

6.6. Сверлильные и расточные станки
6.6.1. Инструмент для сверления и обработки отверстий
Под сверлениемпонимают процесс образования отверстия в сплошном материале с помощью сверла. Сверлом можно также рассверливать (увеличивать диаметр) имеющееся отверстие, полученное при литье, ковке, штамповке или сверлении. Обработкой сверлами в обычных условиях нельзя достичь размера точнее 12-го квалитета и шероховатости поверхности менееRz= 40 мкм. Для повышения характеристик точности обрабатываемого отверстия до 11 … 10 квалитетов иRz-20 мкм применяютзенкерование.Окончательную обработку точных отверстий выполняютразвертками, обеспечивая черновым развертыванием 9 - 8 квалитеты, а чистовым развертыванием 7 - 6 квалитеты точности приRz = 6,3 … 1,6 мкм. Большую часть всех отверстий малых и средних диаметров (до 100 мм) в деталях машин получают на сверлильных станках, в которых инструмент, как правило, осуществляет оба движения резания: главное вращательное и осевое подачи.
Р
Рис.
6.39. Спиральное сверло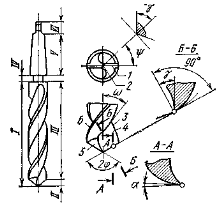
Сверла малых диаметров имеют цилиндрический хвостовик, более крупные – конический. Установка и закрепление сверла производится через хвостовик, который с помощью патрона, переходных втулок или непосредственно соединяется со шпинделем станка. На режущей части сверла (рис. 6.39) различают две главные 1, одну поперечную2и две вспомогательные3режущие кромки. Передняя поверхность4сливается с винтообразной канавкой, по которой отводится стружка. Как и передняя, задняя поверхность имеется у каждого из двух зубьев, узкие ленточки6которых обеспечивают направление сверла при резании.
Геометрия режущей части сверлаимеет определенные особенности. Передний угол γ измеряют в секущей плоскостиББ, перпендикулярной к главной режущей кромке. Задний уголαизмеряют в плоскостиАА, параллельной оси сверла. Угол наклона винтовой канавки ω измеряют между касательной к винтовой поверхности и образующей цилиндра. Углы γ,αи ω непостоянны в разных точках сверла, причем уголαуменьшается, а углы γ и ω увеличиваются от центра сверла к периферии. Главные режущие кромки образуют угол при вершине сверла 2φ. Угол наклона поперечной кромки φ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. У поперечной режущей кромки угол γ отрицательный. Поэтому она работает в трудных условиях, скользя по поверхности, пластически деформируя обрабатываемый материал.
В ряде случаев возникает необходимость в применении специальных видов спиральных сверл. Например спиральные сверла с отверстиями вдоль винтового зуба, по которым можно подавать жидкость, нашли применение для сверления труднообрабатываемых материалов.
Центровочные сверла(рис. 6.40, а) применяют для получения в торцах валов базирующих углублений (см. рис. 6.28, а). Отверстия, длина которых превышает 3 … 5 диаметров, называют глубокими. Отверстия с диаметром более 30 мм и длиной более 10 диаметров обрабатываютружейными (перовыми) сверлами. Режущую часть ружейного сверла имеет одну режущую кромку (рис. 6.40, б). Сверло вводят в предварительно полученное неглубокое отверстие. Для лучшего направления и облегчения внедрения сверла в обрабатываемую заготовку его вершина смещена относительно оси нае ~0,2d. Увод сверла предотвращается спинкой1, опирающейся при вращении на обработанную поверхность отверстия. Охлаждающая жидкость, подаваемая по внутреннему отверстиюАпод давлением 2 … 2,5МПа, выводится вместе со стружкой по наружной канавкеБ. Для сверления глубоких отверстий диаметром 25 … 80 мм применяют ружейные сверла оснащенные пластинками из твердого сплава2(рис. 6.40, в). Подаваемая в зазор между сверлом и отверстием заготовки жидкость отводится из зоны резания вместе со стружкой через центральный канал4. Колодки3предотвращают увод сверла.

Рис. 6.40. Инструмент для обработки отверстий
Сквозные отверстия диаметром более 80 мм сверлят кольцевыми сверлами, на торцовой части которых закреплены режущие пластинки. Их ширина несколько превышает толщину стенок трубчатого корпуса. После сверления внутри корпуса остается цилиндрический стержень. Такой способ снижает затраты мощности на резание и потери материала в стружку. Глубокое сверление обычно проводят на станках горизонтального типа при вращении заготовки и подаче сверла.
Зенкеротличается от сверла более жесткой рабочей частью, отсутствием поперечной кромки и увеличенным числом зубьев (не менее трех). Зенкеры бывают хвостовыми (рис. 6.40, г) и насадными. Хвостовые зенкеры – это зенкеры небольшого диаметра изготовленные, как и сверла, за одно целое с хвостовиком. Насадные зенкеры выпускают, начиная с диаметра 25 мм. Эти зенкеры имеют только рабочую часть с внутренним отверстием, которым насаживаются на оправку с коническим хвостовиком. Оправка закрепляется в конусное отверстие шпинделя токарного станка. Зенкером обрабатывают предварительно полученные отверстия, существенно повышая их точность, особенно по расположению оси. Обработка отверстия зенкером называетсязенкерованием. Специальные зенкеры, предназначенные для обработки углублений под головки болтов и винтов, называютзенковками, а производимую ими обработку –зенкованием. Зенковки бывают цилиндрическими (рис. 6.40, д) и коническими (рис. 6.40, е). Цилиндрические зенковки обычно имеют направляющую часть5для обеспечения соосности углубления и основного отверстия. С направляющей частью изготовляют ицековки - специальные зенкеры, работающие только главными режущими кромками6(рис. 6.40, ж).Цекованиемполучают перпендикулярные оси отверстия плоские опорные поверхности для крепежных средств.
Развертывание производят многолезвийным инструментом -развертками, срезающим очень тонкие слои с обрабатываемой поверхности. Различают развертки цилиндрические (рис. 6.40, з) и конические. Конические развертки со стружко-разделительными канавками (рис. 6.40, и) применяют для предварительного развертывания. Как и зенкеры, развертки выполняют хвостовыми и насадными, с прямыми и с винтовыми зубьями. Благодаря последним улучшаются условия обработки отверстий с продольными канавками, пазами, выемками.
Нарезание внутренней резьбы на сверлильных станках осуществляют машинными метчиками. Рабочая часть метчика имеет форму винта с продольными или винтовыми канавками, благодаря которым образуются режущие кромки (рис. 6.40, к). Метчик имеет заборный конус7, что обеспечивает постепенное прорезание резьбы, которая окончательно формируется калибрующей частью8. Хвостовая часть 9 закрепляется в специальном патроне.
В крупносерийном и массовом производстве для повышения производительности применяют комбинированный инструмент, позволяющий выполнять несколько видов обработок (рис. 6.40, л).