

Машинні стібки за способом переплетення ниток поділяються на човникові та ланцюгові.
При човниковому переплетенні ниток стібки утворюються нитками № 1 і 2, які подаються зі шпулі човника і котушки та розміщуються по обидва боки тканин, що зшиваються, і переплітаються одна з одною всередині них (рис. 17, а). Такі стібки дають пунктирну строчку з обох боків тканин. Вони називаються човниковими тому, що для їх утворення застосовується робочий орган машини – човник.
Ланцюговий стібок може бути одно-, дво-, тринитковий.
Строчка однониткового ланцюгового стібка (рис. 17, б) зверху має вигляд пунктирної лінії, а знизу – ланцюжка, тому стібки називають ланцюговими. Для їх утворення використовується робочий орган машин, який називається петельником.
Основним устаткуванням, призначеним для виготовлення одягу, є швейні машини. Вони поділяються на універсальні та спеціальні. До універсальних належать машини, на яких можна виконувати кілька різних технологічних операцій (сточувати деталі, обшивати борти, зшивати бокові та плечові зрізи тощо).
Спеціальними машинами називаються такі, на яких виконують, як правило, одну, цілком визначену технологічну операцію (пришивання ґудзиків, виготовлення закріпок, закріплювання кінців кишені).
Човникові строчки мають гарний зовнішній вигляд, високу міцність як у поздовжньому, так і в поперечному напрямах і використовуються практично в усіх випадках з’єднання деталей верху, підкладки, прокладки верхнього одягу, платтяних виробів і головних уборів із тканин будь-якого волокнистого складу. Їх широко використовують як оздоблювальні (прямі і зиґзаґоподібні строчки), для виготовлення закріпок, пришивання аплікацій тощо.
Ланцюгові строчки забезпечують достатньо міцне й еластичне з’єднання, виконують ними шви, які повинні мати значну розтяжність. Їх використовують для підшивальних і стібкових робіт, обметування зрізів деталей і швів.
Тринитковий ланцюговий стібок застосовують у сточечно-обкидувальних строчках; він забезпечує більшу еластичність, ніж двонитковий.
Машинні строчки поділяють на лінійні, зиґзаґоподібні й підшивально-обкидальні.
До машинних строчок ставлять такі важливі вимоги: кількість стібків на 1 см строчки, розміри і ширина швів, номери бавовняних і шовкових ниток, номери голок. Параметри бувають різними для різних за призначенням виробів, виготовлених із різних за волокнистим складом тканин, тканин різної товщини.
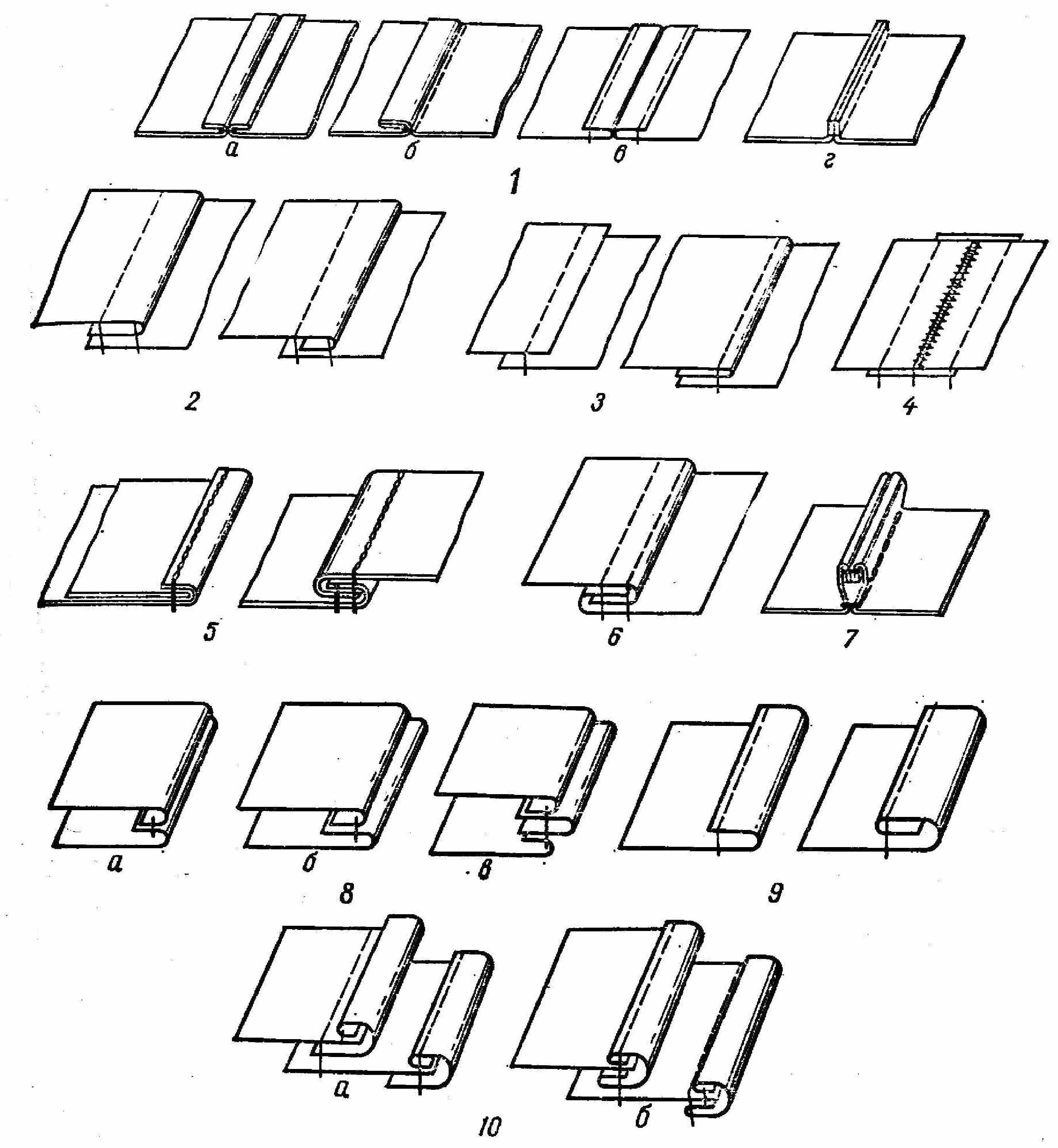
Рис.18. Шви:
1 – зшивний: а – в розутюжку; б – в заутюжку; в розстрочку; г – в ребро; 2 – настрочний з відкритим і закритим зрізом; 3 – накладний з відкритим і закритим зрізом; 4 – стиковий; 5 – запошивний; 6 – шов у замок; 7 – подвійний; 8 – обшивний: а – в розкол; б – в кант; в – з кантом; 9 – шов впідгин з відкритим і закритим зрізом; 10 – окантовочний: а – з відкритим зрізом окантовки; б – з закритим зрізом окантовки.
Шви, що використовують при виготовленні швейних виробів, класифікують за трьома групами: з’єднувальні, крайові та оздоблювальні (рис. 18).
З’єднувальні шви поділяють на зшивні, настрочні, накладні, запошивочні, у замок, подвійні.
З’єднувальні шви – застосовують для з’єднання деталей виробу.
Зшивний шов (найпоширеніший) – застосовують для з’єднання основних деталей одягу. Ширина шва залежить від його призначення й обсипальності тканини (від 0,5 до 1 см) (див. рис. 18, 1).
Різновидами зшивного шва є:
на ребро (зрізи деталей припрасовують не відгинаючи) – зшивання частин пілочок, спинки, рукавів;
у розпрасування (зрізи деталей розпрасовують у різні боки і закріплюють праскою) – зшивання основних деталей;
у запрасування (зрізи деталей загинають у один бік і закріплюють праскою) – зшивання деталей підкладки;
у розстрочку (зрізи розпрасовують у різні боки і розстрочують) – з’єднування й оздоблення деталей відповідно до зразка.
Настрочний шов (див. рис. 18, 2) може бути з відкритим або закритим зрізом. При виконанні шва з відкритим зрізом деталі складають лицьовими поверхнями всередину, вирівнюють зрізи і зшивають, потім деталі розгортають і настрочують по лицьовій стороні. При виконанні настрочного шва із закритим зрізом деталі складають лицьовими поверхнями всередину, припуск на шов на нижній деталі залишають більший ніж на верхній. Складені деталі зшивають, потім верхню деталь відгортають і прокладають строчку на лицьовому боці, пристрочуючи одночасно припуск на шов нижньої деталі. Застосовують для з’єднання деталей верхнього одягу з плащових тканин, шкіри, замші.
Накладний шов (див. рис. 18, 3) – буває з відкритим і закритим зрізом (для настрочування кокеток, накладних кишень). Його застосовують для з’єднання як деталей з основної тканини, так і деталей прокладки. Під час виконання шва з відкритим зрізом деталі накладають одну на одну, край однієї деталі повинен заходити за край другої на 1 см. Деталі з’єднують прямою або зиґзаґоподібною строчкою. Виконуючи шов із закритим зрізом, край верхньої деталі (кокетки) підгинають всередину, накладають підігнутим краєм на другу і з’єднують прямою строчкою.
Стиковий шов (див. рис. 18, 4) – застосовують для з’єднання частин бортової прокладки, прокладки в комір. Виконують прямою або зиґзаґоподібною строчкою. Краї деталі розміщують впритул, накладають смужку тонкої тканини (коленкору) і настрочують смужку з боку основних деталей. Краї деталей додатково закріплюють зиґзаґоподібною строчкою.
Запошивний шов (див. рис. 18, 5)– використовують для з’єднання деталей білизни, спецодягу, костюмів без підкладки, у легкому одязі. Деталі складають лицьовими поверхнями всередину так, щоб край нижньої деталі виступав за край верхньої. Край нижньої деталі, що виступає, підгинають на верхню і вздовж обрізного краю прокладають строчку. Потім верхню деталь повертають на 180° навколо строчки і прокладають другу строчку біля згину. На лицьовому боці виступає одна строчка, а на зворотному – дві.
Шов у замок (див. рис. 18, 6) – виконують на двоголковій машині, застосовується аналогічно запошивному. З обох боків (лицьової і зворотної) видно дві паралельні строчки.
Подвійний шов (див. рис. 18, 7) – використовують для з’єднання деталей у виробах без підкладки. Деталі складають зворотним боком до середини, вирівнюють зрізи і прокладають строчку на відстані 0,3 – 0,5 см, потім їх вивертають і прокладають другу строчку на відстані 0,5 – 0,7 см. Зрізи деталей завжди розміщені всередині шва.
Крайові шви – служать для оформлення країв деталей. Розрізняють окантовочні, обшивні й в підгин.
Окантовочний шов буває із відкритим і закритим зрізом. Використовується для закріплення й оздоблення краю тканини (деталі). Ширина окантовки – за моделлю; ширина смужки підкладкової тканини – 2,0 – 2,5 см, тасьми – 1,1 – 1,5 см.
Шви обшивні (див. рис. 18, 8)– використовують для обшивання бортів, клапанів, комірів (країв деталей). Бувають різновиди: у кант, у розкол, у рамку. Для виконання цих швів дві деталі складають лицьовими поверхнями всередину, зрізи вирівнюють і з’єднують машинною строчкою, потім деталі вивертають на лицьовий бік так, щоб розкол шва проходив посередині згинів деталей. Якщо згини обох деталей розташовані на однаковому рівні – шов називається в розкол, а якщо згин одної деталі більший, а другої менший – називається в кант. Різновидом обшивного шва є шов у рамку, яким обробляють кишені.
Шов в підгин (див. рис. 18, 9) – є з відкритим, закритим або обметаним зрізом, у підгин з облямованим зрізом. Застосовують для обробки низу пілочок, рукавів, внутрішніх країв підбортів верхнього одягу. Шов у підгин з облямованим зрізом застосовують при обробці пальт (піджаків) із дорогих тканин. Зрізи деталей спочатку облямовують підкладковою тканиною або тасьмою, а потім підгинають і закріплюють строчкою.
Оздоблювальні шви використовують для оздоблення деталей швейних виробів. Розрізняють рельєфні шви, виточки і складки.
Рельєфні шви бувають виточні, застрочні і шви зі шнуром, з кантом. Складки – оздоблювальні й оздоблювально-з’єднуючі. Перші – бувають одно- та двобічні, другі – однобічні, двобічні, зустрічні. Ширина складок залежить від моделі. Використовуються для оздоблення пілочок, спинок, рукавів, накладних кишень, обробки спідниць, спинки, костюмів, пальт.
Виточки – призначені для утворення опуклостей на окремих частинах деталей або форми виробів прилеглих у лінії талії. Виточки бувають виточні, застрочні і виточки-складки.
Клеєве з’єднання деталей одягу
Деякі деталі і вузли верхнього одягу і білизни з’єднують з допомогою клеїв (краї бортів, коміра, шліц спинки, низ виробу, рукавів, деталі прокладки). Для одягу, що виготовляють із плівочних матеріалів і тканин з термопластичними волокнами, застосовують методи зварювання (термоконтактне, струмом високої частоти й ультразвуком).
У швейному виробництві усе більше поширення набувають способи з'єднання деталей за допомогою клеїв БФ–6, ПВБ–К1 і ін.
Клей БФ–6 являє собою спиртовий розчин спеціальної синтетичної смоли. Клей ПВБ–К1 – розчин полівінілбутилену в етиловому спирті–ректифікаті, що пластифікований дибутилфталатом і касторовою олією.
Клей застосовується у вигляді клейової плівки, що прокладається між деталями, що склеюються або у вигляді шару, нанесеного на одну сторону тканини.
Клейові матеріали надходять на швейні фабрики у виді клейової плівки, тканини з клейовим покриттям, а також у виді клейового порошку.
Нанесення клею на тканину може бути суцільним і не суцільним (наприклад, смужками або у вигляді крапок при використанні клейового порошку).
Тканина, що має суцільний клейовий шар, нанесений на одну сторону поверхні, називають крайовою тканиною.
В міру розвитку нової технології виготовлення швейних виробів, що відрізняється широкою механізацією процесів, область застосування крайової тканини з нанесеним на неї клейовим шаром усе більше розширюється.
Клейові матеріали повинні зберігатися в сухому приміщенні, термін їх збереження не більш чотирьох місяців.
Клейові матеріали використовуються не тільки для з'єднання деталей, але і як прокладки.
Нижче розглянемо формування споживних властивостей одягу в процесі пошиття відповідно до порядку наведених вище операцій технології виготовлення швейних виробів.Пошив швейних виробів розглянемо на прикладі технології обробки чоловічого верхнього одягу (піджака).
Перевірка й уточнення деталей крою. Перед початком виготовлення виробів необхідно перевірити наявність деталей верху, підкладки і докладу, правильність напряму основних і утокових ниток і рисунка, а також переконатися, що на деталях немає текстильних дефектів. Деталі перевіряють і уточнюють з допомогою лекал, на яких позначено номери моделі, розмір, довжину виробу і найменування деталі, а також нанесено лінію напряму ниток основи (на деталях обводять крейдою неточності зрізів, намічають насічки, (яких бракує), або уточнюють наявні, а потім, за необхідності, підрізають). Далі перевіряють деталі підкладки (накладають на лекала деталей верху). Бортову прокладку перевіряють за пілочкою з основної тканини.
На деталях піджака з допомогою допоміжних лекал наносять додаткові лінії (розміщення бокових кишень, розміщення нерозрізних виточок). Підборти підганяють і підрізають відповідно до довжини борта пілочки піджака. Нижній комір припасовують і підрізають з допомогою лекала за формою горловини.
Обробка пілочок. Залежно від конструкції піджака пілочки можуть мати одну, дві або три виточки (верхню, бокову і передню). Верхню виточку по лінії горловини роблять для створення необхідної опуклості на грудях. Для того щоб виріб краще облягав фігуру, по лінії талії роблять передні і бокові виточки. Під час зшивання виточок знизу підкладають смужку основної тканини для кращого зовнішнього вигляду виробу після розпрасування. Після зшивання шви виточки розпрасовують, тканину зволожують і розпрасовують для одержання опуклості.
Пілочки з відрізними бочками роблять переважно у виробах із тканин з домішками синтетичних волокон або в піджаках великої повноти (якщо необхідно створити підвищену опуклість на животі). Відрізний бочок складають з пілочкою лицьовими боками всередину, вирівнюють краї та прошивають з’єднувальною строчкою. Шов зволожують і розпрасовують.
Пілочки з кокеткою виготовляють у піджаках спортивного типу. Кокетки бувають прямі або фігурні, їх з’єднують з основною деталлю зшивним або настрочним швом. Краї кокетки запресовують на згинальному пресі, зметують на спеціальній машині, припрасовують і настрочують.
Обробка прорізних кишень. Перед обробкою бокової кишені на пілочці додатково допоміжним лекалом намічають розміщення кишені. Виготовляють клапан (прямий або фігурний), мішковину кишені, підзор. Для того щоб запобігти розтягуванню прорізу кишені під час носіння виробу, зі звороту пілочки приметують поздовжник. Потім здійснюють прорізування кишені, закріплення її кінців, пришивання клапана і мішковини з підзором, волого-теплову обробку.
Накладні кишені можуть бути прості, з лісточкою, зі складками, рельєфами, мати різне оздоблення. Обробка накладних кишень складається з таких операцій: оздоблювальні роботи, обробка країв, з’єднання кишені з підкладкою та пілочкою.
Волого-теплову обробку пілочок здійснюють на пресі, обладнаному спеціальними подушками з опуклою верхньою або нижньою поверхнею. Праву та ліву пілочки формують одночасно, складаючи лицьовими поверхнями всередину. Лінію борта розміщують паралельно передньому краю подушки, суміщаючи центри опуклостей подушки та пілочки, розподіливши слабину тканини на лацканах, горловині та проймах, пілочки рівномірно зволожують і пресують.
Обробка бортової прокладки. Бортова прокладка надає пружності пілочкам виробу і зберігає форму, якої вони набувають під час волого-теплової обробки. До бортової прокладки пришивають доточки, накладають смужку волосяної тканини. Зверху на волосяну тканину накладають накладку з бортової тканини, а потім плечову накладку. Усі прокладки скріплюють однією строчкою посередині вздовж бортової прокладки. Потім прокладку вистібують на спеціальній машині зиґзаґоподібною строчкою, з’єднуючи всі деталі. Відстань між строчками 1 – 2 см.
Для надання стійкості лацкану та міцності борта в місцях петель по лацкану і вздовж борта настрочують (приклеюють) смужку флізеліну або бавовняної тканини під колір основної тканини.
Для надання бортовій прокладці опуклості на грудях її краї (по борту, горловині, проймі) спрасовують. Величина спрасування країв залежить від конструкції виробу. Нерідко на швейних фабриках застосовують складання бортової прокладки методом клейового кріплення деталей (на пресі зі спеціальними подушками). Далі виконується з’єднання пілочок з бортовою прокладкою і стібання лацканів. Пілочку наметують на бортову прокладку на спеціальній машині або вручну. Для більшої стійкості та міцності кишень їх скріплюють з бортовою прокладкою, а з метою надання лацканам пружності та стійкості їх стібають на спеціальній машині навскісними стібками з боку бортової прокладки (або клейовим методом). Прокладку лацкана з’єднують з пілочками пресуванням.
Обробка спинок. Спинки піджаків можуть бути різноманітних фасонів і складатися з однієї, двох або більше частин (суцільна, зі швом посередині, зі шліцею, з виточками, з кокеткою, зі складками). Обробка кожного фасону має свої особливості. Наприклад, спинка зі швом посередині має дві частини, які складають лицьовими поверхнями досередини, вирівнюють зрізи і зшивають по правій частині від горловини донизу без натягу, або при посадці деталей – швом шириною 1 см. При обробці середнього шва спинки з тканин з рисунком зрізи зшивають, підганяючи рисунок тканин. У тканин зі смужкою останню розміщують від шва симетрично в правій та лівій частинах спинки. Шов спинки розпрасовують. Спинка із шліцею має припуск на ділянці шліци. В інших фасонах спинок виготовляють виточки, кокетки, складки.
Обробка бокових швів піджака. Спинку і пілочку складають лицьовими поверхнями всередину, вирівнюють зрізи і зметують з боку спинки на відстані 0,9 см від зрізів, суміщаючи насічки, або зшивають бокові зрізи зі спинки по контрольних насічках без попереднього зметування. Шви зволожують і розпрасовують, стежачи за тим, щоб вони не розтягувалися і не викривлялися.
Для закріплення форми піджака і запобігання розтягування країв під час носіння по краях виробу прокладають пружок. Паралельно лінії згину лацкана на відстані 0,2 см в бік пройми також прокладають пружок на 2/3 довжини лацкана від горловини. Клейовий пружок скріплюють з допомогою праски.
Обробка підбортів. Надставки до підбортів пришивають швом шириною 0,5 – 0,7 см, суміщаючи рисунок тканини. Шви розпрасовують і одночасно пропресовують підборти по всій довжині. Пресуванням підганяють паралельність рисунка підборта краю лацкана.
Обробка підкладки. Основне призначення підкладки полягає в тому, щоб закрити всі відкриті шви виробу й деталі докладу. У піджаках на пілочках підкладки обробляють внутрішні кишені. Вони застібаються на петлю або ґудзик. На підзор лівої кишені настрочують фірмову марку.
З’єднання підбортів з виробом. Для з’єднання підбортів і підкладки з верхом виробу піджак кладуть на стіл лицьовою поверхнею наверх, підборти з підкладкою накладають зверху піджака лицьовою поверхнею донизу і вирівнюють так, щоб верхні краї підкладки виступали за верхні краї піджака на 0,7 – 1 см, а підборти перекривали краї пілочок на 0,3 – 0,5 см (внизу підкладка повинна закривати лінію згину низу), наметують підборти на пілочки, потім виріб розкладають на столі, розправляють і вирівнюють підкладку по плечових зрізах, зрізах пройм верху та обрізують зайву підкладку внизу виробу. Для з’єднання підкладки з верхом роблять контрольні насічки, або намічають лінії на пілочках верху і підкладки на відстані 5 – 6 см від краю борта.
Обшивання бортів і низу піджака. Для одержання однакових Заключна обробка та оздоблювальні операції за формою і розмірами лацканів та кутів пілочок внизу ці ділянки перед обшиванням обводять крейдою за допоміжними лекалами. Борти обшивають, прокладаючи строчку біля пружка або по пружку. Лацкани обшивають біля зовнішнього краю пружка. Борти обшивають на машині з ножем. Ширина шва залежить від способу обробки бортів (з розпушуванням, з прокладанням оздоблювальної строчки 0,3 – 0,4 см, "у чистий край" 0,6 – 0,7 см. Нитки наметування підбортів видаляють, шви обшивання бортів зволожують і розпрасовують на пресі або праскою (на спеціальній вузькій колодці). Зрізи швів обшивання бортів з боку підбортів пришивають до пружка і бортової прокладки на машині потайного стібка. Зайву товщину шва у кутах лацкана вирізують, зрізи акуратно закріплюють у стик ручними стібками. Пришиті шви обшивання бортів припрасовують, попередньо зволожуючи. Борти і лацкани вивертають на лицьовий бік, кути виправляють. Низ піджака заметують з боку припуску на підгинання по наміченій лінії, потім виріб вивертають, припуск на підгинання низу відгинають по строчці заметування і підшивають з вивороту виробу потайними стібками. Краї лацканів, бортів і низу можуть закріплюватися з допомогою клейової плівки, яку прокладають на плівковій машині після розпрасування швів обшивання бортів.
Після обробки бортів підкладку внизу прикріпляють до бокових швів трьома-чотирма стібками, роблячи напуск 0,5 – 1 см. Потім піджак вивертають. Внутрішні краї підбортів разом із підкладкою пришивають до бортової прокладки на машині потайного стібка. Далі підкладку прикріплюють, прокладаючи строчки паралельно до країв горловини, пройм і плечових країв.
Підкомір піджака складається з верху і прокладки. Він надає коміру необхідної цупкості і жорсткості. Верх підкоміра складається з двох або чотирьох частин та прокладки з двох частин. Прокладку з’єднують з верхом підкоміра на стібальній машині, або методом клейового кріплення. Перед вметуванням підкоміра уточнюють зріз горловини, потім його вметують і вшивають у горловину з боку підкоміра швом шириною 1 см, шов розпрасовують. Верхній комір накладають на підкомір виворотом донизу так, щоб середина підкоміра точно співпадала з серединою верху спинки, а верхній комір по відльоту, кінцях і стійці виходив за підкомір на 1,5 – 2,0 см, а за лінію розкепу – не менше ніж на 1 см. Комір уточнюють за додатковими лекалами, на кінцях коміра по крейдяних лініях роблять насічки і зшивають, починаючи зі швів розкепа.
Вішалку пришивають посередині коміра вздовж нижнього зрізу на відстані 0,4 – 0,5 см від нього на універсальній машині.
Обробка рукавів. Верхню і нижню частини рукавів складають лицьовими поверхнями всередину, зметують передні зрізи і зшивають по верху швом шириною 1 см. Потім на спеціальних колодках розпрасовують шви, верхню і нижню частини рукавів припрасовують, відтягують верхню частину рукава до лінії перекату, намічають лінії низу та шлиць.
Підкладку зі зшитим переднім швом пришивають до низу рукава, суміщаючи ліктьові зрізи та насічки. Одночасно пришивають прокладку з флізеліну внизу рукава, потім низ рукава перегинають за наміченою лінією, заметують на машині для підшивання. Підкладку біля ліктьових швів пришивають до низу рукавів. Рукав вивертають на лицьовий бік, підкладку розправляють і приметують до основної тканини. Готові рукава припрасовують і відпарюють на спеціальній подушці праскою.
У кінці пошивного процесу здійснюється заключна обробка й оздоблення з метою надання виробу товарного вигляду. До кінцевих оздоблювальних операцій відносять: обкидання петель, виготовлення закріпок; пришивання ґудзиків, гачків, петель, кнопок, пряжок; чищення виробу і остаточна волого-теплова обробка.
Петлі обкидають і закріплюють на спеціальних машинах нитками в колір основної тканини. Розмічають петлі за допоміжними лекалами: у двобортному виробі – на лівому та правому бортах і лацканах, у однобортному – лише на лівому (для чоловіків) і правому (у жінок). Петлі можна виготовляти обточними (у жіночому одязі), приставними (з тасьми, шнурів). На лацканах петлі обкидають по намічених лініях, не прорізуючи отвору (вони виконують оздоблювальну функцію).
Фурнітуру пришивають на спеціальних машинах-напівавтоматах певною кількістю стібків у кожному отворі.
Для чищення виробів використовують спеціальні механічні щітки, видаляють наметувальні нитки, виріб очищають від крейдяних ліній та виробничого пилу, можливих плям (масляних, іржі).
Остаточну волого-теплову обробку проводять на пресах з різними подушками і пароповітряних манекенах.
На швейних потоках високу якість виробів забезпечує точне дотримання всіх технічних умов і режимів обробки (частоти строчіння, ширини швів, величини і розміщення припосадки, величини спрасування і відтягування, температурних режимів ВТО, швидкості швейних машин тощо).
Рукава з’єднують з виробом по контрольних точках (насічках), нанесених на пройму під час розкроювання виробу. За насічками контролюють правильність припосадки рукава і точність розміщення його у проймі виробу. Рукава вметують у пройми, виріб одягають на манекен і перевіряють правильність вметування (відсутність заломів і перекосів). Рукава вшивають у пройму швом шириною 1 см з боку рукавів. Одночасно пришивають смужку основної тканини, розміщуючи її від плечового шва вниз по пілочці на 8 – 10 см. Потім нитки вметування рукавів видаляють, повторно спрасовують припосадку рукавів і вшивають у пройму на машині. Далі розправляють і приметують по проймі бортову прокладку. Між прокладкою і підкладкою розміщують верхні плечові накладки, пришивають їх на машині до швів вшивання рукавів, потім здійснюється остаточна обробка піджака.