

6.6.2. Типы сверлильных станков
Главный параметр сверлильных станков - наибольший диаметр Dб сверления отверстия в стали средней твердости (НВ 200 - 250). К основным параметрам относятся наибольший вылет шпинделяLб, наибольшее расстояние от торца шпинделя до стола или фундаментной плитыНб, наибольший ход шпинделяhб и др.
Среди признаков различия сверлильных станков наиболее характерными являются расположение шпинделей (вертикальное и горизонтальное), назначение или степень специализации (универсальные и специализированные на определенные виды работ).
Вертикально-сверлильные станки (рис. 6.41, а), позволяющие выполнять все виды сверлильных работ, составляют основную часть парка сверлильных станков. Они бывают одношпиндельными и многошпиндельными, в настольном и напольном исполнении, с диаметром получаемого отверстия от 3 до 75 мм.
Для установки заготовки обычно служит стол 1. Хвостовик режущего инструмента или оправка устанавливаются в коническое отверстие шпинделя2. Средние станки имеют раздельными коробку скоростей3 и шпиндельную бабку4 с механизмом подачи. Стол и шпиндельная бабка могут совершать установочное перемещениеSyпо направляющим5колонны (станины) станка. Значениеhбзависит отDби колеблется от 130 до 500 мм. На вертикально-сверлильных станках обрабатывают небольшие заготовки массой до 25 кг. Для обработки очередного отверстия заготовку необходимо переустанавливать таким образом, чтобы ось шпинделя была сосна оси будущего отверстия.

а б
Рис. 6.41. Сверлильные станки
Радиально-сверлильные станки(рис. 6.41, б) предназначены для обработки большого числа разнообразных отверстий в крупных заготовках без их переустановки. Заготовку помещают на столе6или фундаментной плите7. Шпиндель5можно сравнительно быстро установить соосно с любым обрабатываемым отверстием благодаря установочным перемещениям шпиндельной бабки4 по траверсе2(Sy1) и колонны1вокруг оси (Sy2). Третье установочное перемещение (Sy3) осуществляют подъемом или опусканием траверсы. Радиально-сверлильные станки отличаются большими значениямиНбиLб , которые в крупных станках достигают 3 м и более (у вертикально-сверлильных станковНб< 1,0 м иLб< 0,5 м). Коробка скоростей3обеспечивает необходимый диапазон регулирования скорости резания.
Наряду со стационарными применяют переносные и передвижные станки. Первые, перенося подъемным краном в необходимое место, и обрабатывают вертикальные, горизонтальные и наклонные отверстия в крупногабаритных заготовках. Вторые монтируют на самоходных тележках, перемещающихся по рельсам. Для обработки отверстий в листовых материалах используют радиально-сверлильные станки, в которых не предусмотрено вертикальное перемещение траверсы. Для получения центровых отверстий в валах используют центровальные, а для глубоких отверстийгоризонтально-сверлильныестанки. Для повышения производительности сверлильных работ применяют многошпиндельные головки, а в крупносерийном и массовом производстве многошпиндельные автоматы.
П
Рис.
6.42. Приспособления к сверлильным
станкам
Для установки и закрепления заготовок применяют машинные тиски, угольники, поворотные столы, струбцины 2, прихваты3, призмы4(рис. 6.42, в) и другие приспособления. В серийном производстве часто используют специальные приспособления - кондукторы (рис. 6.42, г). В корпусе кондуктора6, в который вставляется заготовка, имеются кондукторные втулки5 для направления инструмента строго по заданным осям обрабатываемых отверстий. Втулки изготавливаются из инструментальной стали. Сверление производится через втулку. После сверления в заготовке отверстий их оси будут иметь те же координаты, что и оси кондукторных втулок. Применение кондукторов исключает трудоемкую операцию разметки отверстий в заготовке.
Примеры схем обработки на вертикально-сверлильном станке приведены на рис. 6.43.
6
Рис.
6.43. Схемы обработки на сверлильном
станке:
а
– сверление, б – рассверливание, в –
зенкерование, г – развертывание,
д
– коническое развертывание, е - цекование,
ж – зенкерование, з - коническое
зенкерование, и – нарезание резьбы, к
– комбинированная обработка
По технологическим возможностям расточные станки подразделяются на горизонтально-, координатно- и алмазно-расточные. Наиболее широкое распространение получили горизонтально-расточные станки, которые используются преимущественно для обработки точных отверстий в корпусных заготовках. Эти станки кроме растачивания позволяют осуществлять сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов и торцовое фрезерование. Благодаря широкому спектру возможных обработок на горизонтально-расточных станках часто удается проводить полную обработку сложных корпусных деталей без переустановки заготовки на другие станки. При этом в обычных условиях на длине 100 мм обеспечивается отклонение до 0,01 мм от цилиндричности (для отверстий порядка 150 мм) и от параллельности (для осей отверстий, расточенных при подаче шпинделя). В зависимости от применяемого инструмента и режима резания шероховатость обработанной поверхности поRzсоставляет от 40 до 6,3 мкм.
Г
Рис.
6.44. Схема горизонтально-расточного
станка
Приспособления для обработки заготовок на расточных станках.Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: станочных болтов, прижимных планок, угольников, призм.
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовку устанавливают на вертикальной плоскости угольника (рис. 6.45).
Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы: короткие заготовки — на одну призму, длинные — на две.
К
Рис.
6.45. Угольники: а – жесткий, б – поворотный,
в - двухкоординатный
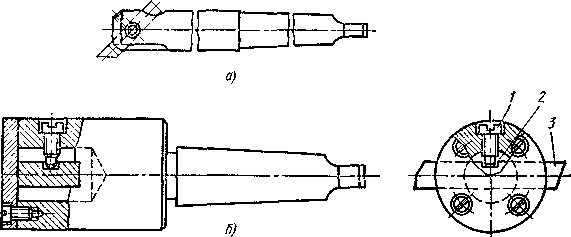
При растачивание наиболее широко используемый метод обработки, выполняемый резцами различных типов. Резцы устанавливают в консольных (рис. 6.46, а, б) или двухопорных оправках (рис. 6.46, в). Двухопорные оправки иногда называют борштангами. Наряду со стержневыми (рис. 6.46, а) применяют и двухлезвийные пластинчатые резцы (рис. 6.46, б), которые выполняют по заданному диаметру отверстия. Их закрепляют шарнирно (рис. 6.46, б) или жестко клином. В первом случае резцовую пластинку 3вставляют в гнездо оправки и винтом1 удерживают от выпадения. В то же время благодаря наличию небольшого зазора (0,10 … 0,15 мм) между пазом2пластинки3и винтом1развертка может самоустанавливаться («плавать»), что облегчает настройку станка, но не исправляет погрешности положения оси растачиваемого отверстия. При повышенных требованиях к положению оси растачиваемого отверстия применяют применяют стержневые резцы или пластинчатые резцы закрепленные жестким клином (рис. 6.47,). Пластинчатый резец1вставляют в паз оправки, по выступу в пазе фиксируют требуемое положение резца, и в этом положении закрепляют резец клином2.
![]()
В)
Рис. 6.46. Оправки для закрепления резцов
Двухопорная расточная оправка (рис. 6.46, в) представляет собой длинный вал с коническим хвостовиком на одном конце для установки его в шпинделе станка. Другой конец оправки вращается во втулке люнета задней стойки станка, который является второй опорой для оправки. По длине оправки расположены окна для закрепления стержневых и пластинчатых резцов.
Д
Рис.
6.47. Крепление резца клином
Растачивание цилиндрических отверстий.Растачиванием отверстий резцами исправляют форму и оси предварительно обработанных или отлитых отверстий. Использование консольной оправки для закрепления резцов целесообразно в тех случаях, когда длина обрабатываемого отверстия не более пяти ее диаметров, так как с увеличением длины оправки снижается ее жесткость, что приводит к необходимости уменьшения глубины резания.
На рис. 6.48, а показана
схема растачивания отверстия небольшой
длины двухлезвийным пластинчатым
резцом, закрепленным в консольной
оправке. На рис. 6.48, б показано
одновременное растачивание двух соосных
отверстий резцами закрепленными в
двухопорной оправке. Отверстия большого
диаметра, но малой длины растачивают
резцом, закрепленным в радиальном
суппорте планшайбы (рис. 6.48, в
Рис.
6.48. Схемы обработки отверстий на
расточных станках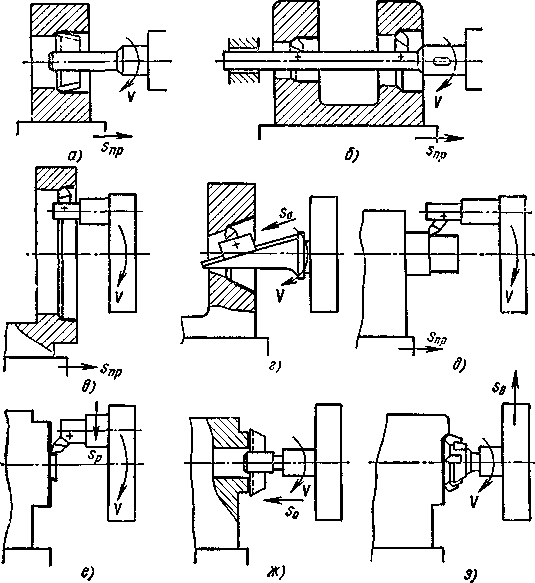
Алмазно-расточные станкипредназначены для получения отверстий по 7-му квалитету (горизонтально-расточные станки обеспечивают 9 … 8 квалитеты) с малой шероховатостью поверхности (Rz < 1 мкм). Высокое качество обработки достигается благодаря высокой жесткости несущей системы станка, применяемым режимам обработки, для которых характерна высокая скорость резания (100 … 1000 м/мин), малые глубина резания (0,05 … 0,3 мм) и подача (0,01 … 0,15 мм/об), использованию резцов с режущей частью из алмаза или других износостойких материалов.
На координатно-расточных станкахобрабатывают заготовки, когда требуется получить в детали очень высокую точность расположения осей параллельных отверстий. Эти станки снабжаются специальными механическими, оптико-механическими, электрическими и другими отсчетными устройствами, позволяющими перемещать стол с заготовкой относительно оси шпинделя с точностью до 0,001 мм. Отверстия растачиваются при закрепленном положении стола и шпиндельной бабки. В результате погрешность расстояния между осями отверстий, положение которых устанавливалось по двум прямоугольным координатам, не превышает 0,01 мм (в горизонтально-расточных станках погрешность при координатном способе установки составляет до 0,05 мм). Рабочий стол координатно-расточного станка допускает точную установку и по полярным координатам.