

Глава 4. Оборудование и работа обслуживающих доменную печь участков
§ 1. Подача шихты в доменную печь
Шихтовые материалы доставляют на колошник доменной печи к засыпному аппарату из бункеров расположенной вблизи печи бункерной эстакады, где хранится оперативный запас материалов на 6–24 ч работы печи. В старых доменных цехах, в состав которых обычно входит несколько расположенных в одну линию доменных печей, имеется общая для всех печей бункерная эстакада – два ряда бункеров, расположенных вдоль фронта печей вблизи от них. Для каждой из новых печей объемом от 3200 м3 до 5500 м3 предусматривают отдельную бункерную эстакаду.
Для доставки шихтовых материалов из бункеров эстакады на колошник применяют либо скиповой, либо конвейерный подъемник; высота подъема достигает 60–80 м. В старых цехах с несколькими печами (объемом 2700 м3 и менее) и общей бункерной эстакадой материалы на колошник печей доставляют с помощью скипового подъемника и загружают в печь двухконусным засыпным аппаратом (см. рис. 32, а). На новых печах объемом 3200 м3 и более, имеющих отдельную бункерную эстакаду, доставку материалов на колошник осуществляют конвейерным подъемником и загружают в печь, как правило, с помощью бесконусного загрузочного устройства (см. рис. 32, б).
Скиповой колошниковый подъемник показан на схеме поперечного разреза доменнного цеха (рис. 49), т.е. разреза, перпендикулярного оси расположения печей и бункерной эстакады; для подъема материалов служат два скипа 4, передвигающиеся по параллельным рельсовым путям, уложенным на наклонном мосту 3. Скип (рис. 50) представляет собой вагонетку (тележку) объемом 4,5–20 м3 с открытым передним торцом и закругленным днищем.
Бункерная эстакада – это железобетонное сооружение высотой 9–12 м, состоящее из двух рядов бункеров 7; под бункерами вдоль эстакады передвигаются вагон-весы S, а напротив печей под бункерной эстакадой имеется скиповая яма 9, в которую поочередно опускаются скипы. В бункера эстакады шихтовые материалы загружают сверху, доставляя
147
Рис. 49, Часть
поперечного разреза доменного цеха:
а –
по скиповой яме и скиповому подъемнику;
б –
по бункерной эстакаде
Рис. 50. Скип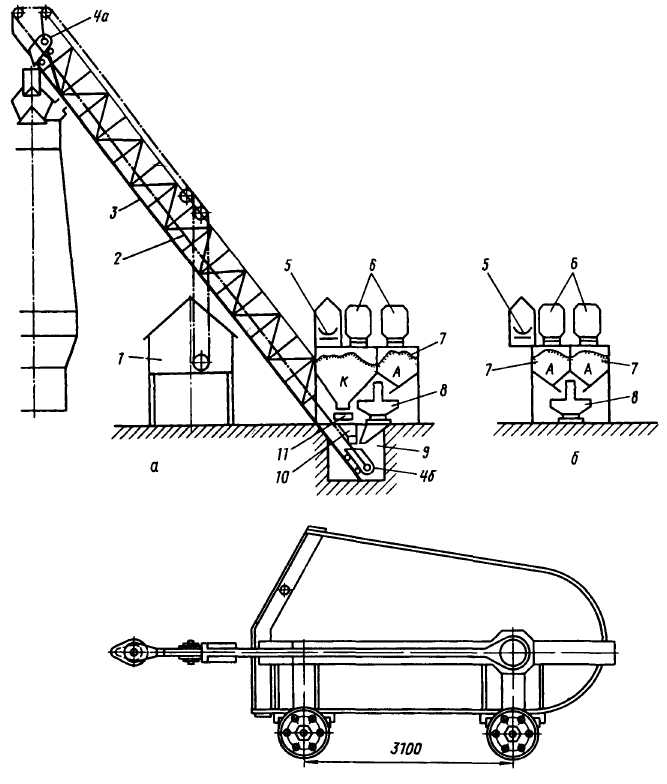
их вагонами 6 или конвейером 5; в ближайших к печи бункерах хранят кокс (К), в других бункерах по длине эстакады – агломерат (А), окатыши и добавки. Вагон-весы – это самодвижущийся электровагон с двумя карманами (бункерами) и взвешивающим устройством.
Вагон-весы, двигаясь вдоль эстакады, останавливаются у бункера с нужным материалом, выгружают из него в карманы порции шихты и затем переезжают к печи и, останавливаясь над скиповой ямой 9, выгружают шихту в скип, который
148
поднимается по мосту на колошник. Движение двух скипов с помощью канатов 2 обеспечивает скиповая лебедка 1. При движении одного скипа вверх другой опускается вниз; когда один скип 4,6 загружается материалами в скиповой яме, другой 4, а на колошнике опрокидывается, разгружая материалы в приемную воронку засыпного аппарата печи. Время подъема (опускания) скипа составляет 35–45 с.
Чтобы предотвратить измельчение кокса, обладающего невысокой прочностью, его стараются подвергать меньшему числу перегрузок. Поэтому коксовые бункера К располагают над скиповой ямой, и из них кокс поступает в скипы, минуя вагон-весы. Между коксовыми бункерами и скипом имеются грохот 11, отсеивающий мелочь кокса, и весовая воронка 10 для дозирования порций кокса.
Система набора и подачи материалов в скипы вагон-весами обладает рядом существенных недостатков: мала производительность в связи с наличием холостых пробегов вагона и длительным набором шихты в карманы; невозможен отсев мелочи агломерата при его наборе в вагон-весы; сложно автоматизировать управление работой вагон-весов; напряженная работа машиниста в тяжелых условиях. Поэтому в строившихся в последнее время печах объемом 2000 м3 и более вагон-весы заменены конвейерами, которые, двигаясь под бункерами, доставляют от них материалы в скипы.
Конвейерный колошниковый подъемник. Как показал опыт, скиповые подъемники не обеспечивают темп загрузки шихты, требуемый на печах большого объема (3200 м3 и более). Поэтому на вновь сооружаемых печах объемом 3200–5500 м3 для доставки шихтовых материалов на колошник стали использовать конвейеры. Общий вид одного из конвейерных колошниковых подъемников показан на рис. 51. Из бункерной эстакады 1 шихтовые материалы выдаются на непрерывно движущуюся под ними ленту конвейера, которая по галерее 2 транспортирует материалы на колошник доменной печи 6. В бункерной эстакаде, поперечный разрез которой показан на рис. 52, бункеры К, А и О для хранения 5-12 часового запаса кокса, агломерата и окатышей, расположены в два ряда. Материалы на эстакаду доставляют продольным конвейером 1 и распределяют по бункерам с помощью реверсивных передвижных поперечных 2 и продольных 3 конвейеров. Из бункеров К, А, О каждый материал выдается на грохот 4,
149
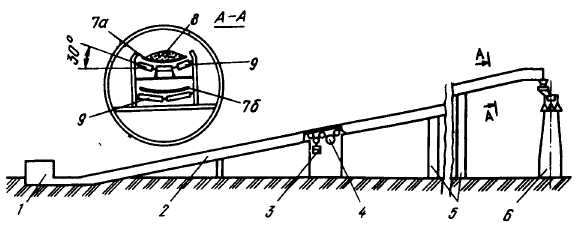
Рис. 51. Конвейерный колошниковый подъемник с грузовым натяжным устройством




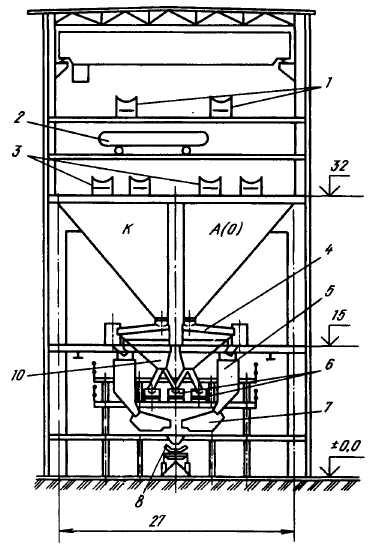
отсеивающий мелочь и затем через бункерные весы (дозатор) 5 и питатель 7 поступают на ленту 8, движущуюся до колошника печи. Отсеянная грохотами 4 мелочь убирается вспомогательными конвейерами 6.
Ленточный конвейер колошникового подъемника движется (рис. 51) в закрытой наклонной галерее 2, которая крепится на нескольких вертикальных опорах 5. Чтобы предотвратить скольжение материалов на наклонной ленте вниз, угол ее наклона не должен превышать 12°. На практике угол наклона ленты и галереи принимают в пределах 10–11°; благодаря столь малому углу наклона длина ленты конвейера оказывается большой (300-500 м).
150
Основной рабочий орган конвейерного подъемника – рези-нотросовая лента шириной 2 м; ее верхняя рабочая ветвь 7, а (с транспортируемым материалом 8) и холостая ветвь 7, б поддерживаются опорными роликами 9. Верхней ветви с помощью крайних опорных роликов придают желобообразную форму, чтобы на ней умещалось больше материалов. Движение ленты обеспечивают электродвигатели, вращающие барабан, который огибает плотно прижатая к нему лента; постоянное натяжение ленты обеспечивают груз 3 и барабан 4.
Лента движется непрерывно, а материалы на нее в бункерной эстакаде загружают отдельными порциями с разрывами между ними; на колошнике печи материалы с ленты ссыпаются в приемную воронку бесконусного загрузочного устройства, как это показано на рис. 32, б. Объем порций материала на ленте меньше или равен объему шлюзового бункера загрузочного устройства (37–80 м3). Величина разрыва определяется длительностью срабатывания приемной воронки (рис. 32, б), направляющей порцию шихты либо в один, либо в другой шлюзовой бункер (10–30 с движения ленты).
Скорость движения ленты обычно равна 2 м/с, при этом производительность подъемника достигает 30000 т материалов в сутки и более. Конвейерный колошниковый подъемник по сравнению со скиповым обладает помимо большей производительности следующими преимуществами: срок службы конвейерной ленты в несколько раз больше срока службы скиповых канатов; на 15–20 % ниже затраты на сооружение скипового подъемника и ниже эксплуатационные расходы; возможна подача в одной порции нескольких материалов путем их послойной укладки на ленте; обеспечиваются условия для полной автоматизации подачи шихты на колошник.