

4.2.9. Электронно-лучевая сварка
Металл при электронно-лучевой сварке нагревают сжатым потоком электронов, перемещающимся с большой скоростью в электрическом поле высокого напряжения. При столкновении этого пучка с твердым телом около 99% кинетической энергии электронов превращается в тепловую. Температура материала в месте нагрева сфокусированным на нем электронным лучем достигает 5000 … 6000 °С.
Схема установки для электронно-лучевой сварки представлена на рис. 4.18.
Сварку
выполняют в герметичной камере 8, в
которой создают высокий вакуум 133 10-4(10-5) Па. В некоторых случаях сварку
осуществляют в среде проточного инертного
газа. Источником излучения электронов
служит нагретый до температуры порядка
2400 °С катод 1. Э
Рис.
4.18. Схема установки для электронно-лучевой
сварки:
1
- катод, 2 – формирующий электрод, 3 -
пучок электронов, 4 – анод, 5 – фокусирующая
система, 6 - отклоняющая система, 7 –
изделие, 8 – герметичная камера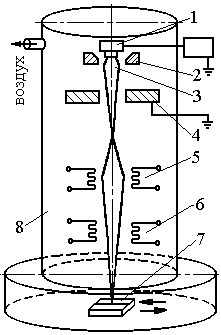
Фокусировкой и изменением силы тока электронный луч может быть сфокусирован на площади 0,1 … 20 мм2. В сочетании с вакуумной обработкой это дает возможность сваривать легированные стали, тугоплавкие цветные металлы (вольфрам, молибден, тантал и др.), активные цветные металлы (уран, цирконий, бериллий), а также металлы в разнородных сочетаниях (например, алюминий с медью и пр.), со значительной разностью толщин, температур плавления и других теплофизических свойств. За один проход можно сваривать металл толщиной от 0,01 до 100 мм. При большой фокусировке луча и соответственно большой удельной его мощности за счет высокой концентрации теплоты в пятне нагрева прожигают отверстия (сверлят) такие материалы, как сапфир, рубин, алмаз, стекло. При обработке электронным лучом глубина проплавления оказывается в 20 раз больше ширины пятна нагрева.
Электронно-лучевую сварку применяют в электронике, приборостроении, а также машиностроении при обработке малогабаритных и крупногабаритных изделий.
Достоинствами метода электронно-лучевой сварки являются:
возможность обработки практически любых материалов;
высокое качество сварных швов (зеркально гладкая поверхность);
дегазация расплавленного металла за счет обработки его в вакууме;
малая деформация сварной конструкции, предопределяемая незначительной шириной зоны теплового воздействия;
возможность регулирования теплового воздействия на металл;
возможность сварки с присадочным металлом.
Недостатком способа является сложность конструкции установки и высокая стоимость ее эксплуатации.