

Направление 1. Транспортное и строительное машиностроение
_______________________________________________________________________________________
УДК 621.642.3
К ВОПРОСУ ИСПОЛЬЗОВАНИЯ СОВРЕМЕННЫХ ТЕХНОЛОГИЙ СВАРКИ ПРИ РЕМОНТЕ НЕФТЯНОГО РЕЗЕРВУАРА
С.А. Крохмаль, студент группы СМб-16Т1; В.Н. Кузнецова, доктор технических наук, профессор
Федеральное государственное бюджетное образовательное учреждение высшего образования «Сибирский государственный автомобильно-дорожный
университет (СибАДИ)», Омск, Россия
Аннотация. В статье рассматриваются различные способысварки нефтяного резервуара при проведении его ремонта и обслуживания. Обозначена актуальность данного направления изысканий. Проведен обзор и анализ способов сварки резервуаров, а также представлены их сущность, достоинства и недостатки.
Ключевые слова: ремонт резервуаров, технология проведения сварочных работ, способы сварки.
ON THE USE OF MODERN WELDING TECHNOLOGIES IN THE REPAIR OF AN OIL
RESERVOIR
S.A. Krokhmal, student of SMB-16T1 group;
V. N. Kuznetsova, doctor of technical Sciences, Professor
Federal State Budget Educational Institution of Higher Education «The Siberian State Automobile and Highway University», Omsk, Russia
Annotation. The article discusses various methods of welding an oil tank during its repair and maintenance. The relevance of this research direction is indicated. The review and analysis of methods of welding tanks, as well as their essence, advantages and disadvantages are presented.
Keywords: tank repair, welding technology, welding methods.
Введение
Нефтяная промышленность Россииявляется ведущей отраслью отечественной промышленности, включающей в себя добычу, переработку и транспортировку нефти, а также производство и транспортировку нефтепродуктов.
Нефтедобывающая и нефтеперерабатывающая отрасль является важнейшей составляющей экономики России. Так в 2016 году было добыто 547,497 млн. тонн нефти с газовым конденсатом (увеличение на 2,5 % по сравнению с 2015 г.), первичная переработка нефти составила 279,365 млн. тонн в год (снижение на 1,2 % по сравнению с 2015 г.)[1].
В связи с развитием отрасли нефтяной промышленности,а такжеувеличением объема добычи и переработки нефти, встает вопрос о техническом состоянии резервуарных парков, являющихся неотъемлемой частью нефтедобывающих и нефтеперерабатывающих предприятий.
Основная часть
При производстве и ремонте нефтяных резервуаров могут применяться различные виды сварки: -ручная дуговая сварка с покрытыми электродами; -автоматическая сварка под слоем флюса;
-автоматическая или механизированная дуговая сварка в среде защитных газов.
У каждого из этих вариантов есть свои особенности, а также достоинства и недостатки, присущие конкретному методу. Так, при производстве сварных конструкций нефтяного резервуараопределенный объем работ выполняется с помощью ручной дуговой сварки с применением покрытых электродов. Этот метод подходит для металлических конструкций, толщина которых составляет более 2 мм. При производстве и ремонте резервуаров данный метод используется для обработки швов небольшой протяженности, расположенных в труднодоступных местах[2].
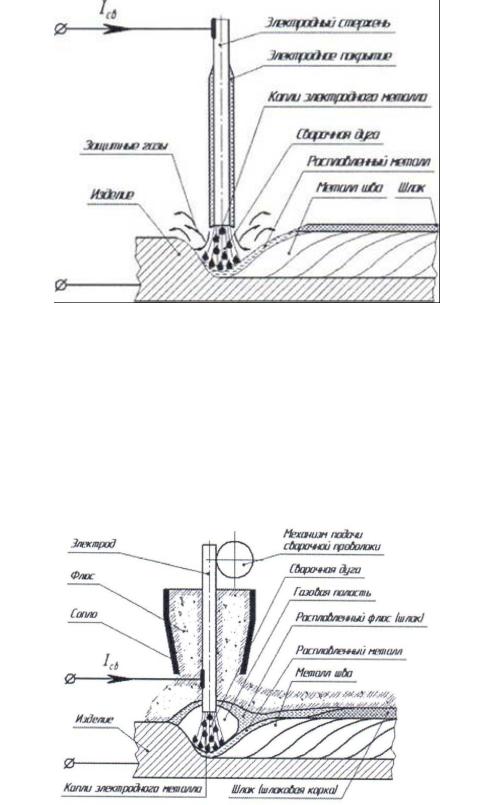
Главным недостатком данного метода является его относительно невысокая производительность, так как при его реализации применяется ручной труд. С хема сварки покрытым металлическим электродом представлена на Рисунке 1.
21
ОБРАЗОВАНИЕ. ТРАНСПОРТ. ИННОВАЦИИ. СТРОИТЕЛЬСТВО
Сборник материалов III Национальной научно-практической конференции
_______________________________________________________________________________________
Рисунок 1 – Процесс ручной дуговой сварки
Автоматическая сварка под слоем флюса считается более производительной по отношению к предыдущему виду автоматической сварки. Ориентировочно, ее производительность в 3-6 раз выше, чем у технологии представленной выше. Также к числу преимуществ данного метода можно отнести:
- стабильное качество сварки за счет применения токов большой силы;
-снижение расхода электродного металла;
-удельная энергоэффективность. Недостатком данного метода является то, что:
-с помощью автоматической сварки отсутствует возможность обрабатывать детали небольшого размера;
-возможно выполнение сварочных швов только в определенном положении. Схема сварки под флюсом представлена на Рисунке 2.
Рисунок 2 – Схема сварки под флюсом
Наиболее высокой производительностью отличается автоматическая сварка, выполняемая в среде защитных газов, которые предотвращают окисление металла кислородом и азотом воздуха. Такая сварка обеспечивает высокое качество шва. Ее преимуществом является возможность ее выполнения во всех положениях. Схема производства сварочных работ в среде защитных газов представлена на Рисунке 3.
22

Направление 1. Транспортное и строительное машиностроение
_______________________________________________________________________________________
У варианта дуговой сварки также есть свои недостатки. Одним из таких недостатков является разбрызгивание в стороны от шва расплавленного металла.
Рисунок 3 – Схема сварки плавящимся электродом в среде защитных газов
Исходя из частоты применения, достоинств и недостатков приведенных выше способов сварки, наиболее оптимальным является способ сварки плавящимся электродом в среде защитных газов. Далее будет рассмотрен усовершенствованный вариант использования данного метода, заключающийся в том, что доступ воздуха ко шву устраняется путем избыточного давления паров металла, выделяемых в ходе сварочных работ.
Сущность данного способа поэтапно рассмотрена ниже:
-между свариваемыми изделиями, неподвижно закрепляют плавящийся электрод, изолированный от поверхностей, которые необходимо сварить;
- один полюсэлектрического тока присоединяется к электроду, в свою очередь второй к одному из свариваемых изделий;
-после подачи тока образуется электрическая дуга между электродом и свариваемыми поверхностями, которая в свою очередь плавит металл;.
При этом форм-фактор плавящейся части сердечника электрода подбирается исходя из формыи размера стыка, так же на нее наносится покрытие, которое обеспечивает электрическую изоляцию.
Кроме того после образования электрической дугизначение напряжения подбирается так, чтобы его значение было больше или равно расчетной величине мощности, данный параметр
рассчитывается по формуле: |
= |
∙ ∙ |
Вт., |
|
|||
|
|
где c - скорость звука в материале электрода, см/с; s - площадь поперечного сечения сердечника электрода, см2; p - избыточное давление паров металла, г/см2; g - безразмерный коэффициент Грюнейзена.
Далее за счет плавления электрода в сварочной ванне 9 создается избыточное давление паров металла
-электрическая дугу перемещается вдоль сердечника электрода, а сварочная ванна перемещается вдоль стыка, свариваемых деталей;
-охлаждается расплавленный металл сварного шва и в момент достижения сварочной ванной конца стыка электрическая дуга гасится.
Избыточное давлениесоздаваемое парами металла в сварочной ванне достигает значений от 1,5 до 2 атм.[3].
23

ОБРАЗОВАНИЕ. ТРАНСПОРТ. ИННОВАЦИИ. СТРОИТЕЛЬСТВО
Сборник материалов III Национальной научно-практической конференции
_______________________________________________________________________________________
Рисунок 4 –Процесс сваривания деталей
На приведенном выше рисунке представлены позиции:: 1 –электрод с плавящимся сердечником; 2 – металлический сердечник электрода; 3 –покрытие обеспечивающие электроизоляцию; 4 - контакт электрода; 5 - свариваемые изделия; 6 –устройство для фиксации свариваемых деталей; 7 – губки фиксирующего устройства; 8 – винт фиксирующего устройства; 9 – сварочная ванна;10 – сварной шов; 11 – электрическая дуга; 12 – источник электрического тока.
Заключение
Беря во внимание вышеприведенную информацию, можно сделать вывод о том, что сварку деталей с применением плавящегося электрода целесообразно применять при сооружении и ремонте резервуаров на определенном этапе работ, таких как:
- участки где требуется повышенное качество сварного соединения;
-сварка элементов конструкции резервуара большой толщины; -сварных швов на участках наиболее подверженных коррозии;
Применение данного способа обусловлено его преимуществами, например:
-исключение человеческого фактора при производстве работ;
-улучшение качества сварного соединения за счет создания в зоне сварочной ванны избыточного давления;
-отсутствие необходимости в подаче защитных газов к месту сварки.
Библиографический список
1.Нефтяная промышленность России. – URL:https://ru.wikipedia.org/wiki/Нефтяная_промышленность_России, свободный (дата обращения: 10.03.2020)
2.Рыжков, Н.И. Производство сварочных конструкций в тяжелом машиностроении / Н.И. Рыжков. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1980. – 375с.
3.Патент на изобретение 2118241 C1 Российская Федерация, МПК B23K 9/14. Способ электродуговой сварки:
№97119419/02:заявл. 26.11.1997: опубл. 27.08.1998 / И.В.Зуев; патентообладательМосковский энергетический институт (технический университет).
4.РД 34.21.526-95. Типовая инструкция по эксплуатации металлических резервуаров для хранения жидкого топлива и горячей воды. Строительныеконструкции.–М.: СПООРГРЭС, 1995. – 68 с.
5.TankInspection, Repair, Alteration,andReconstruction / APIPublishing Services, 1220 L Street, N.W., Washington, D.C. 20005. P. 170.
6.Галеев, В. Б. Аварии резервуаров и способы их предупреждения: Научно-техническое издание / В.Б.Галеев, Д.Ю. Гарин.– 2004. – 164 с.
7.ГОСТ Р ИСО 4063 -2010.Сварка и родственные процессы. Перечень и условные обозначения процессов : дата введения 2012-01-01/ Федеральное агентство по техническому регулированию и метрологии. –Изд. официальное. – М.: Стандартинформ, 2011. – 35с.
24