанием углерода без переокисления шлака; при верхней же продувке окисление углерода до содержаний ниже 0,05 % обычно не ведут, так как при этом сильно окисляется железо и велики его потери со шлаком в виде оксидов. Более полное и быстрое окисление углерода при донной продувке объясняется следующим: интенсивное перемешивание, подача дутья через несколько фурм и появление газообразных продуктов диссоциации углеводородов существенно увеличивают поверхность контакта металл–газ, что облегчает образование и выделение пузырьков окиси углерода, т.е. протекание реакции [С] + 1/2О2 = СО; газообразные продукты разложения углеводородов разбавляют СО, понижая парциальное давление СО в зоне реакции, что способствует сдвигу равновесия реакции вправо; вследствие интенсивного перемешивания металла и шлака дополнительное количество углерода окисляется за счет реагирования с оксидами железа шлака.
Другими преимуществами донной продувки по сравнению с верхней являются: меньшее вспенивание ванны и отсутствие выбросов; более низкая окисленность шлака и металла; уменьшение выноса пыли, поскольку наиболее крупные частицы поглощаются при прохождении через слой металла и шлака; повышение выхода годной стали на 1–1,5 % в связи с отсутствием выбросов и меньшими потерями железа с оксида-
313
ми шлака и в виде пыли; уменьшение количества окисляюще гося при продувке марганца; меньшая высота конвертерной установки в связи с отсутствием вертикально перемещаемых фурм.
Недостатки процесса донной продувки: снижение на 2–4 % количества перерабатываемого лома вследствие затрат тепла на разложение углеводородов и уменьшения прихода тепла от окисления железа в шлак; формирование основного шлака и, соответственно, удаление фосфора и серы лишь в конце продувки (этого можно избежать, применяя порошкообразную известь, но требуется сложное оборудование для ее помола и вдувания); необходима дополнительная продувка металла нейтральным газом для удаления водорода и подача газа через фурмы в межпродувочные периоды; сложность конструкции и эксплуатации днища с системой подвода кислорода, углеводородов и нейтральных газов; простои конвертера при смене днищ.
В связи с этими недостатками процесс донной продувки не нашел широкого применения; в 1986 г. в мире работали 25, а в 1988 г. около 20 конвертеров донной продувки.