

3. Процес в’язання трикотажу
Парк трикотажно-в’язальних машин для виготовлення трикотажних виробів і полотен досить широкий, що визначається значною різноманітністю асортименту виробів і полотен та постійною тенденцією до їх оновлення, підвищення якості й покращання зовнішнього вигляду. У промисловості використовуються поперечнов’язальні (кулірні) й основов’язальні машини. Конструктивні особливості трикотажно-в’язальних машин характеризуються такими основними ознаками: кількістю гольниць (фонтур), формою гольниць і видом голок. Загальну класифікаціютрикотажно-в’язальних приведено на рис. 21.
За кількістю гольниць машини поділяють на однофонтурні (одна гольниця) і двофонтурні (дві гольниці). Відповідно отримують одинарний або подвійний трикотаж. На однофонтурних машинах виготовляють більш легкий і тонкий а на двофонтурних – більш товстий і важкий трикотаж. При виготовленні одинарного трикотажу петлеутворення відбувається так, що петельні дужки виходять на один бік полотна (зворотний), а петельні палички – на другий (лицьовий), у результаті чого лицьовий і зворотний боки мають різний рисунок. На двофонтурних машинах голки однієї гольниці скидають петлі на один бік, а другої – на другий бік трикотажу, у результаті чого отримують дволицьові (подвійні) полотна. Як однофонтурні, так і двофонтурні машини бувають кулірними (отримують поперечнов’язаний трикотаж) й основов’язальними (отримують основов’язаний трикотаж).
За призначенням трикотажні машини групують так:
машини для виготовлення полотен і деталей для різних виробів: поперечнов’язальні – багатозамкові, МТ, котонні (однофонтурні), ластичні, фангові, інтерлочні (двофонтурні); основов’язальні – рашель-машини і вертілки однофонтурні й двофонтурні;
машини для виготовлення панчішно-шкарпеткових виробів – круглі й плоскі (котонні) автомати (одинарні й подвійні);
машини спеціального призначення – рукавичні, береточні, для виготовлення бейок, кашне, хусток тощо.
Усі трикотажні машини, незалежно від їх конструкції і призначення, мають такі основні механізми: подавання ниток, петлеутворення, відведення готового полотна, пуску і зупинки машини. Деякі види машин додатково комплектуються жаккардовими механізмами для виготовлення візерункових полотен.
За формою гольниць (фонтур) розрізняють машини плоскі й круглі. На плоских машинах гольниця прямолінійна, а трикотаж має форму плоского полотна. На круглов’язальних – гольниця круглої форми, а трикотаж має форму циліндра (трубки).
Петлеутворюючий механізм трикотажної машини має такі робочі органи: в’язальні голки, платини, нитководи, преси. (рис. 22)
Найпоширенішими є гачкові й язичкові голки. На високошвидкісних основов’язальних машинах використовують також трубчасті голки движкового типу, які складаються із повзуна, повзунця і двигунця.Гачкова голка (див. рис. 22,а) являє собою тонкий сталевий стрижень 4 з п’яткою 5, гачком 2 із загостреним мисиком 1, який при натисканні входить у заглиблення (чашу) 3, закриваючи вхід нитки під гачок. Стрижень (4) язичкової голки (див. рис.22,б) має гачок 1, язичок 2 з чашею 3, який обертається на осі 6, і п’ятку 5. Язичок 2 при обертанні відкриває або закриває вхід під гачок 1. З допомогою п’ятки 5 голки закріплюються в гольницю або переміщуються в її пазах.

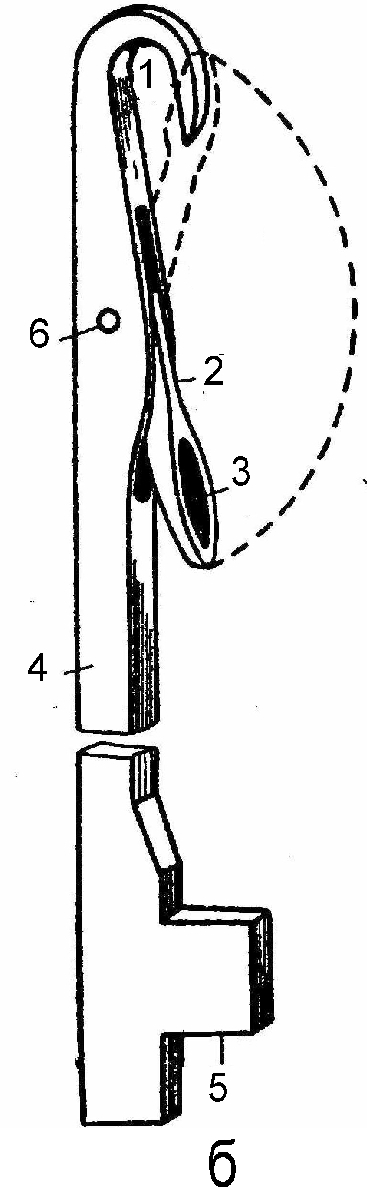
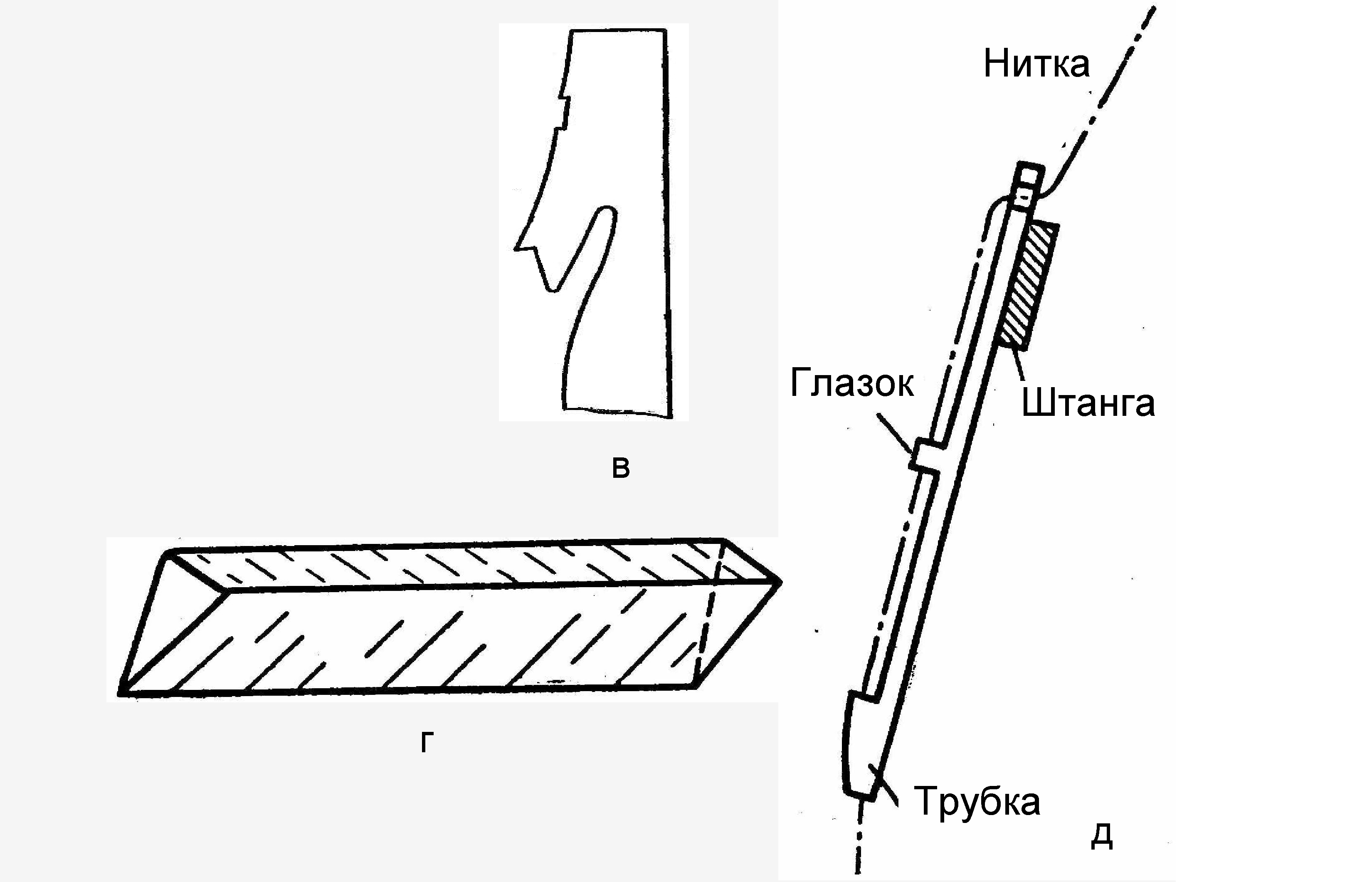
Рис. 22. Робочі органи петлеутворюючого механізму трикотажних машин:
а – гачкова голка (1 – гачок (з загостреним кінчиком 2); 3 – чаша; 4 - стрижень; 5 – п’ятка); б – язичкова голка (1 – гачок; 2 – язичок (з чашею 3); 4 – стрижень; 5 – п’ятка; 6 – ось); в – платини; г – прес; д – нитковод.
Платини (див. рис.22, в) являють собою тонкі сталеві пластинки різних форм і використовуються для згину ниток у петлі, переміщення ниток або петель відносно стрижнів голок. Платини встановлюють на осново- і поперечнов’язальних машинах з гачковими голками по одній у проміжках між голками.
Прес (див. рис.22, г) встановлюється тільки на машинах з гачковими голками і служить для заглиблення миска голки в чашу в процесі петлеутворення.
Нитковод (див. рис.22, д) використовується для прокладання ниток у голки. На основов’язальних машинах кожна голка має власний нитковод (ушковину).
Процес петлеутворення, незалежно від способу в’язання трикотажу і виду голок, складається з десяти операцій, або моментів: заключення, прокладання ниток, згинання (кулірування), винесення, пресування, нанесення, з’єднання, скидання, формування і відтягування.
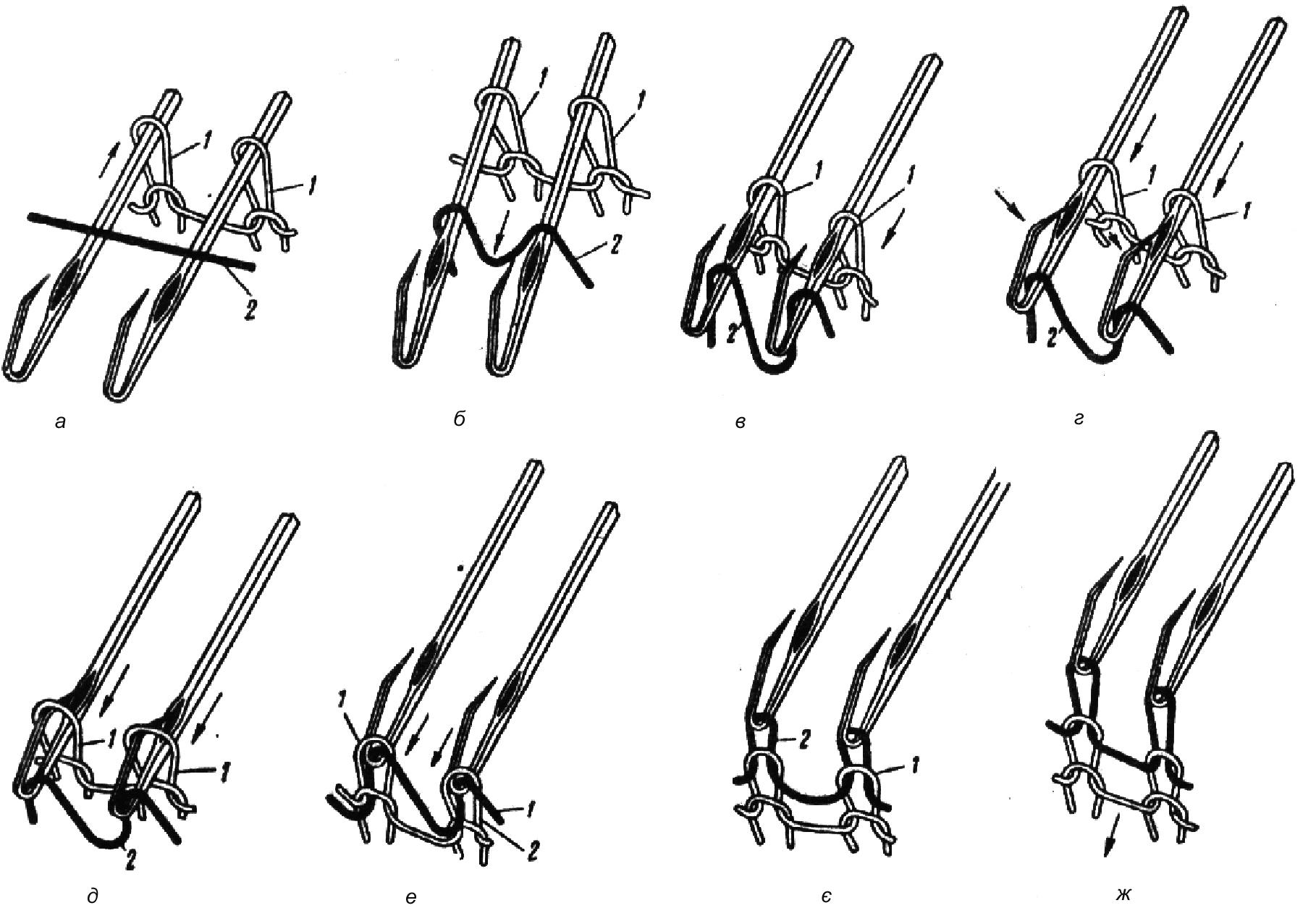
Рис. 23. Процес петлеутворення на гачкових голках.
На рис. 23 показані процеси петлеутворення на машинах з гачковими голками. Гачкові голки закріплені в гольниці (фонтурі).
Заключення (а-2) – переміщення раніше сформованих петель пластинами з-під гачка до п’яток здійснюється з допомогою платин. Прокладання нитки (а-2) на голки здійснюється нитководами для отримання з неї нового ряду петель; кулірування (б-2) – згин прокладеної нитки в петлі з допомогою. Винесення (в-2) – просування зігнутої в петлі нитки по стрижнях голок і винесення їх під гачок з допомогою платин. Пресування (2) – закриття з допомогою пресу входу петель під гачки голок. Це необхідно для того, щоб старі петлі при просуванні до головок голок не потрапили під гачок. Нанесення (д-1) – при просуванні до головок голок старі петлі наносяться на запресовані гачки. З’єднання (е-1) – старі петлі, нанесені на гачок, з’єднуються з новими петлями під гачком. Скидання (є) – зсування старих петель з гачків голок при їх подальшому винесенні. Формування (є) – нові петлі зігнуті з нитки і протягуються через старі, здійснюється їх формування. Відтягування (ж) – сформовані нові петлі повертаються перпендикулярно до стрижнів голок для здійснення першої операції (заключення).
Спосіб петлеутворення, за яким кулірування нитки проводиться відразу після її прокладання на голки, характерний для виготовлення трикотажу на машинах з гачковими голками і називається трикотажним. Голки закріплені в гольниці нерухомо.
На машинах з язичковими голками згинання нитки в петлю відбувається не відразу після її прокладання, а одночасно зі скиданням. При цьому голки не закріплені нерухомо, а переміщаються одна відносно одної. Такий спосіб петлеутворення називають в’язальним (рис.24).
У технічній характеристиці трикотажно-в’язальних машин велике значення має клас машини, оскільки від нього залежить асортимент і основні показники трикотажу, який проектується для даної машини: лінійна густина ниток, щільність полотна, довжина петлі.
Клас машини характеризується голковим кроком – відстанню між центрами двох сусідніх голок. Класом трикотажно-в’язальної машини називають число, що показує, яка кількість голкових кроків розміщується на одиниці довжини гольниці. Для більшості сучасних плоских і круглих в’язальних машин клас визначається числом голкових кроків, яке припадає на 1 англ.дюйм (1 англ.дюйм = 25,4 мм). Однак в окремих країнах для визначення класу машин використовують старі одиниці виміру тих країн, де історично раніше здійснювався випуск машин даного типу. Саме тому для визначення класу машин, крім англійського дюйма, прийняті такі дюйми: французький – дорівнює 27,78 мм; саксонський – 23,6 мм. Клас машини може визначатися на один, півтора або два дюйми.

Рис. 24. Процес петлеутворення на язичкових голках.
Клас машини (К) визначається голковим кроком:
К = Е / Тг,
де Е – одиниця довжини гольниці;
Тг – голковий крок.
Голковий крок можна розрахувати за класом машини:
Тг = Тг = Е / К,
де Тг – голковий крок
Величина голкового кроку обернено пропорційна класу машини – чим більший клас машини, тим менший голковий крок