

5.1.1. Основы технологии
Принципиальной основой ПМ является использование смесей различных порошков для создания прессовок под давлением с помощью инструментов и последующего спекания прессовок при повышенной температуре для образования металлических связей. Схема порошковой металлургии, широко используемая на машиностроительных предприятиях, представлена на рис.5.1.
Предлагаемую схему условно можно разделить на две части: металлургическую (получение порошков) и машиностроительную (остальные операции). На большинстве машиностроительных предприятий выполняется вторая часть, а порошки получаются на специализированных предриятиях. Следует отметить, что окончательные свойства порошковых изделий зависят во многом от применяемого технологического процесса, который в первую очередь (особенно этап формования) определяется сложностью формы изделия. Принято делить изделия по сложности формы на 7 групп.
В качестве исходных применяются в основном металлические порошки, в которые добавляются порошки легирующих элементов, пластификаторы для сохранения формы прессовок и смазки для более равномерного уплотнения. Порошки обычно получают на специализированных производствах механическими и физико–химическими методами.
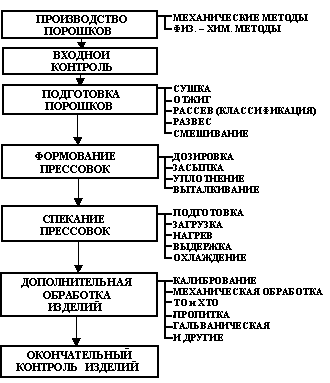
Рис.5.1. Технологическая схема процессов порошковой металлургии
К механическим методам получения порошков относят измельчение твердых материалов и диспергирование расплавов. При использованиифизико-химических методов получение порошка связано с существенным изменением химического состава исходного материала в результате глубоких физико-химических превращений и основными методами являются: получение металлических порошков восстановлением химических соединений, получение металлических порошков электролизом и метод термической диссоциации карбонилов металлов.
Метод получения порошков определяет их свойства и форму. Основные типы форм: сферическая, губчатая, осколочная, дендритная. пластинчатая и игольчатая.
В процессе транспортировки порошков на машиностроительные предприятия их свойства по различным причинам могут отклоняться от заданных и поэтому необходимо проводить входной контроль, не только с целью отправки рекламаций, но и с целью подготовки к дальнейшим технологическим операциям.Процесс подготовкивключает в себя: сушку при повышенной влажности; отжиг при появлении окислов; рассев (классификацию) по фракциям для получения оптимальной плотности при формовании; развес и смешивание для создания равномерного распределения различных порошков. Полученные смеси обычно необходимо использовать в течение нескольких часов.
Д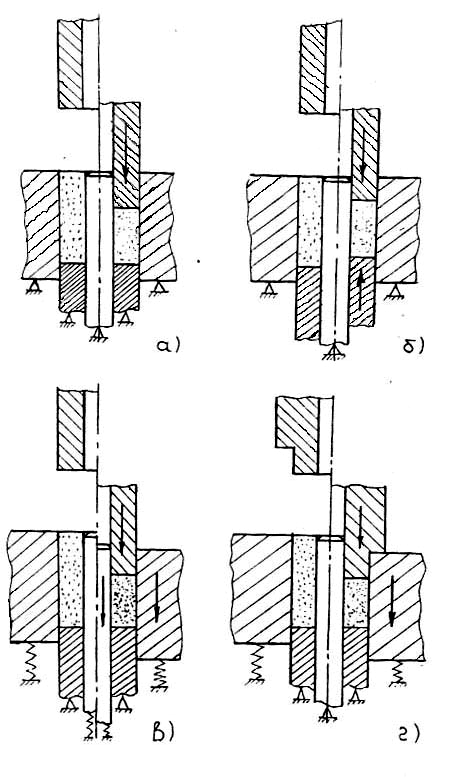 ляформования прессовокв
машиностроении наиболее широко
используется холодное прессование в
металлических пресс-формах, помещаемых
в механические или гидравлические
прессы. Для облегчения получения
прессовки в смеси вводят специально
пластификаторы (камфара, парафин, каучук
и др.) и применяют специальные смазки,
вводя их в смеси или смазывая пресс-формы
(стеараты различных металлов, стеариновая
кислота и др.). Основные схемы прессования
в холодных пресс-формах представлены
на рис. 5.2.
ляформования прессовокв
машиностроении наиболее широко
используется холодное прессование в
металлических пресс-формах, помещаемых
в механические или гидравлические
прессы. Для облегчения получения
прессовки в смеси вводят специально
пластификаторы (камфара, парафин, каучук
и др.) и применяют специальные смазки,
вводя их в смеси или смазывая пресс-формы
(стеараты различных металлов, стеариновая
кислота и др.). Основные схемы прессования
в холодных пресс-формах представлены
на рис. 5.2.
Р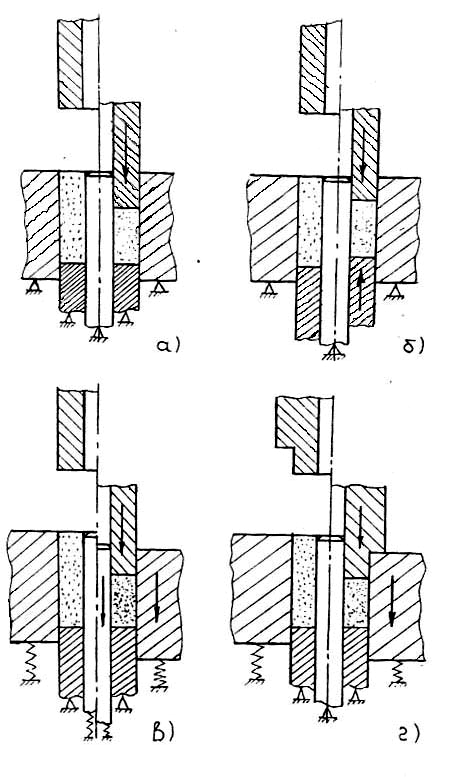 ис.
5.2. Основные схемы получения прессовок
в холодных пресс-формах:
ис.
5.2. Основные схемы получения прессовок
в холодных пресс-формах:
а) – одностороннее прессование, б) - двустороннее прессование, в) – двустороннее прессование с "плавающей" матрицей, г) – двустороннее прессование с принудительным перемещением матрицы.
Технологически процесс получения прессовки достаточно прост: дозируют порцию смеси, засыпают в пресс-форму, уплотняют до требуемой плотности, затем прессовку выталкивают из открытой пресс-формы и укладывают на специальные поддоны для последующего спекания. Полученные прессовки имеют малую прочность и поэтому с ними необходимо обращаться достаточно осторожно.
При простоте самого процесса прессования пресс-формы имеют сложную конструкцию с малыми допусками на точность и шероховатость сопрягаемых деталей, Сложность пресс-форм определяется группой сложности порошковых изделий по форме.
Примеры деталей, получаемых в холодных пресс-формах цеха порошковой металлургии ОАО "Алтайский завод агрегатов", показаны на рис. 5.3.
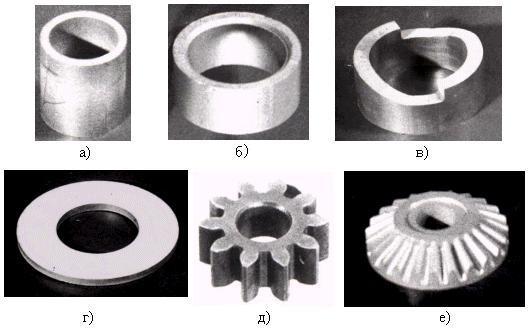
Рис. 5.3. Форма деталей, получаемых методом порошковой металлургии:
а, б - втулки, в – упор неподвижный, г – диск фрикционный, д – шестерня, е - сателлит
После формования прессовки необходимо подвергнуть спеканию. Спеканиеобычно производится в специальных печах с нейтральной или восстановительной атмосферой, либо в вакууме при температурах, составляющих 70 … 90% от температуры плавления основного компонента. В процессе спекания: восстанавливаются и диссоциируют окисные пленки, удаляются адсорбированные пары и газы, устраняются дефекты кристаллических решеток металлических порошков, происходит рекристаллизация частиц порошка, диффундируют атомы между соседними частицами, способствуя созданию металлических связей и многое другое. Критериями спекаемости могут быть характеристики прочности, пластичности, вязкости, пористости, износостойкости и т.д.
Основные этапы процесса спекания: подготовка, загрузка, нагрев, выдержка и последующее охлаждение. Следует обратить внимание на процесс нагрева. Для порошковых изделий характерен невысокий коэффициент теплопередачи и поэтому возникает опасность возникновения большого градиента напряжений между поверхностью и сердцевиной прессовки, в ряде случаев приводящий к возникновению трещин. Поэтому нагрев прессовок производят с меньшей скоростью, чем компактных изделий. Охлаждение после спекания в ряде случаев производят со скоростью выше критической, т.е. проводят закалку изделия с температуры спекания.
После спекание ряд изделий используется сразу, но зачастую применяют дополнительную обработкус целью стабилизации размеров, введения в поры смази, изменения механических свойств, как в объеме детали, так и на поверхности, и многое другое.
Холодное прессование с последующим спеканием позволяет получать изделия с минимальной пористостью 10 … 15%. Для получения изделий с меньшей пористостью в машиностроении применяют в основном либо горячее прессование в закрытых пресс-формах (ГП), либо динамическое горячее прессование (ДГП).
Горячее прессованиепредставляет собой технологическую операцию, в которой совмещаются процессы прессования и спекания, т.е. в процессе прессования прессовка вместе с пресс-формой нагревается до Т=0,5…0,8Тплпорошковой смеси. При сравнительно малых давлениях получаются практически беспористые изделия с более высокими прочностью и пластичностью, повышенными твердостью, электро- и теплопроводностью и более точными размерами. Структура изделий после горячего прессования более мелкозернистая и однородная. По комплексу свойств изделия нередко превосходят литые и кованые. При горячем прессования уменьшается усилие для достижения пластической деформации и в динамике растет коэффициент диффузии, что значительно уменьшает время спекания. Нагрев при горячем прессовании необходимо проводить быстро и поэтому применяются либо нагрев токами высокой частоты (ТВЧ), либо нагрев путем прямого включения пресс-формы в электрическую сеть, используя ее в качестве нагревательного элемента сопротивления. Естественно такой нагрев предъявляет повышенные требования к материалам пресс-форм: они дорогостоящи и служат меньшее время, чем холодные пресс-формы.
ДГП (горячая ковка и штамповка) является разновидностью горячего прессования в закрытых пресс-формах и представляет последовательность следующих операций: предварительное холодное прессование, спекание в защитной среде до пористости 25 … 30%, нагрев изделия ТВЧ, установка в горячем состоянии в пресс-форму, ДГП (ковка или штамповка), выбивка из пресс-формы, охлаждение с необходимой скоростью. Оптимальная температура ДГП углеродистых сталей – 900 … 1100ОС.
Для улучшения физико-механических свойств порошковых изделий, как было отмечено ранее, применяются операции дополнительной обработки, самыми эффективными из которых являются термическая, химико-термическая и термомеханическая обработки. Так, высокотемпературная термомеханическая обработка (ВТМО) углеродистых порошковых сталей позволяет получить детали с прочностью 1800 МПа, а для низколегированных порошковых сталей этот метод повышает уровень прочности до1900 … 2000 МПа.
Существуют и другие методы, но рассмотрение их не является предметом рассмотрения в настоящем пособии.