

2. Выталкивающая и вытягивающая системы оперативно-календарного планирования
Мировая наука и практика за многие десятилетия выработала систему согласования во времени работы цехов и участков между собой и со сборочным производством, основанную на тщательно рассчитанных календарно-плановых нормативах — размерах партий, периодах запуска-выпуска, опережениях, цикловых и оборотных заделах. Последние два представляют собой овеществленное выражение первых. Поэтому, контролируя заделы, можно контролировать весь ход производства.
По этой системе заранее разрабатывается план-график работы завода и всех его подразделений с учетом опережений в работе цехов, в котором указывается точно по срокам движение заготовок, деталей, узлов и согласование работы цехов друг с другом и со сборочным цехом.
Каждый цех предприятия (а в цехе — участки) получает задание, основанное на программе завода и конкретизированное по неделям, суткам, а иногда и сменам. Цех организует работу по выполнению этого задания и сдает свою продукцию на склад следующего цеха (или промежуточный склад участка) независимо от потребности в ней в данный момент. Перед запуском на следующую операцию выполняется предварительный контроль качества. При стабильном выпуске продукции это обеспечивает ритмичную работу всех цехов и предприятия в целом. Такой метод планирования работы подразделений предприятия принято называть выталкивающей системой.
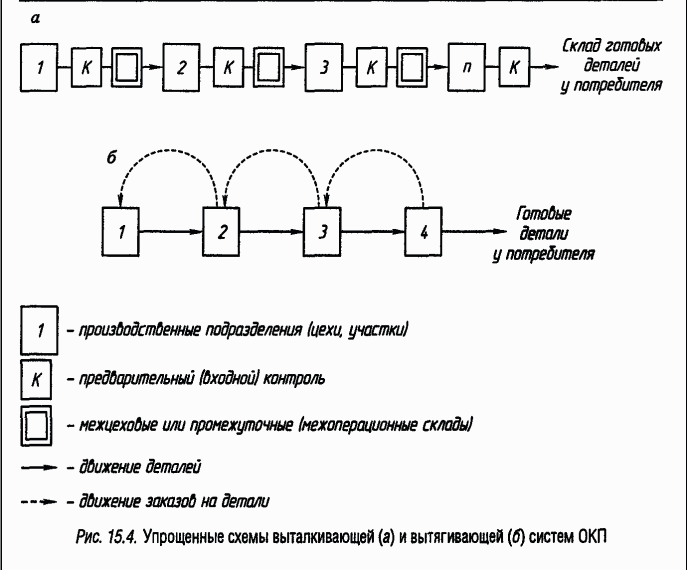
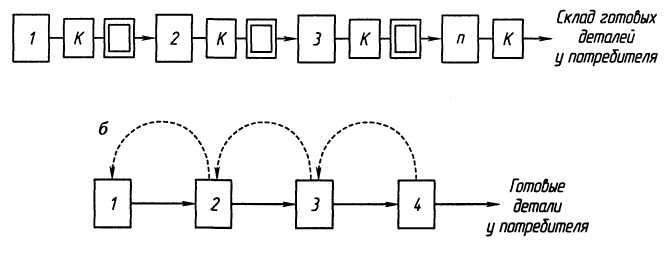
Упрощенные схемы выталкивающей (а) и вытягивающей (б) систем окп
Однако в случае использования выталкивающей системы ОКП между цехами и участками неизбежно образуются значительные производственные запасы (заделы), что требует дополнительных затрат на хранение. Кроме того, при изменении спроса на конечную продукцию заделы могут быть вообще не востребованы. Таким образом возникает значительное превышение запасов по одним деталям, в то время как по другим наблюдается дефицит. В том и другом случае предприятие несет убытки, обусловленные дополнительными затратами на хранение в связи с перерывами в работе по выпуску необходимой продукции.
Термин «выталкивающая система» появился сравнительно недавно — 25—30 лет назад, когда некоторые передовые японские фирмы, и в первую очередь автомобильный гигант «Тойота», стали применять другую систему, которая была названа вытягивающей.
Суть этой системы заключается в том, что работа смежных цехов и участков согласуется во времени на основании не календарно-плановых нормативов движения предметов в производстве, а заказов последующего цеха (участка) предыдущему, т.е. по ходу, противоположному ходу технологического процесса. При этом конкретизированный по суткам, сменам и часам план-график выпуска данных изделий разрабатывается только для конечного передела — сборочного цеха, а обрабатывающим и заготовительным цехам устанавливается план выпуска заготовок и деталей в объеме среднесуточной потребности, без указания сроков передачи их на следующую стадию процесса. Конкретные же заготовки, детали и узлы в предыдущем подразделении отбираются в нужном количестве в тот момент, когда будут необходимы на последующей операции, а на предыдущем участке запускаются в обработку заготовки изъятых деталей в соответствующем количестве (рисунок 1, б).
Таким образом, каждое подразделение последующей стадии процесса каждый раз дает заказ на изготовление небольшой партии деталей, узлов (в зависимости от вместимости транспортного средства), который должен быть выполнен к указанному сроку, т.е. к следующему отбору. Поэтому для любой предшествующей операции нет необходимости составлять конкретизированный во времени план-график, поскольку заказы поступают от подразделений, выполняющих последующую операцию. В этих условиях оборотные заделы отсутствуют.
В основе данной системы лежат три основных принципа: работа небольшими партиями; обработка деталей «точно вовремя»; высокое качество обработки, исключающее необходимость предварительного и промежуточного контроля и предупреждающее поступление бракованных деталей на следующую операцию.
«Точно вовремя (Just-in-time - JIT)» – система производства, ориентированная на спрос последующей операцией процесса предыдущей операции.
Система точно вовремя создана в Японии в конце 50-х гг. ХХ века, наиболее успешно работает в системе TQM. Использование системы точно вовремя ведет к значительному сокращению материально-производственных запасов и более высокой реакции потребителей. Цель - постоянное улучшение качества и надежности процесса при минимизации времени от момента получения заказа до его выполнения, минимизации затрат от брака и минимизации необходимых площадей. Суть системы точно вовремя состоит в том, что все неиспользуемые в течение какого-то времени запасы являются непроизводительными расходами и составляют издержки производства. Система обеспечивает производство необходимых деталей в нужное время и в нужном количестве.
Работа малыми партиями возможна только при сведении затрат времени и средств на переналадку к минимуму, обработка деталей «точно вовремя» — при обеспечении высокой ритмичности производства по графику, а высокое качество — при системе бездефектного труда и самоконтроле.
Документами, с помощью которых организуется вытягивающая система ОКП, являются карточки «Канбан».
Японской разработкой системы ОУП является система «Kanban» (карточка). Идея данной системы в том, чтобы производить и поставлять продукцию именно точно в срок, когда она должна быть поставлена покупателю. Система «Канбан» исключает изготовление деталей, сборочных единиц и изделий впрок, а предусматривает их изготовление только по требованию сборки. Сырье и материалы, необходимые для изготовления продукции, также должны поставляться в необходимые сроки и необходимых количествах. При такой системе исключаются материально-технические запасы и незавершенно производство.
Заказ на изготовление деталей поступает с рабочего места, находящегося ниже по ходу производственного процесса, на рабочее место, находящееся выше. Это исключает изготовление лишних деталей – незавершенное производство. Функционирование системы «Kanban» происходит без использования электронно-вычислительной техники, а путем передачи карточек в контейнерах для деталей.
В карточке предусматривается наличие следующей информации:
порядковый номер изделия (детали);
эскиз;
наименование изделия;
номер контейнера;
количество деталей на контейнер, т.е. на изделие;
регистрационный номер изделия;
время сборки готового изделия.
Производственный процесс регулируется на заключительных стадиях, т.е. во время сборки готовых изделий и отправки потребителю.
Основные составляющие системы «Kanban», необходимые для эффективного функционирования.
организация кружков качества, охватывающих весь персонал;
наличие постоянных поставщиков;
организация поставки сырья и полуфабрикатов непосредственно к рабочему месту;
тесное взаимодействие рабочих и руководителей в процессе производства.
Эффективность действия системы «Kanban» возможна только при определенной организационной структуре производства, а именно:
обязательное формирование в системе управления концерна, фирмы или отдельного завода достаточно автономных, самостоятельных производственных звеньев, т.е. реструктуризация производства. Это особенно актуально для крупных предприятий (МТЗ, МАЗ, БелАЗ);
безусловное выполнение каждым звеном точно и в срок произведенных функций. В японской системе «Kanban» - это горизонтальные связи между подразделениями, у нас – пока преобладают вертикальные. В системе «Kanban» производственные автономные звенья функционируют и взаимодействуют друг с другом с точностью часового механизма.
Гибкое использование рабочей силы (а это невозможно без высоких профессиональных навыков и овладения рабочим несколькими профессиями);
Непрерывное внедрение в производство творческих и новаторских идей.
Система ОУП в Японии предусматривает поддержание непрерывного потока производства продукции с возможностью гибкой перестройки на изменение спроса.
Если сравнить системы MRP и «Kanban», то основная разница в их сущности заключается в том, что MRP не требует реорганизации производства и принимает его таким, какое оно есть, а система «Kanban» прежде всего направлена на реструктуризацию и совершенствование производства, но она непригодна, в том случае, когда имеют место внезапные и значительные колебания объемов продаж.