6.5.2. Токарно-винторезные станки
Ш

Рис.
6.25. Универсальный токарно-винторезный
станок
ирокое применение в единичном и
мелкосерийном производствах получили
универсальные токарно-винторезные
станки (рис. 6.25). Станина12станка
жестко связана с двумя тумбами, которые
крепятся к фундаменту. Передняя
(шпиндельная) бабка1 неподвижно
соединена со станиной. По направляющим
станины можно передвигать заднюю бабку7, жестко фиксируя ее в требуемом
положении. Шпиндель2сообщает
закрепленной заготовке главное
вращательное движение, частота которого
регулируется при помощи коробки
скоростей, помещаемой в передней бабке.
Задняя бабка предназначена для поддержания
правого конца длинной заготовки и для
закрепления сверла или другого инструмента
при обработке центрального отверстия.
Приспособления и инструменты вводятся
в коническое отверстие выдвижного вала
задней бабки — пиноли 6. Смещением
корпуса задней бабки и соответственно
правого конца заготовки в поперечном
направлении реализуется один из способов
обработки наружной конической поверхности.
Между бабками располагается суппорт,
нижняя каретка 11 которого может
перемещаться по направляющим станины,
осуществляя продольную подачу. Перемещение
средних (поперечных) салазок 3 по
направляющим каретки позволяет получить
поперечную подачу. Поворотная часть
средних салазок несет направляющие, по
которым под любым углом к оси вращения
заготовки можно перемещать верхние
(ручные) салазки 5 с четырехпозиционным
резцедержателем 4. Осуществляя вручную
движение подачи под углом верхними
салазками, можно обтачивать и растачивать
конические поверхности. Механическое
перемещение суппорта при резании
достигается передачей движения от
коробки подач13, предназначенной
для изменения подачи, к фартуку суппорта10посредством ходового валика9или ходового винта8. Механизм фартука
позволяет включать продольную или
поперечную подачу при вращающемся
ходовом валике. Ходовой винт используется
только для продольного перемещения
суппорта, главным образом, при нарезании
резьбы резцом и обеспечивает точную
подачу. Для быстрых установочных
перемещений служит отдельный
электродвигатель с приводом на ходовой
валик.
Главным параметром
токарно-винторезного станка является
наибольший диаметр Dобрабатываемой заготовки над станиной.
ПараметрDу токарных
станков изменяется от 125 до 4000 мм по
геометрической прогрессии. К основным
параметрам станка относятся наибольший
диаметрD1(D1
< D) обрабатываемой
заготовки над суппортом, наибольшее
расстояниеL между
выступающими концами центров передней
и задней бабки. Станки с одним и тем жеD могут иметь
различныеL в
пределах, предусмотренных стандартом
О

Рис.
6.26. Патроны для закрепления заготовок
на токарном станке
а
- четырехкулачковый патрон:1 – 4– кулачки,б– самоцентрирующийся
трехкулачковый патрон,в– привод
кулачков самоцентрирующегося
трехкулачкового патрона:1– гнездо
под ключ,2 – зубья приводной
шестерни,3– зубья ведомого диска,4– спираль,г – пример несоосного
закрепления детали в четырехкулачковом
патроне
беспечиваемая на токарно-винторезных
станках точность зависит от вида
обработки. При черновом точении точность
размера соответствует 14 … 11 квалитетам,
а шероховатость обработанной поверхности
80 … 40 мкм по параметруRz. При тонком наружном точении эти
показатели повышаются до 8 … 5 квалитетов
иRz= 6,3 … 1,6 мкм.
В зависимости от
формы и размеров детали обработку
заготовок выполняют при помощи различных
приспособлений. Короткие детали (l
/d< 3) обычно
обрабатывают при консольном закреплении
заготовки в четырехкулачковом или в
самоцентрирующемся трехкулачковом
патроне (рис. 6.26).
В самоцентрирующемся
патроне кулачки перемещаются одновременно,
благодаря чему устанавливаемая на
кулачки внутренняя или наружная
поверхность заготовки закрепляется
соосно шпинделю. Кроме цилиндрических
в таком патроне удобно устанавливать
и другие заготовки, например, шестигранные.
Кулачки четырехкулачкового патрона
перемешаются независимо. Не обладая
свойством автоматического центрирования,
такие патроны позволяют закреплять в
нужном положении несимметричные
заготовки. Для установки несимметричных
деталей используют также планшайбу и
угольник (рис. 6.27).
П
Рис.
6.27. Планшайба с угольником (1),закрепленной деталью(2)и противовесом(3)
ри обтачивании длинных деталей (l/d
>3) правый конец заготовки должен иметь
дополнительную опору. В качестве такой
опоры служит специальное приспособление
- центр. Под конус центра в торце заготовки
специальным центровым сверлом сверлят
центровое отверстие, состоящее из
цилиндрического участка под смазку,
конической базовой поверхности под
углом 60° и при необходимости
предохранительной фаски под углом 120°
(рис. 6.28, а). Заготовка центровым отверстием
надевается на выступающий конец центра
(рис. 6.28, б).
П
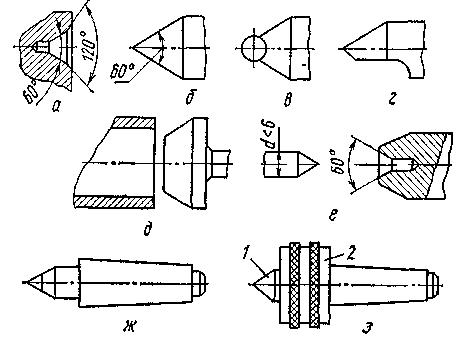
Рис.
6.28. Концы заготовок и виды центров
ри обработке конической поверхности
по способу поперечного смещения корпуса
задней бабки применяют шариковый центр
(рис. 6.28, в). Срезанный центр (рис. 6.28, г)
допускает подрезку торца заготовки.
Заготовки с большим внутренним диаметром
устанавливают на грибковый центр (рис.
6.28, д) или используют специальные
центровые пробки и крестовины. Концы
малых диаметров обрабатывают под
обратный центр (рис. 6.28, е). Центры бывают
неподвижными (рис. 6.28, ж) и вращающимися
(рис. 6.28, з). У последних наконечник центра1установлен в упорные подшипники,
расположенные в корпусе2, соединенным
в единое целое с хвостовой частью3.
Вращающийся центр применяют при больших
оборотах шпинделя. При креплении центра
на станок хвостовую часть вводят в
пиноль задней бабки.
Для обработки
удлиненных заготовок широко применяется
крепление в двух центрах. При обработке
в центрах для передачи вращения заготовке
на шпиндель надевают поводковый патрон1(рис. 6.29, а), а на левый конец заготовки
-хомутик 3. Для особо длинных деталей
(l/d> 10) применяют дополнительные
промежуточные опоры -люнеты.
Подвижный люнет2 крепится к каретке
суппорта (рис. 6.29, а), а неподвижный (рис.
6.29, б) -к станине станка.
З
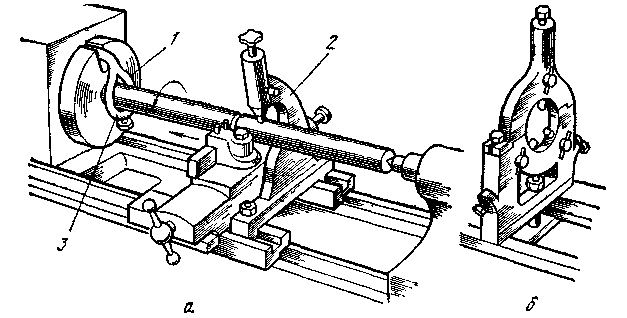
Рис.
6.29. Приспособления, используемые при
обработке длинных заготовок
начительно расширяют возможности
токарной обработки специальные
приспособления. Так, копирная линейка
обеспечивает более высокую точность
обработки конических поверхностей по
сравнению со способом смещения центра
задней бабки. Она не требует шариковых
центров и может использоваться для
растачивания конусов. Точение наружных
поверхностей заготовки при наличии у
нее точного отверстия выполняют наоправках, установочная поверхность
которых может быть жесткой, цанговой
или разжимной. По способу закрепления
на станке различают оправки центровые
(рис. 6.30, а) и шпиндельные с коническим
хвостовиком (рис. 6.30, б, в, г). При
использовании оправки (рис. 6.30, а) деталь1 устанавливается отверстием на
цилиндрическую ступень оправки2 и
закрепляется гайкой3. После установки
детали оправка закрепляется в центрах
станка. Шпиндельные оправки устанавливаются
на станок конусным хвостовиком в конусное
отверстие шпинделя. При использовании
шпиндельной оправки рис. 6.28, б разжимная
цанга4, имеющая прорези1,
сначала вставляется в отверстие
обрабатываемой детали5, затем вместе
с деталью одевается на конус2оправки
и закрепляется гайкой3. У разжимной
шпиндельной оправки (рис. 6.30, в, г) деталь1надевается на цилиндрическую
установочную ступень, имеющую прорези2и внутренний конический винт3,
который после установки детали
затягивается.
С

Рис.
6.30. Оправки для закрепления заготовок,
обрабатываемых на токарном станке
верла и другие осевые инструменты
могут устанавливаться не только в пиноли
задней бабки, но и в резцедержатель
суппорта при помощи специальных
держателей. Для сокращения времени на
установку заготовки применяют поводковый
патрон с поворотными кулачками, а для
точного фиксирования детали по торцу
- плавающий центр
С увеличением
размеров станка растет степень его
механизации. При значении параметра D
= 800 … 1000 мм верхние (резцовые) салазки
обычно имеют механический привод, что
позволяет механизировать точение
конусов по способу поворота направляющих
верхних салазок. В более крупных станках
предусматривается одновременное
включение подвижных частей суппорта,
что позволяет обрабатывать конические
поверхности по способу двух подач.
Станки сD> 1600 мм
имеют два суппорта. В особо крупных
станках (D > 2000
мм) один из суппортов — только винторезный.
В тяжелых станках не только суппорты,
но и задняя бабка, а в особо тяжелых
станках и пиноль имеют ускоренные
механические перемещения
В условиях
индивидуального производства и для
ремонтных работ еще продолжают
использовать лоботокарные станки.
Эти станки имеют обычную для токарных
станков компоновку и предназначенные
для обработки заготовок большого
диаметра (до 3200 мм) и небольшой длины.
Однако из-за сложности установки
заготовок и низкой производительности
лобовые станки практически вытесненыкарусельными.

