

1.2.1.2.4.1. Дуговая плавильная электропечь
Дуговая электрическая печь питается переменным трехфазным током. Источником тепла в ней является электрическая дуга.
Дуговая электропечь (рис. 1.7) имеет вид большой чаши 3 (подины) диаметром и высотой несколько метров. Снаружи она покрыта листовым металлом, а изнутри футерована огнеупорными материалами. В стенке корпуса с одной стороны имеется рабочее окно 5, а с другой – отверстие с желобом 10 (летка) для выпуска готовой стали в ковш. Печь установлена на секторных направляющих 2 и с помощью механизма 1 может наклоняться в сторону рабочего окна или летки. Сверху чаша печи закрыта крышкой – сводом 8 из высокоогнеупорного материала. В своде имеются три водоохлаждаемых отверстия, через которые в печь опускают электроды 9 – графитированные стержни диаметром 350 … 550 мм.
К электродам по медным водоохлаждаемым проводникам подается электрический ток. Сила тока составляет 1 … 10 кА, рабочее напряжение 160 … 600 В. Вместимость дуговых электропечей от 0,5 до 400 тонн жидкой стали.
С
Рис.
1.7. Схема дуговой электропечи:
1
– механизм
поворота, 2 –
секторные направляющие, 3
– подина,
4
–
шихта, 5
–
рабочее
окно,6 – электрическая дуга, 7
– дымоотвод, 8 – свод, 9 – электроды,
10 – летка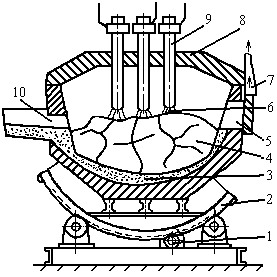
При подаче напряжения на электроды между ними и металлической шихтой возникает электрическая дуга 6, излучение которой разогревает плавильное пространство. Во время плавки длина дуги автоматически регулируется за счет перемещения электродов. В зоне горения дуги температура достигает 7000 С, что обеспечивает проплавление шихты под электродами в виде колодцев, в которые скатываются остатки твердой шихты удаленных от электродов зон. На подине скапливается жидкий металл. Кроме этого ускорения плавки добиваются поворотом печи вокруг вертикальной оси на направляющих в одну и другую стороны на определенный угол, что приводит к перемешиванию как шихты, так и металла. По окончанию процесса плавки печь наклоняют в сторону рабочего окна и выпускают шлак, затем в сторону летки и выпускают готовую сталь. Продолжительность процесса составляет 3,5 … 6,5 часов.
Для получения качественных сталей процессом плавки необходимо управлять, т.е. периодически выпускать шлак и загружать флюсы для наведения нового. В дуговых электропечах это осуществляется через рабочее окно, при этом печь наклоняют в сторону окна.
В настоящее время дуговые электрические печи широко применяются как на металлургических, так и на машиностроительных предприятиях. Конструктивно они выглядят одинаково и отличаются только типом огнеупорного материала, используемого для футеровки плавильного пространства. В литейных цехах машиностроительных предприятий футеровка электропечей выполняется кислой, в сталеплавильных цехах металлургических заводов – основной.
В дуговой электрической печи с основной футеровкой плавильного пространства в качестве шихты используют лом или легированной, или конструкционной углеродистой стали.
В первом случае осуществляют переплав шихты без окисления примесей. Вредных примесей в этом случае в исходных материалах должно быть минимальное количество. Основной задачей в этом случае является переработка отходов машиностроительных заводов с доведением выплавляемой стали до заданного химического состава за счет введения соответствующих компонентов.
Во втором случае шихта состоит из стального лома (90%), передельного чугуна в слитках (7 … 8%), кокса, железной руды, извести и плавикового шпата (в качестве флюса). Способ применяют для производства конструкционных сталей и по своей сути он конкурирует с мартеновским скрап-процессом. В этом случае процесс протекает с окислением примесей, а в ванне расплавленного металла протекают все химические реакции, рассмотренные выше, причем содержание серы и фосфора в электростали оказывается даже ниже, чем в мартеновской стали.
Плавка стали в дуговой электрической печи характеризуется низким угаром легирующих элементов, высоким перегревом ванны с расплавленным металлом, что создает необходимые условия для растворения ферросплавов. Поэтому электропечи применяют для выплавки любых марок стали, включая такие стали специального назначения, как инструментальные, нержавеющие, жаропрочные и т.д.
Кроме этого, к преимуществам дуговых электропечей относят высокое качество получаемой стали, высокую производительность за счет быстрого нагрева и меньшую экологическую вредность производства в связи с тем, что плавильное пространство печи надежно изолировано от окружающей среды и выбросы газов, загрязняющих ее, практически отсутствуют.
Недостатками процесса является невысокая экономичность дуговых электропечей, связанная с использованием дорогостоящего энергоносителя – электрической энергии. На плавку одной тонны стали в дуговых электропечах тратится в среднем 470 … 600 киловатт-часов электроэнергии. Поэтому стоимость стали, выплавляемой в таких печах, выше изготовленной в других сталеплавильных агрегатах.