

Раздел 4. Технология сварочных процессов, пайки и склеивания
4.1. Физические основы сварки
4.1.1. Сущность образования сварного соединения
Сварка является одним из ведущих технологических процессов современного машиностроения. Она позволяет соединять самые разнообразные материалы и заготовки - от деталей, размеры которых исчисляются долями миллиметра, до гигантских многотонных конструкций. Соединения можно получать на земле, под водой, в космосе. В настоящее время известны десятки способов сварки.
Сваркойназывается технологический процесс получения неразъемных соединений за счет установления межатомных (межмолекулярных) связей между поверхностными атомами двух соединяемых заготовок при их местном или общем нагреве, а также пластическом деформировании, или совместном действии того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
В металле атомы находятся в узлах кристаллической решетки, а расстояние между центрами атомов составляет 0,2 … 0,5 нм. При таких расстояниях между атомами существует межатомная связь, т. е. существуют силы, удерживающие атомы в неизменном по отношению к соседним атомам положении. Задача сварки сводится к тому, чтобы установить такие же связи между поверхностными атомами соединяемых заготовок. Если удастся сблизить заготовки на расстояние, соизмеримое с параметром кристаллической решетки, между поверхностными атомами самопроизвольно возникнут межатомные связи. Это произойдет без затрат энергии. Наоборот, энергия выделяется, потому что при этом исчезают две поверхности. С точки зрения термодинамики такой процесс возможен. Однако на практике осуществить соединение двух заготовок простым их сближением не удается. Два обстоятельства препятствуют этому.
Первое. Поверхности заготовок не являются идеально ровными. Рельеф поверхности представляет собой чередование выступов и впадин, и высота неровностей даже при самой тщательной обработке в десятки и сотни тысяч раз больше межатомного расстояния. Поэтому при сближении поверхностей контакт наступит только в отдельных точках (рис. 4.1).
В
Рис.
4.1. Контакт двух заготовок
происходит по выступам рельефа
поверхности.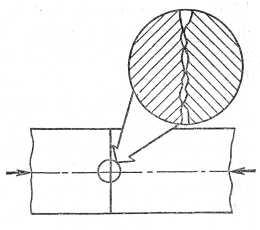
По этим причинам получить соединение за счет сближения двух заготовок не удастся, если не принять меры для преодоления указанных препятствий.
Д
Рис.
4.2. Стадии процесса сварки плавлением:
а- заготовки до сварки,б- первая
стадия процесса - нагрев кромок и
образование жидкой металлической
ванны, в - вторая стадия процесса -
кристаллизация металла с образованием
межатомных связей
1
- поверхностные пленки, 2 - вводимая
энергия, 3 - жидкаяметаллическая
ванна, 4 - граница сплавления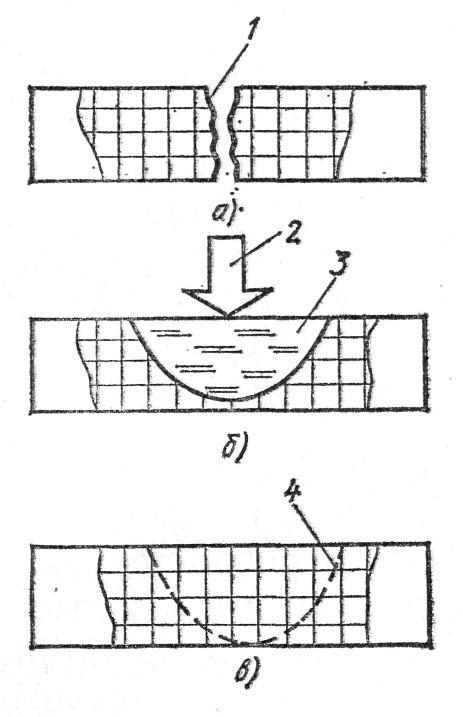
В сварочном производстве существуют для этого два средства. Это нагрев и давление, применяемые отдельно или совместно.
В зависимости от степени нагрева и наличия давления все процессы сварки делятся на две группы способов: сварка плавлениемисварка давлением. Сам процессустановления межатомных связей может происходить в жидкой или твердой фазе. Сварка плавлением (рис. 4.2) происходит в двестадии. На первой стадии происходит разогрев кромокдо их оплавления. При этом разрушается кристаллическая решетка и образуется жидкая металлическая ванна 3, общая для двух свариваемых заготовок, называемая сварочной ванной. Поверхностные пленки разрушаются или всплывают на поверхность сварочной ванны. Жидкий металл смачивает оплавленные поверхности, чтообеспечивает возникновение межатомных связей между соприкасающимися атомами жидкой и твердой фаз. На второй стадии при охлаждении происходит кристаллизация с образованием межатомных связей.
П
Рис.
4.3. Образование сварного соединения в
твердом состоянии:
а- исходное состояние,б- пластическая
деформация в зоне соединения и образование
межатомных связей: 1
- поверхностные пленки, 2 - свариваемые
заготовки, 3 - неровности поверхностей
Как при сварке плавлением, так и при сварке давлением в зоне соединения возникает тот тип связи между атомами, который имеет место внутри свариваемых материалов.
В обоих случаях в зону, где происходит образование соединения, вводится энергия.
С точки зрения термодинамики сварка– процесс получения монолитного соединения материалов за счет термодинамически необратимого превращения тепловой и механической энергии вещества в стыке.