

2.5.8. Заполнение форм расплавом
Как уже отмечалось, заполнение собранных форм расплавом может быть гравитационным (под собственным весом) и принудительным (под атмосферным или сверхатмосферным давлением).
При гравитационном заполнении (заливке) струя расплава из необогреваемой или обогреваемой емкости поступает под собственным весом в литниковую чашу литниковой системы. Заливку осуществляют как в неподвижную форму, так в движущуюся на конвейере. Расплав заливают из литейных ковшей или с помощью заливочно-дозирующих устройств. Литейный ковш представляет собой, как правило, не обогреваемую металлическую ёмкость, футерованную изнутри огнеупорным материалом (рис. 2.38). По способу регулирования расхода расплава при заливке различают поворотные, шиберные и стопорные ковши. В поворотных ковшах расплав выливается через носок при его повороте вокруг горизонтальной оси, а в стопорных и шиберных - через отверстие в днище ковша, которое может быть закрыто стопором или шибером. Регулирование расхода в стопорных и шиберных ковшах менее плавно, чем в поворотных, которые по геометрии рабочей полости разделяют на конические, барабанные и секторные. Ковши в зависимости от их вместимости транспортируют вручную или подъёмными механизмами.
З
Рис.
2.38. Заливочные ковши:
а
- поворотный конический, б – стопорный,
в - поворотный барабанный,
1
- сливной носок, 2 - ручной штурвал, 3 -
червячный механизм, 4 - пробка стопора,
5 - огнеупорный стакан, 6 - керамические
трубки стопора, 7 - подъем и опускание,
8 - горизонтальный цилиндр, 9 - горловина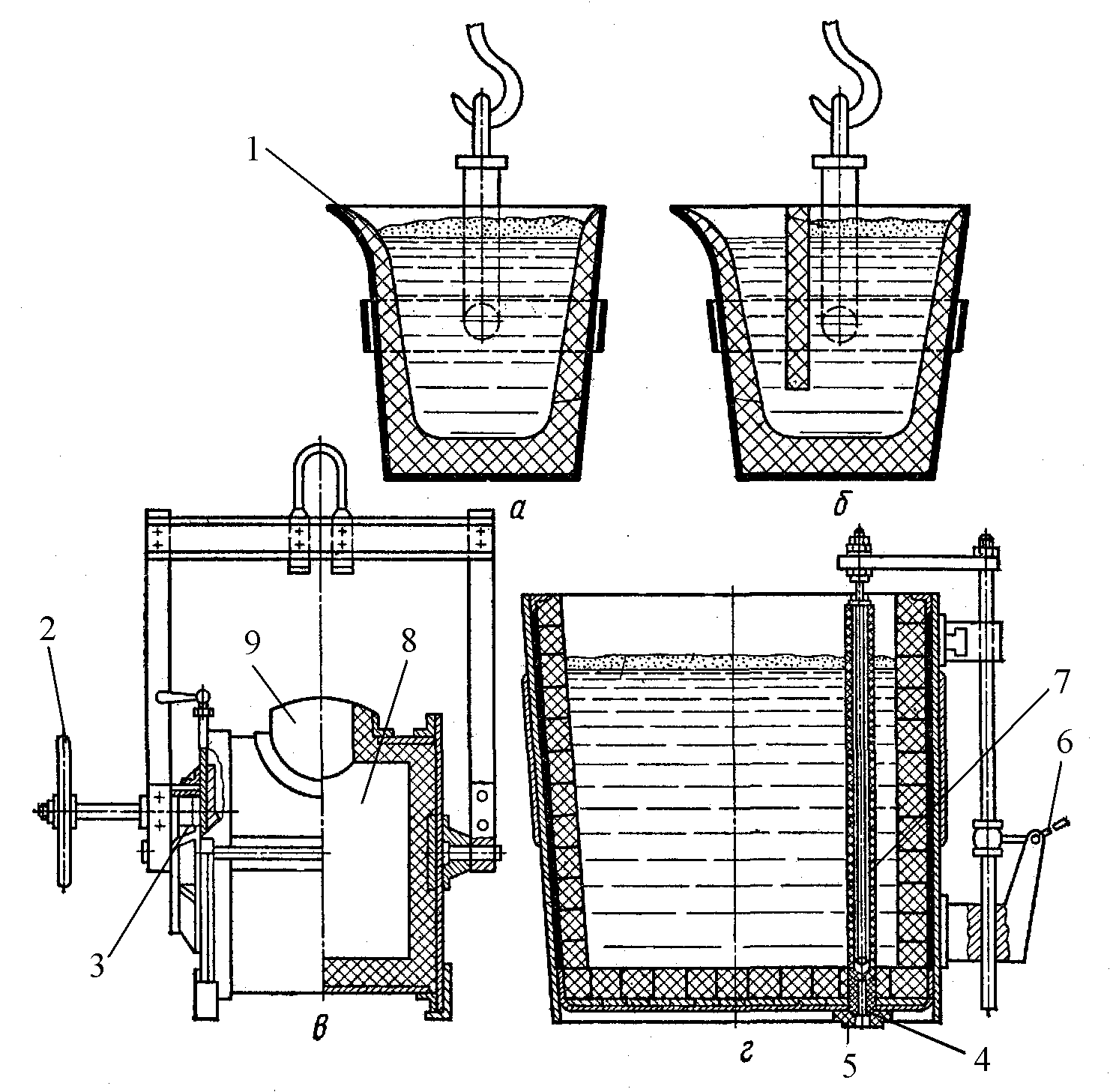
В
Рис.
2.39. Заливочно-дозирующие устройства:
а
- секторного типа; б - со стопорной
выдачей расплава; в - с вытеснением
расплава газом; г - с пневмостопорной
выдачей расплава
Расплав в формы заливают короткой струей без её разрыва и разбрызгивания, вначале слабой струей, а затем более мощной для быстрого заполнения стояка и литниковой чаши. Это уменьшает окисление расплава и инжекцию воздуха в струю расплава, после чего поддерживают уровень расплава в чаше постоянным. Режим заполнения полости формы расплавом регулируется его статическим напором и размерами элементов литниковой системы. Заливку прекращают при появлении расплава в выпоре, после заполнения верхней прибыли или повышения его уровня в чаше.
Температуру заливки конкретного сплава определяют по степени его перегрева выше температуры плавления (ликвидуса). Выбор перегрева зависит от его влияния на структуру и механические свойства сплава, толщины (минимальной и преобладающей) и протяженности стенок отливки, склонности сплава к пленообразованию, теплофизических свойств материала формы и ее начальной температуры, движущей силы, определяющей перемещение расплава в полости формы, и других факторов. Пленообразующие сплавы (бронзы, алюминиевые и магниевые сплавы и высоколегированные стали) и чугуны перегревают на 100 … 200С, углеродистые и низколегированные стали на 30 … 60С для толстостенных отливок и до 100С - для тонкостенных.
Принудительное заполнение форм используется в специальных методах литья, где и будет рассмотрено позже.