

1. Назначение и устройство отдельных элементов печи
Все строение мартеновской печи делится на верхнее и нижнее. Верхнее строение расположено над площадкой мартеновского цеха, которую сооружают для обслуживания печи на высоте 5–7 м над уровнем пола цеха. Верхнее строение состоит из собственно рабочего пространства печи и головок с отходящими вниз вертикальными каналами. Нижняя часть расположена под рабочей площадкой и состоит из шлаковиков, регенеративных камер с насадками и боровов с перекидными устройствами.
Рабочее пространство печи
Рабочее пространство мартеновской печи ограничено сверху сводом, снизу – подом (или "подиной"). На рис. А на границе задней стенки и подины показано отверстие для выпуска плавки (обычно его называют сталевыпускным отверстием). В передней стенке видны проемы – завалочные окна, через которые в рабочее пространство загружают твердую шихту и заливают (по специальному приставному желобу) жидкий чугун.
Обычно завалочные окна закрыты специальными футерованными крышками с отверстиями – гляделками, через которые сталевар наблюдает за ходом плавки и состоянием печи.
Из всех элементов печи рабочее пространство находится в наиболее тяжелых условиях – в нем идет плавка стали. Во время завалки твердой шихты огнеупорные материалы, из которых изготовлено рабочее пространство, подвергаются резким тепловым и механическим ударам, во время плавки они подвергаются химическому воздействию расплавленных металлов и шлака; в рабочем пространстве максимальная температура. Стойкостью элементов рабочего пространства печи определяют, как правило, стойкость всей печи и, следовательно, сроки промежуточных и капитальных ремонтов.
В соответствии с этим к огнеупорным материалам рабочего пространства предъявляют высокие требования: а) высокая огнеупорность; б) химическая устойчивость про-
347
тив воздействия шлака, металла и печных газов; в) достаточная механическая прочность при высоких температурах; г) хорошая термостойкость при колебаниях температуры.
По химическим свойствам применяемые огнеупорные материалы делят на: а) кислые – динасовый кирпич, кварцевый песок; б) основные – магнезитовый кирпич, магнезитовый порошок, доломит; в) нейтральные (со свойствами амфотер-ных окислов) – шамот, хромомагнезит, магнезитохромит, высокоглиноземистый шамот, форстерит.
Подина печи
Так же, как и при выборе футеровки бессемеровского или томасовского конвертера, выбор футеровки для подины мартеновской печи определяется характеристикой шлаков. Если при плавке стали шлаки кислые, то подину нужно изготовлять из кислых огнеупорных материалов, а если шлаки основные, то из основных. В противном случае в результате энергичного взаимодействия шлака и материала подины последний ошлакуется, перейдет в шлак, и печь выйдет из строя. Процесс, при котором в шлаке преобладают кислотные окислы, называют кислым мартеновским процессом; соответственно печь, подина которой изготовлена из кислых огнеупорных материалов, называют кислой мартеновской печью. Процесс, при котором в шлаке преобладают основные окислы, называют основным мартеновским процессом, а печь – основной мартеновской печью.
Верхний (рабочий) слой кислой подины выполняют из кварцевого песка, который набивают или наваривают на заранее выложенные динасовые кирпичи.
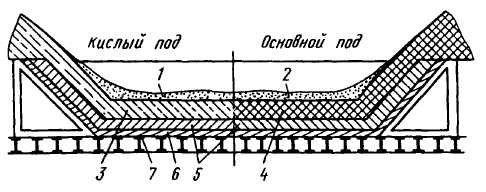
Рис. 104. Устройство кислого и основного подов мартеновской печи: 1 – наварка (кварцевый песок); 2 – наварка (магнезитовый порошок или молотый обожженный доломит); 3 – магнезитовый кирпич; 4 – динасовый кирпич; 5 – стальной лист; 6 – тепловая изоляция (пористый шамот); 7 – шамотный кирпич
348
Верхний слой основной подины изготовляют обычно из магнезитового порошка (реже доломитового), который набивают или наваривают на служащий основанием магнезитовый кирпич (рис. 104).
Задняя и передняя стенки мартеновской печи работают (особенно в нижней части) почти в тех же условиях, что и подина, так как они также соприкасаются с жидким металлом и шлаком. Заднюю и переднюю стенки кислой мартеновской печи выкладывают из динасового кирпича, основной мартеновской печи – из магнезитового.
Несмотря на то что материал пода, а также задней и передней стенок по своим химическим свойствам соответствует характеру шлака (основного или кислого), шлак взаимодействует с огнеупорной футеровкой. Те места ванны, которые соприкасаются во время плавки со шлаком, оказываются после выпуска плавки несколько поврежденными (изъеденными шлаком). Если не принять специальных мер, то через несколько плавок степень износа может возрасти настолько, что печь будет в аварийном состоянии. Чтобы избежать этого, после каждой плавки подину ремонтируют (заправка печи): на изъеденные места кислой подины набрасывают песок, а основной подины – магнезитовый или доломитовый порошок. Заправке подвергают и торцовые части подины, прилегающие к головкам печи; их называют откосами. Заправку осуществляют с помощью специальных заправочных машин.
Свод печи
Свод мартеновской печи практически не соприкасается со шлаком, поэтому его можно изготовлять из кислых и основных огнеупорных материалов независимо от типа процесса. Своды изготовляют из динасового или термостойкого магне-зитохромитового кирпича.
Динасовый кирпич при высоких температурах (до 1700 °С) сохраняет достаточную прочность и повышенное сопротивление сжатию. Во время эксплуатации динасовые кирпичи свода свариваются в монолит, что имеет большое значение, так как если какой-либо кусок свода упадет, то остальная часть свода будет держаться. Однако при нагреве свыше 1700 °С динасовый кирпич быстро оплавляется; кроме того, он сильно разъедается плавильной пылью, состоящей из оксидов железа (образуются легкоплавкие силикаты железа).
349
Магнезитохромитовый кирпич характеризуется более высокой огнеупорностью (допустимая температура нагрева 1750 °С и даже 1800 °С), что способствует повышению производительности печи. Стойкость свода (число плавок от ремонта до ремонта) из магнезитохромитового кирпича в 2–3 раза выше, чем из динасового. Вместе с тем при использовании в качестве материала свода магнезитохромитового кирпича приходится учитывать ряд особенностей его эксплуатации: а) магнезитохромитовые кирпичи плохо свариваются и не образуют монолита; б) коэффициент расширения магнезитохромитового кирпича выше, чем динасового, в результате чего при разогреве арки свода наружные швы раскрываются, а на внутренней стороне возникают высокие напряжения сжатия, что приводит к сколу внутренней части свода; в) повышенная теплопроводность и большие неплотности кладки (раскрытые швы) обусловливают более высокие (почти в два раза) потери тепла с 1м2 площади свода; г) объемная масса магнезитохромитового кирпича в 1,5 раза больше, чем динасового.
Все это исключает возможность применения обычного арочного свода. Свод приходится выполнять распорно-подвесным с креплением и прокладками между кирпичами, а это усложняет и удорожает конструкцию.
Однако возможность повысить температуру в печи при использовании магнезитохромитового свода, а также увеличить срок службы свода делает устройство сложной системы подвесок рентабельным, поэтому своды такого типа нашли широкое применение. Почти все своды мартеновских печей в настоящее время делают из основных магнезитохромитовых кирпичей.
Стойкость магнезитохромитового свода составляет 300-1000 плавок (динасового 200-350 плавок). В тех случаях, когда на основной печи устанавливают кислый динасо-вый свод, между основным огнеупорным материалом стенок печи (магнезитом) и кислым материалом свода (динасом) выкладывают слой амфотерных огнеупоров (например, хромистого железняка).
Следует отметить две тенденции в конструировании и строительстве мартеновских печей: 1) применение вместо отдельных кирпичей для кладки пода, стен печи, а также свода заранее подготовленных крупных блоков, что позво-
350
ляет существенно сократить время строительства или ремонта печи; 2) применение вместо огнеупорной кладки водоох-лаждаемых конструкций.
Головки печи
Рабочее пространство с торцов оканчивается головками. Правильный выбор конструкции головок имеет большое значение для хорошей работы печей. Через головки в печь подают воздух и топливо. От того, с какой скоростью вводят в рабочее пространство воздух и топливо и насколько хорошо струи топлива и воздуха перемешиваются, зависят форма и ряд других характеристик факела, а от факела зависит и вся работа печи.
Головки должны обеспечить: 1) хорошую настильность факела по всей длине ванны (чтобы максимум тепла передать ванне и минимум – своду и стенкам); 2) минимальное сопротивление при отводе продуктов сгорания из рабочего пространства; 3) хорошее перемешивание топлива и воздуха для полного сжигания топлива в рабочем пространстве печи.
Чтобы удовлетворить первому и третьему требованиям, сечение выходных отверстий должно быть малым (чтобы скорости ввода воздуха и топлива были максимальными); для удовлетворения второго требования сечение, наоборот, должно быть максимальным. Эта двоякая роль головок (с одной стороны, служить для ввода в печь воздуха и топлива, а с другой – отводить продукты сгорания) ставит очень непростую задачу перед конструкторами при проектировании печей.
Шлаковики
Отходящие из рабочего пространства печи дымовые газы проходят через головку и по вертикальным каналам попадают в шдаковики (рис. 105). Как уже было сказано, в шлаковиках оседает 50–75 % плавильной печи, причем оседает крупная пыль, более мелкие фракции в значительной степени уносятся в трубу (10–25 % пыли оседает в насадках регенераторов). На пути движения дымовых газов плавильная пыль, содержащаяся в них, реагирует с материалами кладки. Это обстоятельство приходится учитывать при выборе материалов для кладки вертикальных каналов и шлаковиков.
Почти вся пыль представляет собой основные окислы (в том числе 60–80 % оксидов железа). Если вертикальные ка-
351

Рис. 105. Устройство шлаковиков и регенераторов мартеновской печи средней емкости, работающей с подогревом и газа и воздуха:
1 - вертикальные каналы; 2 - шлаковик; 3 - насадки регенераторов; 4 - подвесной свод наднасадочного пространства; 5 - поднасадочные пространства
налы и шлаковики футерованы динасовым кирпичом, то основные окислы, из которых состоит пыль, энергично взаимодействуют с кислым материалом футеровки с образованием легкоплавких силикатов железа. Стойкость футеровки оказывается недостаточной, и, кроме того, оседающая в шлаковиках пыль образует плотный монолит, который во время ремонта очень трудно извлекать.
В связи с этим для кладки вертикальных каналов и шлаковиков часто применяют термостойкий магнезитохромитовый кирпич. В этом случае взаимодействие футеровки с плавильной пылью не влияет так сильно на материал футеровки, а осевшая в шлаковике пыль представляет собой более рыхлую массу. Однако очистка шлаковиков от массы осевшей в них пыли (шлака) – операция также очень трудоемкая, для ее осуществления используют специальное оборудование.
В шлаковиках должна вмещаться вся плавильная пыль, вылетающая из печи. В газах, выходящих из рабочего пространства мартеновской печи, содержится пыли 2–4,5 г/м3, в моменты продувки ванны кислородом количество пыли возрастает почти в десять раз. При расчетах размеров шлаковиков
352
принимают, что на 1 т выплавляемой стали в них осаждается 7–12 кг шлака (пыли). Это значит, например, что за одну плавку в шлаковиках 600-т мартеновской печи осаждается ~ 4 т шлака. Для облегчения условий труда и проведения операции очистки шлаковиков их выполняют выкатными, а стены – из блоков, скрепленных металлическими кассетами. При ремонте шлаковик выкатывают из-под печи при помощи полиспаста, краном убирают блоки-кассеты и шлак увозят из цеха на железнодорожных платформах (рис. 106).
Регенераторы. Из шлаковиков отходящие газы с температурой 1500–1600 °С попадают в насадки регенераторов (рис. 107). Объем насадки регенераторов и площадь поверхности ее нагрева, т.е. поверхности кирпича насадки, омываемой движущимися газами, взаимосвязаны. Эти величины определяют специальным теплотехническим расчетом, от них зависят основные показатели работы печи – производительность и расход топлива. Регенераторы должны обеспечивать постоянную высокую температуру подогрева газа и воздуха. В более тяжелых условиях работают верхние ряды насадок, поскольку в этой части регенератора температура и осаждение пыли наиболее высокие, поэтому верхние ряды насадок выкладывают из термостойкого магнезитохромитового или


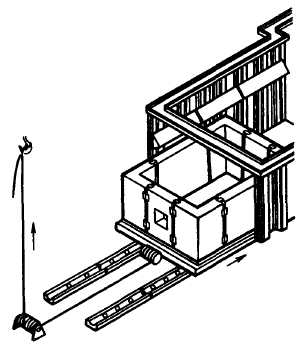
Рис. 106. Вытягивание кассетных блоков из шлаковика
23-4050
Рис. 107. Насадка регенераторов:
а – из обычного кирпича; б – из фасонного
353
форстеритового кирпича. Нижние ряды насадок работают при температурах 1000–1200 °С (и менее), их выкладывают из более дешевого и прочного шамотного кирпича.
Перекидные клапаны
Мартеновская печь – агрегат реверсивного действия, в котором направление движения газов по системе печи периодически меняется. Для этого в боровах, а также в газопроводах и воздухопроводах устанавливают систему шиберов, клапанов, дросселей, задвижек, объединяемых общим названием "перекидные клапаны". Операция "перекидки клапанов" в современных мартеновских печах автоматизирована.
Из боровов дымовые газы поступают в дымовую трубу. Вы-coiy трубы рассчитывают таким образом, чтобы создаваемая ею тяга (рязрежение) была достаточной для преодоления сопротивления движению дымовых газов на всем пути.
Дымовая труба – сложное и дорогостоящее сооружение. Высота дымовых труб современных крупных мартеновских печей превышает 100 м. Дымовые трубы обычно выкладывают из красного кирпича с внутренней футеровкой из шамотного кирпича.
Таким образом, в конструкциях современных мартеновских печей широко используют следующие огнеупорные материалы: магнезит, магнезитохромит, форстерит, динас и шамот. Объем огнеупорной кладки 500-т печи составляет около 3750 м3. Ряд элементов печи изготовляют из металла, некоторые из них (рамы и заслонки завалочных окон, балки, поддерживающие свод рабочего пространства, перекидные клапаны и др.) соприкасаются с горячими газами и нуждаются в непрерывном охлаждении.
Расход воды на охлаждение этих элементов печи очень значителен. Современные большие мартеновские печи требуют для охлаждения более 400 м3 воды в 1 ч. С охлаждающей водой теряется 15–25 % общего количества тепла, вводимого в печь. Расход воды зависит от ее жесткости. Допустимая температура нагрева воды тем выше, чем меньше жесткость воды. Обычно допускается нагрев охлаждающей воды на 20–25 °С, что равносильно тому, что 1 л воды уносит 85-105 кДж.
Для уменьшения расхода воды водяное охлаждение ряда элементов печи заменяют испарительным. Если применять не
354
техническую, а химически очищенную воду, то можно, не боясь выпадения осадка (накипи), нагревать ее до 100 °С и выше. При этом от охлаждаемого элемента отводится не только тепло, затрачиваемое на нагревание воды до кипения, но и скрытая теплота парообразования (2,26 МДж/кг), т.е. 1 л воды отводит от охлаждаемого элемента печи не 85-105 кДж, а 2,58-2,6 МДж. Таким образом, расход воды можно сократить почти в 30 раз, кроме того, на больших печах получают при этом некоторое количество пара (до Ют/ч), который может быть использован.
Существует также так называемое "горячее" охлаждение печей. Система горячего охлаждения технологически мало отличается от обычного способа охлаждения обычной производственной водой. Все охлаждаемые элементы печи остаются без изменения, но через них вместо обычной производственной воды с температурой 15–30 °С пропускают химически очищенную теплофикационную воду из оборотной теплофикационной сети с температурой 50–80 °С, которая, пройдя охлаждаемые элементы печи и подогревшись в них на 20–30 °С, возвращается обратно в теплофикационную сеть, где передает полученное тепло потребителю.