

2. Основные типы унрс
УНРС с вытягиванием слитка из кристаллизатора. УНРС этого типа, как отмечалось, нашли наиболее широкое применение и имеют много разновидностей. В зависимости от направления основной технологической оси установки (направления движения отливаемого слитка) различают (рис. 166) УНРС вертикального типа а, с изгибом слитка б, вертикально-радиальные в, радиальные г, криволинейные д, наклонно-криволинейные е, горизонтальные ж.
В зависимости от формы поперечного сечения отливаемого слитка различают слябовые УНРС; сортовые и блюмовые; УНРС для отливки заготовок круглого сечения; полых трубных заготовок; слитков сложного профиля, близких по сечению к готовому прокату.
Широкое промышленное применение нашли слябовые УНРС (отливка слитков плоского сечения толщиной 150–300 и шириной до 2600 мм), сортовые и блюмовые (отливка слитков квадратного сечения размером до 400x400 мм и слитков прямоугольного сечения с небольшой величиной отношения ширины к толщине (до 1,5–2,0) при толщине до 300 мм; реже применяются УНРС для отливки слитков круглого сечения диаметром до 500 мм. УНРС для отливки полых трубных заготовок и заготовок сложного профиля (например, двутаврового) находятся в стадии промышленного освоения.
В последние годы начали внедрять УНРС для отливки тонких слябов (толщиной 30–70 мм).
В зависимости от числа одновременно отливаемых из одного сталеразливочного ковша слитков, УНРС могут быть одно-, двух- и многоручьевыми; с увеличением числа ручьев увеличивается производительность установки. Слябовые УНРС
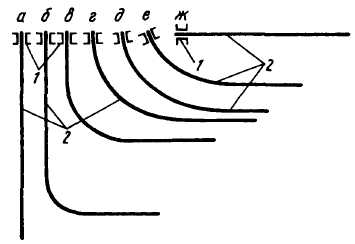
1 – кристаллизатор; 2 – отливаемый слиток
556
обычно делают двухручьевыми, сортовые и блюмовые – чаще трех-восьмиручьевыми. Разливку на УНРС ведут до израсходования металла в сталеразливочном ковше или же разливают без перерыва металл из нескольких ковшей (разливка методом "плавка на плавку").
Применяют также установки полунепрерывной разливки, на которых отливают слиток определенной длины (6–10 м). Этот слиток затем разрезают на части в холодном состоянии.
Скорость разливки, то есть скорость движения слитка при его толщине более 150 мм обычно находится в пределах от 0,5 до 1,5–2,5 м/мин, хотя на отдельных УНРС достигнуты и большие скорости; при отливке слитков малой толщины (квадрат размером менее 90x90 мм и слябы толщиной менее 70 мм) скорость разливки достигает 4–8 м/мин.
УНРС без скольжения слитка в кристаллизаторе начали применять для разливки стали в последние годы. Отсутствие скольжения обеспечивается за счет совместного движения поверхности кристаллизатора и слитка в начале его формирования, что достигается подачей жидкого металла на движущуюся охлаждаемую поверхность, выполняющую роль кристаллизатора.
Основные разновидности УНРС подобного типа: барабанные и одноленточные с подачей жидкого металла на поверхность вращающегося барабана (валка) или движущейся непрерывной ленты; двухвалковые, когда металл подают в зазор между двумя вращающимися валками; двух ленточные, когда металл подают в зазор между двумя движущимися непрерывными лентами (сплошными или гусеничными); барабанно-ленточные (роторные), когда металл льют в зазор между вращающимся барабаном и движущейся лентой.
УНРС последнего типа (роторные) применяют для отливки слитков с сечением, близким к прямоугольному толщиной до 160 мм, остальные – для отливки полос и лент толщиной менее 10–20 мм и шириной до 800–1000 мм.
Благодаря отсутствию трения между слитком и кристаллизатором скорость движения отливаемого слитка на таких УНРС значительно выше, чем на УНРС со скольжением слитка; при отливке полос и лент толщиной менее 1–2 мм эта скорость может достигать 100–150 м/мин и более.
557