

4.3.3. Технология точечной и шовной сварки
Размеры соединений и свариваемые материалы. Основной тип соединений при точечной и шовной сварке - нахлесточное. Толщина листовых конструкций, свариваемых точечной сваркой, обычно находится в пределах 0,5 … 5 мм, а шовной - до 3 мм. При изготовлении арматуры железобетона диаметр свариваемых стержней может достигать 30 мм и более. С увеличением толщины быстро растет необходимое давление на электроды, поэтому метод неприменим для сварки больших толщин. Соединения, выполненные точечной сваркой, обычно состоят из нескольких точек. Они обеспечивают прочность, но негерметичны в направлении нахлестки. Можно ставить точки с перекрытием литого ядра на 40 … 60% и тогда шов будет герметичным, но такое соединение удобнее делать на шовной машине. Иногда на шовных машинах выполняют точечные соединения.
В сечении сварной точки можно выделить литое ядро с типичной для литого металла столбчатой структурой, окруженное зоной перегрева с крупным зерном, за которой следует зона с мелким нормализованным зерном, переходящая в основной металл. Прочность точки определяется прежде всего диаметром литого ядра. При нормальном процессе диаметр литого ядра равен примерно удвоенной толщине более тонкой из свариваемых деталей плюс 3 мм. Глубина проплавления основного металла должна составлять 30 … 80% толщины. При сварке деталей разной толщины проплавление более тонкой должно быть не меньше 20% толщины. Расстояние между точками должно быть не меньше некоторого предельного размера из-за шунтирования тока ранее сваренной точкой. Чем больше расстояние между точками, тем меньше шунтирование тока и тем стабильнее размеры и качество сварных точек. Минимально допустимое расстояние между центрами точек примерно втрое больше их диаметра. Существенно также, чтобы нахлестка не была слишком малой. Размеры точечных и шовных соединений для стали регламентированы ГОСТ 15878—79.
Нагрев и охлаждение свариваемого металла при точечной и шовной сварке происходят гораздо быстрее, чем при дуговой и газовой сварке. Поэтому ширина зоны термического влияния и изменение свойств металла в ней значительно меньше. Расплавленный металл надежно изолируется от атмосферы пояском деформированного твердого металла. Поэтому точечной и шовной сваркой можно сваривать многие сплавы, дуговая сварка которых затруднена. Так, хорошо свариваются алюминиевые, магниевые и титановые сплавы. Из сталей лучше свариваются низкоуглеродистые и высоколегированные аустенитные. Точками хорошо свариваются также легированные стали повышенной и высокой прочности. Для повышения пластичности точек при сварке закаливающихся сталей целесообразна их термическая обработка (отпуск) непосредственно в точечной машине пропусканием дополнительного импульса тока. Из медных сплавов лучше свариваются кремнистые бронзы, несколько хуже - фосфористые бронзы. Простые латуни свариваются удовлетворительно, медь - плохо. Затруднения при сварке меди и ее сплавов обусловлены их высокой электропроводимостью и теплопроводностью.
Прочность соединений. Сварные соединения, выполненные точечной и шовной сваркой, могут работать на срез и на отрыв. Прочность точек при работе на отрыв составляет для незакаливающихся сталей 60 … 75%, а для алюминиевых сплавов 30 … 40% от минимальной прочности точек при срезе. Поэтому точки в сварных соединениях следует располагать так, чтобы они воспринимали преимущественно усилия среза, а не отрыва. Допустимые напряжения в точечных соединениях принимают на основании экспериментов.
Для прочно- плотных швов, выполненных шовной сваркой, коэффициент прочности (отношение прочности соединения к прочности основного металла) при статической нагрузке близок к единице, если сваривают механически и термически неупрочненные материалы (например, низкоуглеродистые или аустенитные стали). При сварке нормализованной стали ЗОХГСА коэффициент прочности равен 0,8 … 0,9, а термически упрочненных сплавов Д16Т и В95Т соответственно 0,5 … 0,6 и 0,3 … 0,4.
Усталостная прочность точечных соединений значительно уступает прочности основного материала и сильно зависит от конструкции соединения. Чем больше шаг между точками в ряду, перпендикулярном действующей силе, тем больше концентрация напряжений и ниже прочность. Очень большое влияние на усталостную прочность оказывает характер цикла: при знакопеременных нагружениях предел выносливости в несколько раз меньше, чем при знакопостоянных. Коэффициент прочности при пульсирующем растяжении для связующих соединений находится в пределах 0,5 … 0,8 и может снижаться до 0,08 … 0,15 для рабочих. Усталостная прочность шовных соединений в 1,5 … 2 раза больше, чем точечных, так как меньше концентрация напряжений.
Подготовка деталей к сварке и режимы сварки. Перед точечной и шовной сваркой сталь очищают от загрязнений, ржавчины и окалины, а алюминиевые и магниевые сплавы - от пленки оксидов. Эти операции выполняют механически (пескоструйной обработкой, обработкой металлическими щетками, абразивным полотном) или химически - травлением в специальных растворах. Для деталей из коррознонностойких сталей, никелевых и титановых сплавов, не подвергавшихся термической обработке, подготовка сводится только к обезжириванию.
Заготовки под сварку должны быть собраны с минимальными зазорами. В противном случае часть усилия электродов тратится на устранение этих зазоров, действительное сварочное усилие уменьшается и качественного соединения получить не удается. Размер допустимого зазора зависит от жесткости свариваемого изделия и колеблется в пределах 0,1 … 2 мм: чем толще детали и короче участок, тем меньше допустимый зазор.
Режим точечной и шовной сварки характеризуется силой сварочного тока Iсв, длительностью его протеканияtсви усилием сжатия электродовFсв. Иногда для пластической деформации металла при точечной сварке применяют повышенное, так называемое ковочное,Fк,усилие в конце цикла.
Типичные циклограммы точечной сварки приведены на рис. 4.30. Ковочное усилие, в 2 … 3 раза превышающее сварочное, рекомендуется прикладывать, начиная с толщины 3+3 мм, для всех металлов, а для металлов особо склонных к образованию трещин, начиная с толщин 1 + 1 мм. Сварку ряда металлов выполняют двумя и более импульсами тока, включаемыми с некоторой паузой.
П
Рис.
4.30. Циклограммы точечной сварки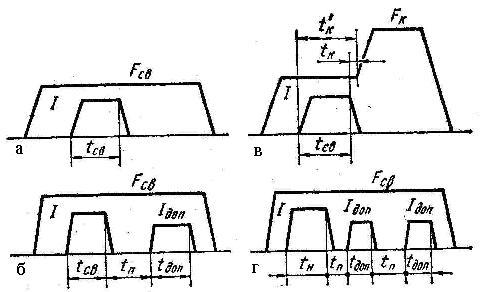
Режимы сварки большими токами малой длительности называют жесткими, более продолжительные режимы нагрева меньшими токами - мягкими. Низкоуглеродистые стали можно сваривать и на жестких, и на мягких режимах. Так, сталь 10 толщиной 2+2 мм успешно сваривают при Iсв= 13 … 15 кА,tсв= 0,18 … 0,24 с, Fсв= 6 … 7 кН (жесткий режим) и приIсв= 7,5 кА, tсв= 0,8 с, Fсв… 3,5 кН (мягкий режим). При точечной сварке закаливающихся низколегированных сталей (типа 40Х, ЗОХГСА и др.) необходима термическая обработка - отпуск дополнительным импульсом тока. При этом пауза между импульсамиtп= (1,1 … 1,4)tсв, длительность второго импульсаtД= (1,5 … 1,8) tсв, а токIД= (0,7 … 0,8) Iсв. Шовную сварку низкоуглеродистых сталей выполняют на жестких режимах, при этом сварочный ток на 20 … 60% больше, а времяtсвменьше, чем при жестких режимах точечной сварки; длительность паузы примерно такая же, как длительность тока.
Коррозионно-стойкие стали сваривают на жестких режимах с повышенными усилиями; для сварки титановых сплавов используют практически такие же токи, как для коррозионно-стойких сталей, но усилия на 30 … 40% меньше. Жаропрочные сплавы на никелевой основе сваривают при больших усилиях и большой длительности протекания сварочного тока. Алюминиевые, магниевые и медные сплавы имеют высокую теплопроводность, поэтому их сваривают на жестких режимах,
Для сварки стержней и проволоки в крест на точечных машинах используют электроды с плоской поверхностью. Режимы сварки стержней из низкоуглеродистой стали выбирают по соотношениям Iсв= 600 …800d, A; tсв - 0,06 … 0,08d,с; Fсв= 350 … 500 d,Н, гдеd- диаметр стержня, мм. Осадка стержней в месте сварки должна составлять 25 … 35% их исходной высоты.