

6.10.5. Нарезание резьбы плашками
П
Рис.
6.90. Основные конструктивные элементы
плашки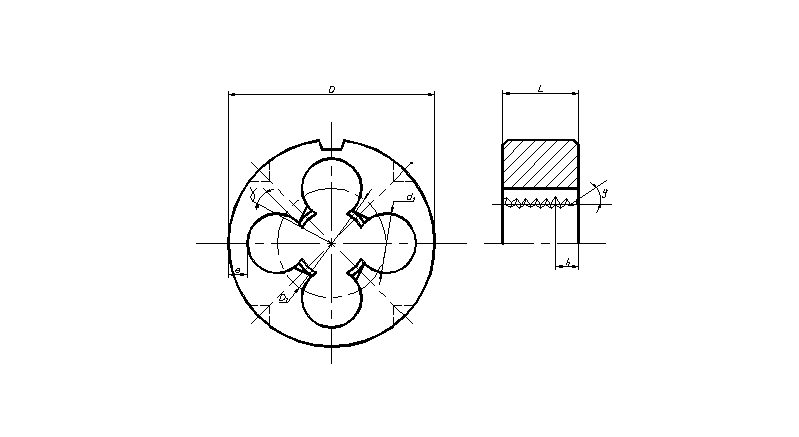
По типу нарезаемой резьбы плашки подразделяются на плашки круглые для метрической резьбы, плашки круглые для круглой резьбы, плашки круглые для конической резьбы и др. По конструктивному исполнению плашки разделяют на круглые, квадратные, шестигранные. Круглая плашка состоит из следующих элементов (рис. 6.90.): режущего зуба - 1с вершиной зуба –2, имеющего заборную (режущую) –3и калибрующую -4части, стружечного отверстия –5, выемки под регулировочный винт -6и крепежных углублений –7. Корпус плашки может быть выполнен заодно с режущей –3и калибрующей –4частями или соединяться с ними сваркой, пайкой и механическими способами. Материал корпуса цельных плашек – инструментальная легированная сталь марок 9ХС, ХВСХ или быстрорежущая сталь. Диаметр корпуса –D выбирают из стандартного ряда диаметров. В корпусе выполнены 3...8 стружечных отверстий –5(см. рис. 6.90.), число которых зависит от диаметра плашки –D.Режущая часть плашек осуществляет съем основной массы металла резьбы, формирует стружку, влияет на нагрузку и ее распределение вдоль режущей кромки плашки, создает усилия, перемещающие плашку вдоль оси заготовки при подаче с самозатягиванием. Существуют конструкции односторонних плашек с одной режущей частью и конструкции плашек с двумя режущими частями. Режущая часть характеризуется длиной - l1, углом в плане -, передним - и задним - углами в нормальном к оси плашки сечении.
Угол конуса - и длина режущей части зависят от материала заготовок. В общем случае угол 2назначают в пределах от 25...90. Режущая часть плашек затачивают по передней и задней поверхностям. Угол задают на внутреннем диаметре резьбы –D1и назначают в зависимости от материала детали от 10...30. Задний угол – на режущей части задают также по внутреннему диаметру, = 6...9. Угол определяют по величине затылования
Рис.
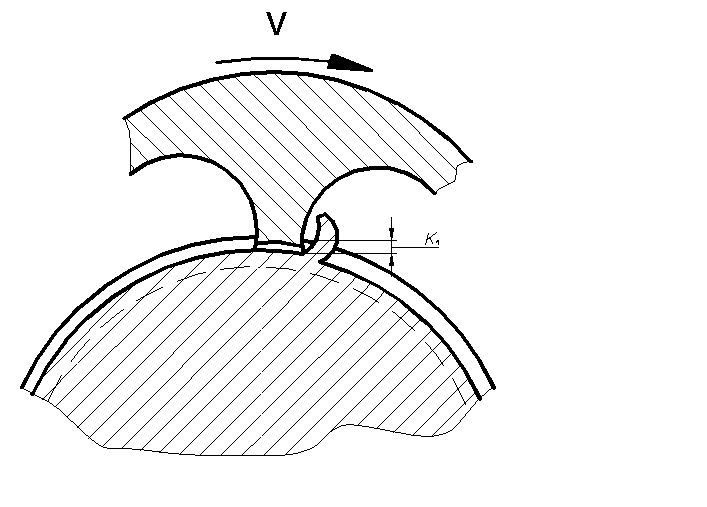
6.91. Положение задней поверхности плашки
при ее свертывании![]()
где D1- внутренний диаметр резьбы, мм;Z- число перьев (режущих элементов) (Z=3...12); -задний угол.
Главная задняя поверхность пера имеет форму архимедовой спирали. Такая форма позволяет производить переточку плашек только по передней поверхности, при этом величина заднего угла сохраняется неизменной. Поскольку круглые плашки работают не на проход, а со свертыванием их с нарезанной детали, величина заднего угла - , определяющая зазор –К1 (рис. 6.91.), должна быть наименьшей. Это вызвано попаданием корней стружки при ее свертывании под заднюю поверхность, приводящим к поломке перьев плашек.
Плашки не шлифуют по профилю резьбы, поэтому они нарезают резьбы не выше степени точности – 6h, 8h, т.е. резьбы с переходными посадками, и 6g, 6e, 6d–резьбы с посадками с зазором.
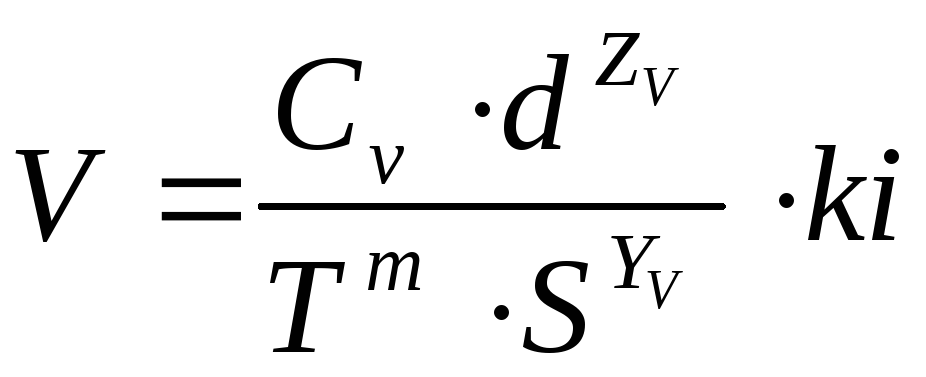
Скорость резания при резьбонарезании, исходя из стойкости и допустимого износа, определяют для метчиков и плашек по формуле
 (м/мин),
(м/мин),
где d, S – диаметр и шаг метчика или плашки, мм;T – стойкость, мм;CV - поправочный коэффициент;YV, ZV, m– показатели степени;ki– поправочный коэффициент, учитывающий вид обрабатываемого материала и другие факторы, не представленные в формуле.
Значения поправочных коэффициентов - CV и ki, показатели степеней -YV, ZV, mприведены в справочной литературе.
При нарезании резьбы круглыми плашками на деталях из обычных сталей величина скорости резания не должна превышать – 5 м/мин.