

6.9.2. Зуборезный инструмент
Для нарезания прямозубых, косозубых и шевронных зубчатых колес 9 и грубее степеней точности применяются дисковые и пальцевые фрезы. Эти инструменты для обработки зубчатых колес по методу копирования рассмотрены выше (см. рис. 6.71, а, б, в). Каждому конкретному случаю нарезания зубьев колеса соответствует определенный профиль фрезы, зависящий от модуля, угла зацепления, числа зубьев колеса, коэффициента смещения (для корригированных колес).
Определение профиля фрезы производится путем нахождения его координат, задающих соответствующие точки впадины зуба колеса на произвольно выбранных окружностях радиусов - rx.При расчете профилей фасонных фрез (дисковых и пальцевых) для нарезания эвольвентных некорригированных колес рекомендуется пользоваться ГОСТ 13838-68 и ГОСТ 10996-64.
Применяемые для нарезания некорригированных зубчатых колес дисковые фрезы выполняются в виде наборов из 8 и 15 фрез и рекомендуются для нарезания колес с модулем до 8 мм и свыше 8 мм. В случаях, когда зубчатое колесо не может быть нарезано другим инструментом, а также в случае нарезания шевронных колес применяются пальцевые фрезы. При нарезании прямозубых колес профиль пальцевой фрезы полностью совпадает с профилем впадины колеса; при нарезании косозубого колеса рассчитывают профиль фрезы по стандартной методике.
З
 Рис.
6.72. Зуборезный долбяк
Рис.
6.72. Зуборезный долбяк
Стружка снимается при движении долбяка вниз, при движении вверх резание отсутствует. Для нарезания косозубых зубчатых колес, у которых зуб колеса расположен по винтовой линии, применяют косозубые долбяки. Затачивание и переточку затупившихся долбяков производят шлифованием по передней поверхности долбяка.
Схему обработки
с применением инструментальной рейки
используют редко. Преобразование этой
схемы привело к появлению червячных
модульных фрез (рис. 6.73.), основным
элементом которых я
Рис.
6.73. Схема обработки заготовки на
зубодолбежном станке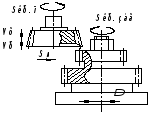
Ф
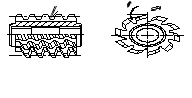 Рис.
6.74. Червячная модульнаяфреза
Рис.
6.74. Червячная модульнаяфреза
Зубострогальные резцы применяют для изготовления конических зубчатых колес с прямыми зубьями по методу обкатки в единичном, серийном и массовом производствах. Нарезание основано на принципе зацепления обрабатываемой заготовки с производящим плоским колесом, при этом каждый зуб нарезаемого зубчатого колеса обрабатывается с двух сторон двумя резцами (см. рис. 6.71, г). Зубострогальный резец имеет призматическую форму и конструктивные его размеры стандартизованы в диапазоне модулей от 0,3...20 мм. Передний - gи задний -aуглы образуются при установке резцов в резцедержателе станка.
Для изготовления зубчатых колес применяют и другие режущие инструменты более сложных конструкций, а потому реже применяемых в машиностроительном производстве.