

4. Объемные расчеты производства (сущность и особенности).
В единичном и мелкосерийном производстве объемные расчеты являются составной частью оперативно-календарного планирования.
Это связано с тем, что производственные мощности в течение определенного времени постоянны, а включение в производственную программу различных заказов с различными сроками исполнения приводит к тому, что использование мощностей в различные промежутки времени различно. И чтобы исключить перегрузки и недогрузки производственных мощностей, выполняя на одном и том же оборудовании и на одних и тех же площадях различные заказы, необходимо постоянно корректировать расчетные сроки запуска-выпуска изделий.
Для согласования объемных и календарно-плановых расчетов, необходимо расчеты, выполненные по каждому из заказов, свести в единый сводный график выполнения всех заказов в соответствии со сроками поставки готовых изделий заказчику. Сводный график служит основой для определения и сопоставления потребных и располагаемых ресурсов на короткие промежутки времени.
Сводный график выполнения заказов по заводу состоит из ленточных графиков по различным наименованиям изделий и распределения по месяцам и неделям изготовления заказов на период работы предприятия.
Как указывалось выше, в единичном производстве составление сводного графика осуществляется по укрупненным нормативам (неделям) и сопоставление объемных расчетов рационально производить тоже по неделям, т.е. на период 1-2 недели.
Объемные расчеты и их сопоставление начинают со сборочных цехов, т.е. в порядке, обратном ходу технологического процесса, т.к. срок выпуска изделия определен в договоре и не подлежит изменению.
Объемные расчеты включают:
определение потребных размеров производственных площадей для сборочных операций;
определение потребного количества оборудования по группам для механической обработки и заготовительных работ;
определение сменности работы оборудования;
определение сменности работы производственных площадей.
1. Требуемая площадь для сборки изделий по всем заказам в конкретный промежуток времени:
 ,
м2
,
м2
 ,
,
Зк - количество заказов
Ni – количество деталей в i заказе
Tцi – общая длительность цикла сборки изделия
Кс – коэффициент сменности работы сборочного участка
Кн – коэффициент выполнения норм выработки
Ф – номинальный фонд времени использования сборочных площадей в днях
Тсм – длительность смены
an - коэффициент, учитывающий использованные части площади на проходы, места хранения заделов и приспособлений
fi – размер площади, необходимой для сборки изделия или получения отливки.
Расчётный требуемый размер площади сопоставляется с фактическим размером. И, если он или больше фактической величины, то предусматривается перенос сроков начала или окончания сборки некоторых изделий на более ранние или уплотнение работ на более ранних стадиях сборочного процесса, т.е. на неделю раньше.
2.Требуемое количество станков на дробный период (на неделю) определяется по формуле:
 ,
шт
,
шт
tштi – норма tшт- калькуляционного времени на обработку детали i – наименования, час;
Расчётное количество оборудования сравнивается с фактически имеющимся.
При недостатке оборудования необходимо корректировать опережение запуска по некоторым заказам путем смещения их на более ранние сроки.
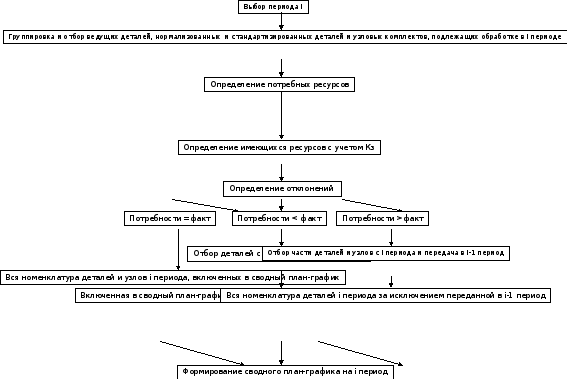
При проведении объемных расчетов возможны 3 варианта:
1 вариант: требуемое и фактическое количество оборудования совпадают.
В этом случае программа выпуска деталей будет выполнена в полном объёме.
2 вариант: требуемое количество оборудования больше имеющегося в наличии и коэффициент его загрузки больше единицы.
В этом случае в первую очередь переносится на более ранние сроки или сокращается обработка или изготовление заготовок нормализованных, стандартизированных деталей (производство которых бывает серийным или массовым), изготовление которых планируется на склад, т.к. в необходимом количестве они могли быть изготовлены в более ранние сроки при выполнении другого заказа.
Затем во вторую очередь, переносятся на более ранние сроки изготовление ведущих деталей, имеющих наиболее длительный цикл производства. В третью очередь после них производится перенос групповых партий и затем – узловых комплектов. Такой порядок запуска обеспечивает более равномерную загрузку оборудования при min дополнительных затратах, связанных с наличием и хранением сверхнормативного задела.
3 вариант: загрузка оборудования ниже плановой.
В этом случае предусматривается дозагрузка оборудования работами последующего короткого планового периода (i+1), для чего выбираются детали и узлы, которые в производство можно запустить раньше и которые обеспечат дозагрузку оборудования, т.е. исключат простои площадей.
После всех переносов производятся объемные плановые расчеты по всем плановым коротким промежуткам времени сводного графика выполнения заказов, и составляется сводный график выполнения заказов на более длительный срок (месяц, квартал, ½ года, год), чаще на время выполнения заказов. Этот процесс очень трудоемкий и может быть выполнен только с помощью разработанных программ на ЭВМ.
Схема сопоставимости расчетов
В корректировке коротких сроков изготовления составляющих заказа заключается сущность объемных планов- расчетов в мелкосерийном и единичном производстве.
Цель - обеспечить установленные сроки выпуска (изготовления) заказа и максимальную загрузку оборудования и производственных площадей, т.е. разработать сводный план-график изготовления заказа на более длительный период.