6.7.2. Фрезерные станки общего назначения
Фрезерные станки
различаются многими признаками:
габаритными размерами и соответственно
массой, числом и расположением осей
шпинделей, конструкцией стола, степенью
универсальности и др.
Наиболее широко
распространены консольно-фрезерные
станки с горизонтальным (рис. 6.53, а) и
вертикальным (рис. 6.53, б) расположением
шпинделя 2, коническое отверстие
которого предназначено для установки
режущего инструмента и оправок.
Г
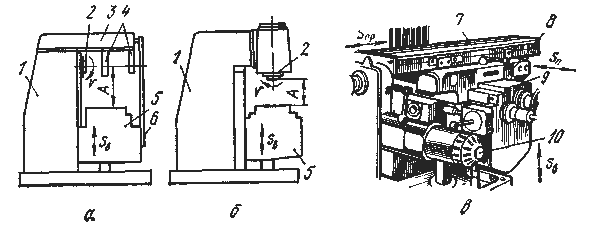
Рис.
6.53. Консольно-фрезерные станки
оризонтально-фрезерныйстанок
имеет хобот3, на направляющих
которого закрепляются подвески4.
Подвески служат дополнительными опорами
для правого конца длинной оправки с
инструментом. Направляющие1консольных станков несут консоль5,
которая может перемещаться вертикально
и жестко закрепляться на направляющих.
В горизонтально-фрезерных станках для
повышения жесткости хобота предусматриваются
кронштейны6, нижние концы которых
связаны с консолью. В консольных станках
устройство консоли и монтируемых на
нее узлов одинаково (рис. 6.53, в). По
горизонтальным направляющим9консоли могут перемещаться поперечные
салазки8, несущие стол7. Стол,
на рабочую плоскость которого
устанавливается заготовка или
приспособление, может совершать
продольное перемещение. Таким образом,
заготовке сообщается продольнаяSnp,
поперечнаяSпили
вертикальнаяSB
подача. Привод подач имеет индивидуальный
электродвигатель10, расположенный
на консоли. Если конструкцией
горизонтально-фрезерного станка
предусматривается поворот стола и
установка его под углом ±450к оси
шпинделя, станок называютуниверсальным.Станки, снабженные поворотным столом
и поворотной шпиндельной головкой,
которую можно поворачивать в двух
взаимно перпендикулярных плоскостях,
называютширокоуниверсальными.
Консольные станки относятся к средним.
В самых крупных
из них расстояние А от оси (или торца)
шпинделя до рабочей поверхности стола
достигает 450 мм, а размеры стола составляют
400x1600 мм.
П

Рис.
6.54. Примеры обработки на фрезерных
станках: а – обработка плоскости
цилиндрической фрезой, б – обработка
плоскости торцевой фрезой, в – обработка
паза угловой дисковой фрезой, г –
обработка паза концевой фрезой, д –
обработка уступа дисковой фрезой, е –
обработка вертикальных плоскостей
набором дисковых фрез, ж – отрезка, з
– обработка составной цилиндрической
фрезой поверхности сложного профиля,
и - обработка торцевой фрезой криволинейного
контура, к – фрезерование шлицев, л –
фрезерованиезубьев
шестерни, и – фрезерование винтовой
канавки
римеры работ выполняемых на
консольно-фрезернх станках приведены
на рис. 6.54.
Бесконсольно-фрезерныестанки (рис. 6.55) относятся к тяжелым
станкам. По сравнению с консольными они
менее универсальны, но о
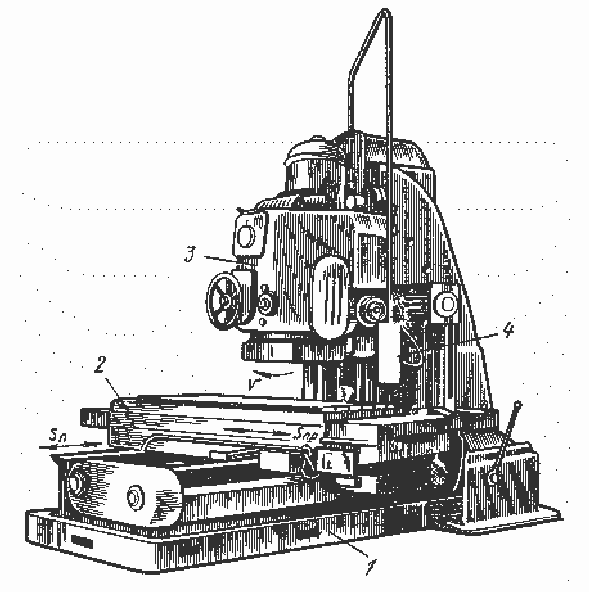
Рис.
6.55. Бесконсольно-фрезерный станок
бладают большей жесткостью. Стол2, рабочая поверхность которого
может иметь размеры порядка 1000 на 2500
мм, перемещается по неподвижной станине1в двух направлениях: продольном
(Snp) и поперечном (Sп).
Двигаться вертикально (Sв)
может только шпиндельная бабка3,
которая допускает поворот вокруг
горизонтальной оси, что используется
для фрезерования наклонных поверхностей
с поперечной подачей. Мощность привода
позволяет с высокими скоростями
обрабатывать плоскости крупногабаритных
корпусных деталей. В станках предусмотрено
автоматическое переключение рабочего
хода на быстрый обратный с остановкой
в исходном положении. Управление рабочими
и установочными перемещениями выполняют
при помощи выносного кнопочного пульта4.
Продольно-фрезерные
станки изготавливают одностоечными
и многостоечными (рис. 6.56) с размерами
стола от 320 на 1000 мм до 3600 на 12 000 мм. По
массе одностоечные станки принадлежат
к средним станкам, двухстоечные — к
тяжелым, а отдельные модели — к уникальным.
Р

Рис.
6.56. Двухстоечный продольно-фрезерный
станок
асположенный на станине стол может
перемещаться только в одном — продольном
направлении. При наладке станка
шпиндельные бабки с горизонтальными
шпинделями можно перемещать по стойкам
вверх и вниз, шпиндельные бабки с
вертикальными шпинделями - влево и
вправо по траверсе, вверх и вниз вместе
с ней. Все эти движения проводятся
механически. Кроме того, каждый шпиндель
может выдвигаться из бабки, а сама
шпиндельная бабка в ряде моделей
продольно-фрезерных станков может
поворачиваться в одну и другую сторону
от своего среднего положения на угол
до 300. Важными размерами,
ограничивающими габариты заготовки,
являются: наибольшее и наименьшее
расстояние от торца вертикального
шпинделя до плоскости стола; наибольшее
и наименьшее расстояние между торцами
горизонтальных шпинделей.
В карусельно-фрезерных(рис. 6.57, а) ибарабанно-фрезерных(рис. 57, б) станках рабочие столы диаметром
до 2000 мм совершают круговую рабочую
подачуSK.
Заготовки закрепляются в приспособлениях,
устанавливаемых на плоскость круглого6и грани барабанного8столов.
Многие конструкции станков имеют два
и более шпинделей7,9, что позволяет
вести одновременно обработку несколькими
фрезами. Станки допускают загрузку -
выгрузку заготовок без остановки
медленно вращающихся карусели или
барабана. Непрерывная обработка делает
станки высокопроизводительными. Их
широко применяют в серийном и массовом
производствах.


а
б
Рис.
6.57 Карусельный (а) и барабанный (б)
фрезерные станки

