

4. Нормування праці у виробництві
Норми часу на ручні, машинно-ручні і машинні роботи складаються з таких категорій затрат робочого часу:
Нч = То + Тд + Тоб + Тп.з + Тп.т + То.п,
де То – основний час, хв.;
Тд – допоміжний час, хв.;
Тоб – час обслуговування робочого місця, хв.;
Тп.з – підготовчо-заключний час, хв.;
Тп.т т – час для перерв, передбачених технологією й організацією виробничого процесу, хв.;
То.п – час на відпочинок і особисті потреби, хв.
При виготовленні продукції окремими серіями (партіями) підготовчо-заключний час встановлюється на всю партію продукції, тому що він не залежить від кількості одиниць однакової продукції, що виготовляється за певним завданням або нарядом. У цьому випадку норма часу на виготовлення одиниці продукції або виконання одиниці роботи встановлюється без підготовчо-заключного і називається нормою штучного часу.
Час, встановлюваний на підготовчо-заключну роботу, називається нормою підготовчо-заключного часу.
Штучний час складається з основного, допоміжного, часу обслуговування робочого місця і перерв на відпочинок та власні потреби. Структура науково обґрунтованої норми часу представлена на рисунку 1.
Оперативний час
А. Повторювальниий
з кожним переходом
Б. Повторювальний
з кожним виробом
В. Повторювальний
через кілька виробів
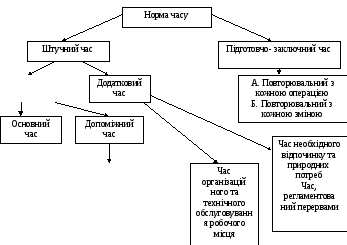
Рисунок 1. Структура науково обґрунтованої норми часу
Якщо в дрібносерійному та одиничному виробництвах протягом зміни відбувається часта зміна виконуваних робіт, у результаті чого встановлення норми підготовчо-заключного часу на окремі роботи ускладнюється, то встановлюється середня величина підготовчо-заключного часу протягом зміни, що далі враховується в нормі на одиницю продукції.
У випадках, коли виділити окремі категорії затрат часу при розрахунку норм неможливо або це не приводить до підвищення точності норм, такі категорії можуть не виділятися. Наприклад, на слюсарних роботах з цих причин додатковий час звичайно не виділяється, а визначається відразу оперативний. Тому іноді не розділяється час організаційного і технічного обслуговування.
Встановлення норм часу на операцію здійснюється шляхом визначення часу на кожну категорію затрат аналітичним методом з наступним підсумовуванням його. Якщо дана операція виконується кількома робітниками, то підсумовується час, затрачуваний усіма робітниками (у людино/хв.) на кожну категорію. При цьому такі категорії затрат, як час на обслуговування робочого місця, відпочинок, застосовується у відсотках до оперативного. У цьому випадку розрахункова формула норми штучного часу (Нч.шт) буде мати такий вигляд:
Нч.шт = То.п [ 1 + (аоб+апт+аоп) /100],
де То.п – оперативний час, хв.;
аоб – час на обслуговування робочого місця у відсотках до оперативного;
апт – час перерв у відсотках до оперативного часу, якщо вони передбачені технологією й організацією даної роботи;
аоп – час на відпочинок і особисті потреби у відсотках до оперативного.
У тих випадках, коли норма підготовчо-заключного часу не виділяється окремо, він визначається також у відсотках до оперативного. Тоді норма часу на всю операцію набуває вигляду:
Нч = Тон [1 + (аоб+апт+ ап.з +аоп) /100],
де ап.з – час підготовчо-заключний у відсотках до оперативного.
За цими формулами визначається час на ручні, машинно-ручні, механізовані роботи.
Аналіз особливостей нормування праці в різних типах виробництва показує, що способи визначення норм затрат часу на виробництво одиниці роботи мають свою специфіку. Крім того, нормування праці має і галузеву різницю. Особливо різні способи встановлення норм затрат оперативного часу. Однак існують і загальні, що визначаються залежністю часу тривалості роботи від її об'єкта й інтенсивності виконання.
Склад і тривалість роботи з обслуговування робочого місця залежить від ряду факторів:
типу й організації виробництва;
типу устаткування;
характеру виконуваної роботи;
прийнятого на підприємстві порядку чередування і здачі зміни та ін.
Однак на деякі трудові функції, пов'язані з обслуговуванням робочого місця, норма часу не встановлюється. Наприклад, якщо між змінами встановлена деяка перерва на здачу зміни, склад часу на обслуговування робочого місця не включається. Не повинен він включатися також і в тих випадках, коли за характером виконуваної роботи зупинка агрегата при передачі зміни може і не проводитись. Такі затрати часу по обслуговуванню робочого місця, як, наприклад, чищення, складання і змащення верстата, не завжди пов'язані з обов'язковою його зупинкою, оскільки ці роботи можуть здійснюватися під час роботи верстата. Отже, такі затрати часу також не повинні враховуватися при визначенні затрат часу на обслуговування робочого місця.
Час на заточення інструмента може включатися в норму тільки в тому випадку, коли відсутнє централізоване заточення, здійснюване спеціальними працівниками (заточниками).
Час обслуговування робочого місця, як правило, нормується у відсотках від оперативного. Для одержання вихідного нормативу середні витрати часу на обслуговування робочих місць за даними масових фотографій робочого дня відносяться до середніх витрат оперативного часу.
Час на відпочинок включається до технічної норми часу тільки в масовому і крупносерійному виробництвах при виконанні фізично важких робіт або робіт з підвищеним темпом при великому вантажообігу за одиницю часу. На роботах, де за характером роботи технологічного процесу мають місце короткочасні перерви, на автоматизованих роботах, у т.ч. роботах на металорізальних верстатах, на роботах, здійснюваних бригадою, час на відпочинок до технічної норми не включається. Однак у всіх випадках включаються (враховуються) дві фізкультурні паузи по 5 хв. кожна.
Час перерв на природні потреби задовольняється звичайно в розмірах 8–10 хв. за зміну (приблизно 2 % від оперативного часу) і включається до технічної норми часу в усіх випадках.
Підготовчо-заключний час нормується за допомогою нормативів або спеціальних досліджень методами фотографії робочого дня. Склад і тривалість підготовчо-заключного часу знаходяться в безпосередній залежності від типу виробництва.
Наприклад, у масовому виробництві налагодження устаткування здійснюється спеціальними робітниками-наладчиками, а функції підготовчо-заключної роботи у безпосереднього виконавця відсутні. В одиничному і дрібносерійному виробництвах робітнику доводиться виконувати ряд трудових функцій, пов'язаних з підготовчо-заключним часом. Тут важливо правильно визначити раціональний склад підготовчо-заключної роботи і, за допомогою масових фотографій робочого дня, встановити нормальну тривалість її виконання. Практично, норма підготовчо-заключного часу встановлюється або на партію виробів, або на робочу зміну.
Розглянемо формули розрахунку норм виробітку, застосовувані на практиці. Основна формула (Нвир) виглядає так:
![]()
де
![]() – час обслуговування робочого місця,
хв.;
– час обслуговування робочого місця,
хв.;
![]() –час
технологічних перерв, хв.;
–час
технологічних перерв, хв.;
![]() –час
на особисті потреби, хв.;
–час
на особисті потреби, хв.;
![]() –час
основної роботи на одиницю виробітку,
хв.;
–час
основної роботи на одиницю виробітку,
хв.;
![]() –час
допоміжної роботи на одиницю виробітку,
хв.;
–час
допоміжної роботи на одиницю виробітку,
хв.;
![]() –час
відпочинку від тривалості оперативного
часу, %.
–час
відпочинку від тривалості оперативного
часу, %.
Норма виробітку виражається кількістю одиниць випущеної продукції: тонни, кілограми, штуки, квадратні метри і т.д.
На ділянках, де застосовуються машини безперервної дії, норму виробітку можна розрахувати за формулою:
![]()
де
![]() – часова продуктивність устаткування,
т, м2тощо;
– часова продуктивність устаткування,
т, м2тощо;
![]() –коефіцієнт,
що враховує нормовані зупинки машини,
пов'язані з її обслуговуванням, складанням
транспортних засобів тощо.
–коефіцієнт,
що враховує нормовані зупинки машини,
пов'язані з її обслуговуванням, складанням
транспортних засобів тощо.
Розрахунок норм виробітку на потокових-автоматичних лініях здійснюється з урахуванням раціональних режимів роботи устаткування в складі лінії, належної організації обслуговування і регламентованих перерв. При цьому встановлюються норми виробітку, часу й обслуговування.
Розрахунок норми виробітку для бригади, що обслуговує розфасовочний автомат або інші машини циклічної дії, здійснюється за формулою:
![]()
де Р – обсяг продукції, що випускається за один цикл (у прийнятих одиницях виміру виробітку);
![]() –нормовані
затрати часу на один цикл, хв.
–нормовані
затрати часу на один цикл, хв.
Нормовані затрати часу на один цикл розраховуються за формулою:
![]() ,
,
де
![]() –
машинний час виконання одного циклу,
хв.;
–
машинний час виконання одного циклу,
хв.;
![]() –нормовані
перерви в роботі машини, що приходяться
на одиницю виробітку, встановлювані на
основі фотохронометражних спостережень,
хв.
–нормовані
перерви в роботі машини, що приходяться
на одиницю виробітку, встановлювані на
основі фотохронометражних спостережень,
хв.
Норми обслуговування встановлюються, виходячи із раціонального графіка обслуговування. У разі обслуговування одним робітником апаратів-дублерів норму обслуговування Нобс рекомендується встановлювати за формулою:
![]() ,
,
де
![]() – час зайнятості апаратника обслуговуванням
одного апарата протягом зміни, включаючи
переходи й обслуговування робочого
місця, хв.;
– час зайнятості апаратника обслуговуванням
одного апарата протягом зміни, включаючи
переходи й обслуговування робочого
місця, хв.;
К0 – коефіцієнт, що враховує мікропаузи в роботі і можливі відхилення фактичного часу зайнятості від його середніх значень.
Всі види нормативів відображають певний рівень розвитку техніки й організації виробництва у поєднанні з накопиченим досвідом роботи передових робітників.
У залежності від цього розрізняють нормативи:
місцеві або заводські;
галузеві;
міжгалузеві.
Заводські нормативи мають значення і практичне застосування тільки на тому підприємстві, де вони були розроблені, тому що їх зміст обмежений технічними, технологічними й організаційними умовами виробництва, що існують на даному підприємстві.
Галузеві нормативи складаються з урахуванням організаційно-технічного стану і досвіду роботи групи однорідних по виробництву підприємств (верстатобудування, вугільна промисловість та ін.). Ці нормативи передбачають специфічні галузеві умови виробництва цієї групи підприємств з урахуванням особливостей існуючих на них форм і методів організації праці.
Міжгалузеві нормативи розробляються і використовуються для нормування праці в ряді галузей народного господарства, єдині норми на будівельно-монтажні і вантажно-розвантажувальні роботи, нормативи для обробки металів різанням та ін. Ці нормативи мають уніфікований характер, технічні умови і передовий досвід виконання робіт.
Нормативи повинні забезпечувати достатню точність і диференційованість відповідно до типу і характеру виробництва, для якого вони призначені. Вони мають відбивати вплив усіх факторів, що визначають тривалість виконання окремих елементів роботи, орієнтуватися на передові форми і методи праці і бути зручними для практичного використання.