

3. Затвердевание непрерывно вытягиваемого слитка
Толщина корки на выходе из кристаллизатора должна быть достаточной, чтобы выдержать усилие вытягивания и давление жидкой стали. Эта толщина тем больше, чем больше время пребывания корки в кристаллизаторе и обычно составляет 10–25 мм, а температура поверхности 900-1250 °С.
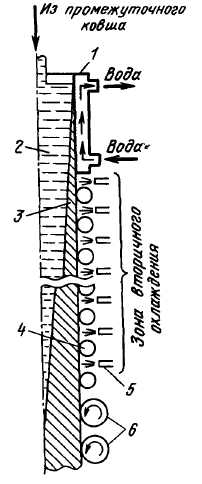
В зоне вторичного охлаждения на поверхность движущегося слитка подают распыленную воду и устанавливают опор-Рис 167 Схема отливки и затвердевания непрерывного слитка
558
ные устройства (например, ролики 4, см. рис. 167), которые предотвращают возможное выпучивание корки слитка под воздействием давления столба жидкой стали. Выбор способа охлаждения в этой зоне базировался на опыте, который показал, что при слишком интенсивной подаче охладителя (например, подаче воды струями) из-за переохлаждения поверхности слитка и возникающих при этом термических напряжений в слитке образуются внутренние и сетчатые поверхностные трещины. Поэтому применяют распыленную воду ("мягкое охлаждение"). Расход воды уменьшается по мере отдаления от кристаллизатора; его рассчитывают так, чтобы отводилось тепло, выделяющееся при кристаллизации стали, а температура корки во избежание образования трещин снижалась бы от исходной (900-1250 °С в начале зоны) не более, чем до 800–1000 °С в конце, причем в тем меньшей степени, чем выше склонность стали к трещинообразованию.
Длина зоны вторичного охлаждения составляет 80–100 % глубины лунки жидкого металла в слитке. Эту глубину (м) приближенно определяют по эмпирической формуле L = Ka2v, где а – толщина отливаемого слитка, м; v – скорость вытягивания слитка, м/мин; К– коэффициент, зависящий от величины отношения ширины Ъ к толщине а слитка (при величине Ъ/а, равной 1, 2, 3, 4, 6 и более, величина К соответственно составляет 240, 290, 320, 332 и 340 мин/м2). Например, при отливке сляба сечением 300x1200 мм со скоростью 0,6 м/мин, глубина лунки составит 17,2 м, а при скорости 1,2 м/мин – 34,4 м.
Как показал опыт, продвижение фронта затвердевания в кристаллизаторе и зоне вторичного охлаждения, несмотря на возникновение в кристаллизаторе участков неравномерности, в целом удовлетворительно подчиняется закону квадратного корня, т.е. толщину корки (см) можно определить по фор муле
/–' / '
8 = kv т или 8 = kv l/v ,
где т – длительность затвердевания, мин; / – расстояние от данной точки до уровня металла в кристаллизаторе, м; v – скорость разливки, м/мин; к – коэффициент затвердевания, изменяющийся от 2,3 до 3,3 см/мин0>5 (величина к уменьшается при увеличении сечения слитка и зависит также от состава стали и ряда условий охлаждения).
559
В непрерывном слитке наблюдаются те же структурные зоны, что и при разливке в изложницы – мелкие неориентированные кристаллы у поверхности, расположенные за ними столбчатые кристаллы и различно ориентированные кристаллы в середине слитка.