

§ 5. Кислый мартеновский процесс
Кислым мартеновским процессом называют процесс выплавки стали в мартеновской печи, подина которой изготовлена из кислых огнеупорных материалов (~ 95 % SiO2). В первых мартеновских печах, построенных П.Мартеном, подина была кислой, ее изготавливали из кварцевого песка. Мартеновский процесс существовал как кислый процесс вплоть до 1878 г., когда успехи применения основной футеровки в томасовском конвертере определили дальнейшее развитие мартеновского производства и начал развиваться основной процесс.
Требования к сырым материалам и топливу. Для перевода фосфора и серы из металла в шлак необходимо, чтобы в печи был основной шлак, поэтому в кислой печи с кислым шлаком ни серу, ни фосфор удалить из металла невозможно. В связи с этим к шихте и топливу, предназначенным для кислой мартеновской печи, предъявляют особые требования: топливо не должно содержать серы, а чугун должен содержать не более 0,025 % фосфора и серы . Вследствие высоких требований к чистоте шихты привозной стальной лом и скрап практически не используют, а в качестве основной железосодержащей составляющей шихты обычно используют заготовку, специально выплавляемую в основных мартеновских печах. Выплавленный при этом металл называют шихтовой заготовкой или полупродуктом (если металл заливают в кислую печь в жидком виде). Процесс, при котором жидкий полупродукт выпускают из основной печи в ковш и затем через отверстие в днище ковша (чтобы в ковше остался шлак из основной печи) при помощи специального желоба переливают в кислую печь, называют дуплекс-процессом (или процессом на жидкой шихтовой заготовке).
Под кислой печи. Под печи наваривают чистым высококремнистым песком, молотым кварцитом или кварцитом с при-
В кислом процессе используют высококачественные древесноугольные или коксовые чугуны.
384
месью конечного кислого шлака. Под кислой печи принимает активное участие в протекающих в ванне процессах, и высо кое качество кислой стали в известной мере определяется реакциями материала кислого пода с металлической ванной, поэтому состоянию пода кислой печи уделяют особое внимание. Общая продолжительность заправки кислой печи значительно больше, чем основной, и занимает в зависимости от достояния пода 1,5-2,5 ч (после каждой плавки).
Ход плавки. Так же, как в основном мартеновском скрап-Процессе, соотношение между загружаемыми в печь чугуном и скрапом зависит от заданного содержания углерода в металле, при котором обеспечивалось бы проведение периода ки-пения. Обычно состав шихты рассчитывают таким образом, чтобы после расплавления металл содержал на 0,5–0,6 % С больше, чем требуется в готовой стали. В отличие от основного мартеновского процесса, при котором в печь заваливают значительное количество известняка или извести, а при скрап-рудном – также железную руду, в кислом процессе источников для образования шлака меньше. Металл может оказаться покрытым недостаточным слоем шлака, в результате он интенсивно окисляется и насыщается газами. Для предотвращения этого на подину до завалки (или заливки) шихты загружают конечный кислый шлак (от предыдущих плавок), шамотный бой и кварцевый песок (2–4 % от массы металла).
При работе дуплекс-процессом для ускорения начала кипения ванны в печь вводят некоторое количество железной руды (« 0,5 % от массы металла). В шлак переходит некоторое количество футеровки пода. Это количество зависит от качества наварки пода и от угара примесей шихты, прежде всего железа и марганца. Образующиеся во время плавления основные оксиды железа и марганца вступают во взаимодействие с кремнеземом, образовавшимся в результате окисления кремния шихты. В результате получаются сравнительно легкоплавкие силикаты железа и марганца. Однако количества SiO2, образующегося при окислении кремния шихты, для ошлакования FeO и МпО обычно недостаточно. Недостающее количество кремнезема переходит в шлак из футеровки пода:
2(FeO) + SiO2(noa) = (FeO)2 • SiO2; 2(MnO) + SiO2(ncw) = (MnO)2 • SiO2.
25-4050 385
Если в период завалки в печь вводят шамот или песок, то количество футеровки, перешедшей в шлак, уменьшается. Таким образом, кислая футеровка печи регулирует состав шлака после расплавления. Практически, несмотря на существенные различия состава шихты и типа процесса, во всех случаях состав кислого мартеновского шлака после расплавления примерно одинаков: 15–20 % FeO, 20–30 % МпО, 42–47 % SiO2; изменяется лишь количество шлака. Суммарное количество оксидов железа и марганца (FeO) + (МпО) в кислом шлаке после расплавления составляет 45–50 %. Находясь в соприкосновении с кислой футеровкой пода, шлак кислого мартеновского процесса непрерывно обогащается кремнеземом. Содержание SiO2 в шлаке к концу плавки достигает 55–60 %. Из диаграммы состояния системы FeO–MnO–SiO2 (см. рис. 111) следует, что для расплавления шлака, содержащего > 55 % SiO2, требуется температура, значительно превышающая температуру ванны (1600 °С), поэтому к концу плавки кислый шлак становится гетерогенным. Избыточное по отношению к концентрации насыщения количество кремнезема находится в шлаке во взвешенном состоянии.
Таким образом, в отличие от основного процесса, где активность SiO2 в шлаке ничтожно мала, ванна кислого мартеновского процесса насыщена кремнеземом, что создает
Рис. 111 Диаграмма
состояния системы FeO–MnO–SiO2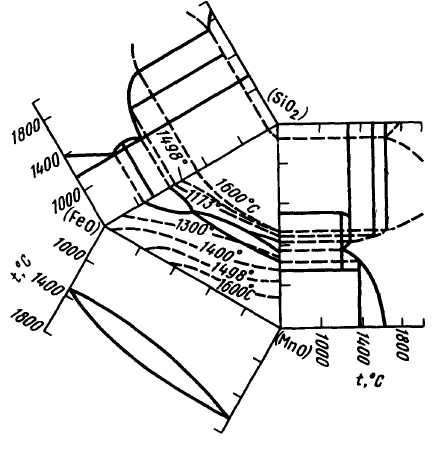
386
благоприятные условия для восстановления кремния из кремнезема шлака и пода. В кислой печи непрерывно идут два процесса: 1) окисление кремния кислородом оксидов железа щлака, в результате чего содержание кремния в металле уменьшается; 2) восстановление кремния из шлака и пода, в результате чего содержание кремния в металле повышается. Содержание кремния в ванне определяется соотношением скоростей этих процессов (рис. 112, а). Скорость восстановления кремния из пода примерно постоянна, скорость его окисления в большой степени зависит от состава шлака и его жидкотекучести. Интенсифицировать процессы окисления примесей в кислой печи можно введением железной или марганцевой руд, извести или мелкораздробленного известняка, а также продувкой ванны воздухом или кислородом. Например, при введении в печь извести (известняка) образуются более прочные, чем силикаты железа, силикаты кальция
(FeO)2 • SiO2 + 2CaO = (СаО)2 • SiO2 + 2(FeO),
В результате чего активность оксидов железа в шлаке возрастает. Влияние состава шлака на его жидкотекучесть показано на рис. 112, б. Изменять скорости протекания реакции окисления можно также изменением характера атмосферы печи. При уменьшении коэффициента расхода воздуха уменьшаются парциальные давления окислительных составляющих газовой фазы (О2, Н2О, СО2), и скорость перехода кис-лорода в металл снижается.
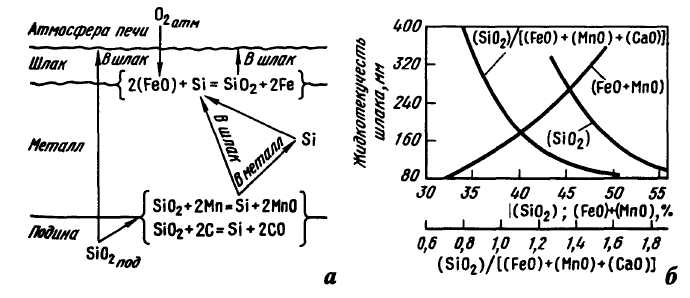
Рис. 112 Изменение состава и свойств кислых шлаков:
а- схема процесса восстановления кремния в кислой печи; б- влияние состава кислого шлака на его текучесть
387
Если после расплавления в печь не вводят никаких добавок, то по мере повышения температуры металла шлак постепенно насыщается кремнеземом, становится все более вязким, скорость перехода кислорода из атмосферы печи через шлак в металл уменьшается. В результате через некоторое время после расплавления скорость восстановления кремния оказывается выше скорости его окисления и концентрация кремния в металле растет. Такой метод ведения плавки называют пассивным, а процесс – кремневос-становительным. Если по ходу плавки вводят руду, известь или известняк, в результате чего повышается жидкоподвиж-ность шлака, растет его окислительная способность и металл интенсивно кипит, то содержание кремния выше определенных пределов (0,10–0,12 %) не возрастает. Такой метод ведения плавки называют активным, а процесс – с ограничением восстановления кремния. При активном процессе после расплавления и при достаточно высокой температуре металла в печь присаживают небольшими порциями железную руду. Начинается интенсивное кипение, скорость окисления углерода составляет 0,2–0,3 % С/ч. За 30–40 мин до раскисления подачу в печь добавок прекращают, однако к этому моменту уже сформировался шлак такого состава, который способствует продолжению кипения металла со скоростью окисления углерода 0,10–0,15 % С/ч до конца периода кипения.
Кремневосстановительный процесс начинается так же, как и активный, присадкой руды и кипением ванны. После того как металл нагрелся, а шлак начал заметно густеть, обогащаясь кремнеземом, ход кремневосстановительного процесса отличается от хода активного процесса. Руду или известь больше не присаживают, окислительную роль факела сводят к минимуму, в металле заметно возрастает содержание кремния, кипение металла практически прекращается. Проба металла, взятая из печи, в этот период застывает совершенно спокойно, т.е. металл раскислен. Этот период "мертвого" состояния ванны, когда кипение практически прекратилось (скорость окисления углерода всего ~ 0,05 % С/ч) и происходит постепенное восстановление кремния, называют периодом стабилизации . Продолжительность перио-
Такое название этому периоду дал известный металлург В.И.Тыжнов, тщательно разработавший технологию кремневосстановительного процесса.
388
да стабилизации составляет 1–2 ч. При пассивном методе количество восстановленного кремния составляет не менее 0,20–0,22 %. Промежуточное положение между активным и пассивным методами ведения плавки занимает полуактивный метод с восстановлением кремния до 0,12–0,16%.
Качество металла, выплавленного в кислых печах. Содержание газов в кислой стали ниже, чем в стали того же состава, выплавленной в основных мартеновских печах, дуговых электропечах или конвертерах. Этому способствует следующее: 1) чистота шихты; 2) небольшое количество вводимых в печь шлакообразующих; 3) насыщенные кремнеземом вязкие шлаки, обладающие малой газопроницаемостью; 4) более низкое содержание кислорода по ходу плавки в кислой печи, чем в основной, так как, помимо раскисляющего действия кремния, протекает процесс взаимодействия оксида FeO, растворенного в металле, с кремнеземом шлака и футеровки; 5) уменьшение количества вводимых в печь или ковш раскисляющих и легирующих добавок, которые вносят соответственно меньшее количество газов, в частности водорода и азота и нежелательных примесей. В некоторых случаях металл получается настолько раскисленным, что раскислители не вводят. Обычно кислая мартеновская сталь содержит 0,006– 0,010% [О], 0,0010-0,0015% [N] и 2-4 смэ/Ю0 г [Н].
Особенностью включений в кислой стали является их округлая форма, сохраняющаяся после прокатки, в то время как включения основной стали часто представляют собой вытянутые пластинки или цепочки: длинная ось включений в этом случае совпадает с направлением вытяжки металла при обработке давлением, поэтому механические свойства основной стали в поперечном направлении значительно ниже, чем в продольном. Механические свойства кислой стали примерно одинаковы в продольном и поперечном направлениях относительно направления прокатки или ковки, в результате отличительной особенностью кислой стали является меньшая, чем у основной стали, анизотропия механических свойств, особенно ударной вязкости и упругости. Кроме того, механические свойства кислой стали, как правило, более стабильны от плавки к плавке, чем основной стали того же соста-
Анизотропия (от греч. anisos – неравный + tropos – свойство) неодинаковость физических свойств тела в различных направлениях.
389
ва, поэтому для изготовления изделий, которые при эксплуатации испытывают нагрузки в поперечном (относительно оси обработки давлением) направлении, предпочитают использовать кислую сталь.
Кислую мартеновскую сталь применяют для изготовления коленчатых валов различных двигателей, роторов крупных турбин электростанций, шариковых и роликовых подшипников большого диаметра, артиллерийских орудий и других изделий ответственного назначения. Стабильность технологии и незначительное содержание вредных примесей в кислой стали дают возможность получать крупные слитки для поковок О 200 т) с минимальным развитием неоднородности состава и свойств по высоте и поперечному сечению.
Несмотря на высокие качества кислой мартеновской стали, область ее применения постепенно сужается, так как, во-первых, непрерывно улучшается качество стали, выплавляемой в основных мартеновских печах, конвертерах и дуговых электропечах и, во-вторых, стоимость кислой мартеновской стали значительно выше (в 1,5–2,0 раза), чем основной. Известно, что стоимость шихтовых материалов составляет 65–75 % от себестоимости готовой стали. Применяемые в качестве шихтовых материалов кислого мартеновского процесса чугун, металлическая заготовка или жидкий полупродукт с малым количеством примесей в два с лишним раза дороже шихты, используемой в основных мартеновских печах. Кроме того, производительность кислых мартеновских печей значительно ниже, чем основных (более продолжительные периоды заправки и доводки плавки, меньшие тепловые нагрузки из-за опасения снизить стойкость свода, изготовленного из кислых огнеупорных материалов). В настоящее время кислую мартеновскую сталь используют только для изготовления особо ответственных изделий.
§ б. СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ МАРТЕНОВСКОГО ПРОИЗВОДСТВА. ДВУХВАННЫЕ ПЕЧИ. ПРОБЛЕМЫ ЭКОЛОГИИ
В 1984 г. около 60 % всего производства стали в стране приходилось на сталь, выплавленную в мартеновских печах. Современное мартеновское производство характеризуется высокой концентрацией мощностей в крупных цехах, основное
390
количество мартеновской стали выплавляют в печах емкостью 300–400 т и более. Тем не менее, среди действующих в настоящее время мартеновских печей имеется определенное число построенных 40-50 лет тому назад агрегатов малой емкости, характеризуемых невысокой производительностью и низкими технико-экономическими показателями. В ближайшие годы будет выведена из эксплуатации большая часть малопроизводительных печей, однако определенное число крупных высокопроизводительных мартеновских цехов, оснащенных современным оборудованием, будет обеспечивать потребности нашей страны в металле еще некоторое время. / Традиционный мартеновский процесс будет совершенствоваться в направлении улучшения технико-экономических показателей работы печей (экономия металлошихты и добавочных материалов, повышение стойкости сводов и других элементов кладки) в результате оптимизации теплового и технологического режимов плавки, конструктивных изменений и внедрения современных систем и средств автоматического ^контроля и управления плавкой. Широкое распространение методов внепечной обработки стали должно обеспечить повышение качества металла и использование мартеновских печей Для производства дорогой стали высококачественных марок. Одновременно техническая мысль работает над изысканием новых технически и экономически целесообразных процессов плавки в агрегатах, которые могли бы быть установлены в уже существующих зданиях мартеновских цехов. Из многих такого рода предложений практически реализованы два, а Именно: а) установка на месте старых мартеновских печей дуговых сталеплавильных печей; б) реконструкция работающих мартеновских печей на двухванные. Второй путь в условиях СССР получил широкое развитие. В 1984 году производство стали, выплавляемой в двухванных печах на металлургических заводах СССР, достигло ~ 15 млн.т.
Двухванные сталеплавильные печи
Существенным обстоятельством, ускорившим процесс широкого распространения двухванных печей, явились трудности обслуживания и ремонта регенеративных насадок мартеновских печей, работающих с продувкой ванны кислородом. По мере повышения интенсификации продувки ванны количество плавильной пыли увеличивается, появляется необходимость все
391
более частой очистки насадок и поднасадочного пространства, что усложняет и удорожает обслуживание печи и увеличивает трудовые затраты на ремонт. Поскольку методы очистки насадок несовершенны и не всегда эффективны, практически на всех печах, работавших с продувкой ванны, постепенно от ремонта к ремонту увеличивались размеры ячейки насадок регенераторов (от 120x120 до 460x220 мм). Однако чем больше сечения ячейки, тем меньше эффективность использования регенератора (меньше степень регенерации тепла), тем ниже температура подогрева воздуха. В результате оказывается, что затраты на сооружение, ремонт и обслуживание таких малоэффективных регенераторов уже с трудом покрываются экономией на топливе (в результате регенерации тепла).
Кроме этого, по мере увеличения степени обогащения дутья кислородом возрастает температура отходящих газов и соответственно температура верха насадок регенераторов, что также усложняет условия их эксплуатации.
Конструкторы двухванных печей предложили, помимо интенсивной продувки ванны кислородом, утилизировать хотя бы часть тепла выделяющихся газов для нагрева шихты. При этом используется как физическое тепло отходящих газов, так и тепло, выделяющееся при окислении СО до СО2. Лаже частичная утилизация тепла отходящих газов позволяет повысить долю металлического лома в шихте до 40-45%.
В нашей стране первые двухванные печи были установлены в 1965 г., в последствии в России и Украине работало более десяти двухванных печей. Двухванные печи представляют собой плавильные агрегаты с двумя ваннами, двумя головками, двумя вертикальными каналами, двумя шлаковиками и системой боровов и перекидных клапанов. Принцип работы двухванной печи заключается в том, что в то время как в одной (I) ванне идет продувка металла кислородом, в другой (II) твердая шихта (металлолом, добавочные материалы) подогревается теплом отходящих от первой ванны газов (рис. 113). Производительность печи при таком методе работы возрастает.
Обычную плавку в мартеновской печи (с интенсивной продувкой ванны кислородом, начинающейся сразу после заливки жидкого чугуна) можно условно разделить на два периода: 1)твердый- завалка лома, руды, известняка и их прогрев;
392
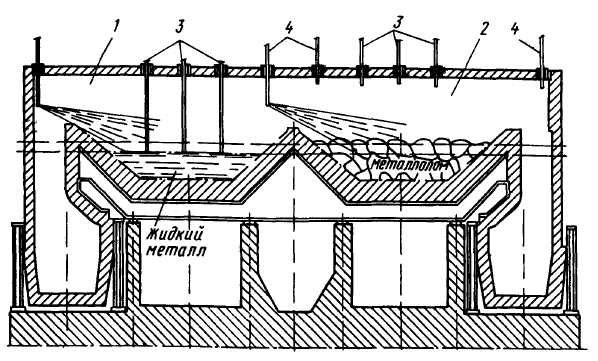
Рис 113 Схема двухванной сталеплавильной печи
1 – ванна 1,2– ванна //, 3 – кислородные фурмы, 4 – топливо-кислородные
горелки
2) жидкий – заливка чугуна, продувка ванны и окисление ее Примесей, раскисление, легирование и выпуск. Организация проведения плавки в двухванной печи примерно такая же. Если часовая производительность мартеновской печи, т/ч:
fMn = G/{xr + тж),
где G – масса плавки; тт и тж – продолжительность твердого и жидкого периодов, а часовая производительность двухванной печи, т/ч:
Р =2 Q/2
дп Тт/2 +ТЖ '
где G/2- масса плавки каждой из двух ванн, то
2 С/2 Рдп Тт/2 + Тж Тт + Тж
_ _ > •«
Р„„ С/(ТТ + Тж) Тт/2 + Тж
Таким образом, часовая производительность при замене мартеновской печи двухванной должна возрастать.
Технология плавки в двухванной печи принципиально не отличается от технологии плавки в мартеновской печи, работающей с интенсивной продувкой ванны кислородом, однако имеется некоторое различие. В момент окончания заливки
393
чугуна и начала продувки ванны в шлаке наблюдается высокое содержание оксидов железа (30–40 %, а на некоторых плавках еще выше). В период интенсивного обезуглероживания содержание оксидов железа в шлаке несколько снижается, однако в конце плавки, при понижении концентрации углерода вновь возрастает.
Основное количество тепла в ванне печи выделяется в результате окисления железа и его примесей, а относительная величина теплоотдающей поверхности в двухванной печи выше, чем в конвертере, поэтому температура в рабочем пространстве ниже, чем в мартеновских печах в периоды плавления и доводки и в конвертерах. Температура шлака в двухванной печи, как правило, не превышает температуры металла. Вследствие более низкой температуры шлака наведение активного жидкоподвижного высокоосновного шлака затрудняется, поэтому предпочитают по ходу плавки не вводить значительных порций извести, а для полного ошлакова-ния извести или известняка, загруженных во время завалки, практикуют метод подъема одной или двух фурм. При этом начинает интенсивно окисляться железо (так же, как в начальный период конвертерной плавки), в результате повышения температуры шлака и его окисленности быстро формируется достаточно жидкоподвижный и гомогенный шлак.
Содержание SiO2 в шлаке ниже, чем обычно в мартеновской плавке, что связано с тем, что в двухванной печи железную руду в период завалки обычно не вводят. Растворение в шлаке извести, введенной в печь в период завалки, начинается через некоторое время после окончания заливки чугуна. К моменту расплавления основность шлака CaO/SiO2 повышается до 2, во время доводки основность шлака продолжает возрастать. Формирование активного жидкоподвижного шлака обеспечивает достаточно успешное проведение десульфурации металла. Повышенная окисленность шлака в двухфанной печи обеспечивает также успешное проведение дефосфорации металла.
Расчет показывает, что при продувке кислородом обычного передельного чугуна приход тепла на 1т чугуна составляет примерно 3150 МДж. Это количество тепла складывается из трех примерно равных частей: 1) физического тепла жидкого чугуна; 2) тепла, выделяющегося при окислении примесей чугуна; 3) тепла дожигания СО в СО2.
394
Расход этого тепяа распределяется следующим образом: около 50% от прихода тепла содержится в жидкой стали и щлаке (энтальпия ванны); около 10 % – тепло, заключенное в отходящих газах (в основном СО2) и остальные 40 % тепла расходуются на компенсацию потерь через кладку, потерь с водой, охлаждающей отдельные элементы печи, и на переработку лома или железной руды (избыток тепла). Таким образом, количество переработанного лома (или железной руды) определяется тепловым балансом.
Теоретически при содержании в шихте более 65 % жидкого чугуна двухванныве печи могут работать без расходования топлива. Если же по условиям производства в печь загружают лома больше, чем соответствует по балансу тепла, то недостаток тепла должен быть скомпенсирован подаваемым топливом. Естественно, что тепловой баланс зависит также от состава чугуна, главным образом от содержания в нем кремния.
Топливо в двухванные печи подают с помощью газокислородных горелок, установленных в своде и торцах печи. Горелки могут быть стационарными или подвижными.
Хорошо работающие двухванные печи расходуют на 1т стали 70–75 м3 кислорода и 3–4 кг огнеупоров. Расход топ-дива определяется составом шихты (главным образом расходом и составом чугуна).
Естественно, что замена мартеновских печей на двухванные, поскольку она не сопровождается увеличением числа единиц оборудования, приводит к повышению производительности труда. Так, в мартеновском цехе Магнитогорского Металлургического комбината выплавка стали на одного рабочего после замены мартеновских печей на двухванные приблизилась к 6 тыс.т в год (что существенно превышает показатели других сталеплавильных цехов страны, оборудованных мартеновскими печами).
Таким образом, достоинствами двухванных печей являются: 1) высокая производительность; 2) меньшая трудоемкость ремонтов; 3) возможность размещения печей в существующих мартеновских цехах (габариты, использование кранового оборудования, коммуникаций и т.д.).
Эти достоинства определили распространение печей такого типа для заамены мартеновских печей, работающих скрап-рудным процессом с интенсивной продувкой кислородом.
395
Вместе с тем целый ряд проблем организации работы двухванных печей оказался нерешенным: а) тепловая работа печи осложняется большими подсосами холодного воздуха (в результате подсоса основная масса СО окисляется в том рабочем пространстве, где происходит продувка, не успевая перейти в то пространство, где идет подогрев твердой шихты); б) в двухванных печах при интенсивной продувке кислородом наблюдается повышенный угар металла; в) не решена проблема удаления из атмосферы цеха бурого дыма, выбивающегося при интенсивной продувке через щели в кладке и смотровые гляделки; не решены и некоторые другие проблемы.
Однако самый главный недостаток – неудовлетворительные условия работы в экологическом отношении: значительный вынос плавильной пыли и газов, содержащих СО, SO2, NOX. При этом выбросы газов и пыли непосредственно на рабочих местах в цехе вредны и мешают обслуживанию печей.
Заметного' сокращения неорганизованных выбросов пыли и газов непосредственно в цехе удалось добиться, реконструировав обычные двухванные печи на печи прямоточные или одноканальные. Печи эти получили названия ПДА (прямоточный двухванный агрегат) или ПСА (прямоточный сталеплавильный агрегат). Основной принцип работы этих агрегатов – отвод дымовых газов из каждого рабочего
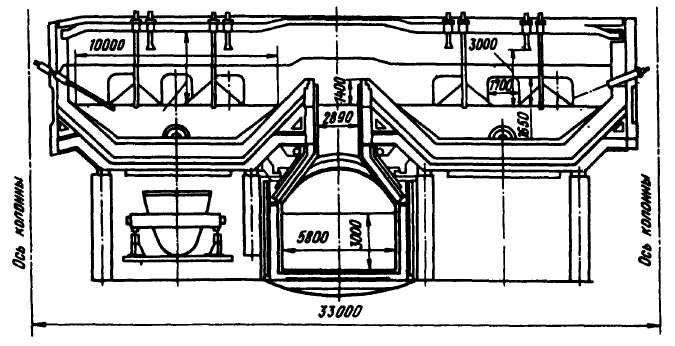
Рис. 114. Одноканальный двухванный сталеплавильный агрегат Алчевского металлургического комбината (2х 270 т)
396
Пространства через смежный вертикальный канал или вообще в один общий вертикальный канал (рис. 114). В таких агрегатах не только отсутствует регенерация тепла отходящих газов, но и уменьшается доля тепла, расходуемого на подогрев твердой шихты. Естественно, что при этом заметно возрастают расходы топлива и кислорода.
В качестве примера приведем усредненные данные о работе прямоточной двухванной печи Алчевского металлургического комбината, изображенной на рис. 114, в первой половине 1993 г:
Масса плавки (т. годного) 262,3
В том числе жидкого чугуна (кг/т
стали) 750-760
Продолжительность (ч/мин):
заправки 0–25
завалки твердой шихты 0–55
прогрева твердой шихты 1–11
слива жидкого чугуна 0–30
плавления 1–18
доводки 1–47
Интенсивность продувки ванны кислородом, м3/ч 6000
Расход топлива (кг условного топлива
на 1 т стали) 61,6
Расход кислорода, м3/т , 138,2
Напомним, что "условное топливо" – единица учета, применяемая для сопоставления эффективности различных видов топлива; в качестве единицы принимается 1 кг условного топлива (1 кг у.т.) с теплотой сгорания 7000 ккал/ /кг (29308 кДж/кг). Соотношение между массой условного топлива Ву, кг и массой натурального топлива Вн, кг ВУ = Э * Вн, где Э– калорийный эквивалент. Если Qg – низшая теплота сгорания данного топлива, ккал/кг или ккал/м3, то Э = б{,/7009. Значение Э принимают: для нефти 1,4; кокса 0,93; торфа 0,4; природного газа 1,2.
Из приведенных данных видно, что при составе шихты, близком к составу шихты конвертерного процесса, расход кислорода почти вдвое превышает обычные расходы при конвертерной плавке, и дополнительно расходуется топливо.
Положительным, однако, является то, что при переводе двухванных печей на прямоточный режим улучшилась экологическая обстановка на рабочих местах в цехе (концентрации пыли в воздухе на рабочих местах, содержания сернистого ангидрида, оксидов азота). На упомянутой печи Алчевского комбината выбросы в атмосферу по сравнению с мартеновскими печами уменьшились: пыли в 2,3 раза, NO^ – в 4 раза, СО- в 4,2раза.
397
Характеризуя ситуацию в целом, следует отметить, что как мартеновские печи с интенсивной продувкой ванны кислородом, так и двухванные печи в экологическом отношении представляют собой агрегаты, не удовлетворяющие условиям современных высоких требований по охране природы и охране труда из-за интенсивного выделения пыли, а также газов, содержащих СО2, SO2, NO^.
Работа этих агрегатов связана с достаточно высоким расходом огнеупоров, большими затратами труда на ремонты (проводимые к тому же в условиях горячего цеха). Производительность труда (в тыс. т стали на одного работающего) в мартеновском производстве ниже, чем в конвертерном.
В соответствии со сказанным понятно, почему строительство новых мартеновских цехов не ведется.