3.1.2. Достоинства обработки металлов давлением
Обработка металлов давлением- широко распространенный технологический процесс. В определенных условиях он успешно конкурирует с другими методами получения деталей и в том числе с основным в настоящее время для машиностроения - обработкой резанием.
Получение изделий требуемых размеров и форм при обработке давлением достигается пластическим перемещением частиц металла. В этом заключается основное отличие и преимущество обработки давлением по сравнению с обработкой резанием, при которой форма изделия получается удалением части заготовки. В этой связи существенным достоинством обработки металлов давлением является значительное уменьшение отхода металла, а также повышение производительности труда (снижение времени на обработку изделия), поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Некоторые способы обработки металлов давлением дают возможность получать детали, вообще не нуждающиеся в дальнейшей обработке. Кроме того, изменение физико-механических свойств металла заготовки, сопровождающее пластическую деформацию, а также рациональное расположение волокон его структуры дает возможность получения деталей с наилучшими эксплуатационными свойствами (высокой износостойкостью, прочностью, жесткостью, и т. д.) при наименьшей их массе.
Таким образом, высокая производительность обработки давлением, малоотходность, низкая себестоимость и высокое качество продукции обусловливают непрерывное возрастание ее роли в машиностроении. Обработке давлением подвергают около 90% всей выплавляемой стали и свыше 50% цветных металлов.
Обработкой давлением не всегда достигается требуемая структура и необходимые свойства получаемой продукции, и не всегда воспроизводятся точно заданные форма, размеры, чистота поверхности детали, поэтому после обработки давлением обычно прибегают к термической обработке и обработке резанием.
3.1.3. Влияние обработки давлением на структуру и свойства металлов и сплавов
В результате пластической деформации изменяются не только форма и размеры заготовки, но и структура и свойства исходного металла.
В
Рис.
3.4. Схема изменения микроструктуры
металла при холодной деформации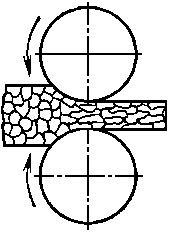
Для холодной деформациихарактерно изменение формы зерен структуры. Они вытягиваются в направлении наиболее интенсивного течения металла (рис. 3.4).Это сопровождается изменением механических и физико-химических свойств металла. Такое явление называют упрочнением (наклепом). Изменение механических свойств состоит в том, что возрастают характеристики твердости и прочности металла, в то время как характеристики пластичности снижаются. Изменяются также электропроводность и магнитная проницаемость сплава (физико-химические свойства).
Упрочнение возникает вследствие искажений кристаллической решетки, а также поворота плоскостей скольжения в процессе холодного деформирования.
Изменения, внесенные холодной деформацией в структуру и свойства металла, не являются необратимыми. Они могут быть устранены с помощью такой термической обработки, как отжиг. В этом случае в металле заготовки происходит внутренняя перестройка структуры, при которой за счет дополнительной тепловой энергии, увеличивающей подвижность атомов, в твердом металле без фазовых превращений из множества центров растут новые зерна, заменяющие собой вытянутые, деформированные зерна. Так как в равномерном температурном поле скорость роста зерен по всем направлениям одинакова, то новые зерна, появившиеся взамен деформированных, имеют примерно одинаковые размеры по всем направлениям.
Я
Рис.
3.5. Схема изменения микроструктуры
металла при горячей деформации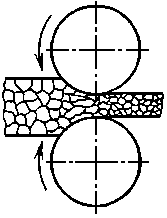
Горячей деформациейназывают деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всем объеме заготовки и микроструктура после обработки давлением оказывается равноосной, без следов упрочнения (рис. 3.5).Таким образом, формоизменение заготовки при температуре выше температуры рекристаллизации сопровождается одновременным протеканием упрочнения и рекристаллизации.
Чтобы обеспечить условия протекания горячей деформации, с увеличением ее скорости повышают температуру нагрева заготовки (для увеличения скорости рекристаллизации).
При горячей деформации сопротивление деформированию примерно в 10 раз меньше, чем при холодной, а отсутствие упрочнения приводит к тому, что сопротивление деформированию (предел текучести) в процессе обработки давлением изменяется незначительно. Этим обстоятельством объясняется, в основном, то, что горячую обработку применяют для изготовления крупных деталей, так как при этом требуются меньшие усилия деформирования (менее мощное оборудование).
Следует учитывать, что при обработке давлением заготовок малых размеров (малой толщины) трудно выдержать необходимые температурные условия ввиду быстрого их охлаждения на воздухе и от контакта с более холодным инструментом.
При горячей деформации пластичность металла выше, чем при холодной. Поэтому горячую деформацию целесообразно применять при обработке трудно деформируемых, малопластичных металлов и сплавов, а также заготовок из литого металла (слитков). В то же время при горячей деформации происходит более интенсивное окисление заготовки (на поверхности образуется слой окалины), что ухудшает качество поверхности и точность получаемых размеров.
Холодная деформация без нагрева заготовки позволяет получать бóльшую точность размеров и лучшее качество поверхности по сравнению с обработкой давлением при высоких температурах. Следует отметить также, что обработка давлением без предварительного нагрева заготовки позволяет сократить продолжительность технологического цикла, облегчает использование средств механизации и автоматизации, повышает производительность труда и снижает стоимость обработки.
Исходной заготовкой для многих процессов обработки металлов давлением является слиток. Кристаллическое строение слитка неоднородно (кристаллы имеют различную форму и размеры). Кроме того, в нем имеется пористость, газовые пузыри и т. п. Горячая обработка слитка давлением приводит к деформации и дроблению (за счет рекристаллизации) кристаллитов и частичной заварке пор и раковин. Таким образом, при горячей обработке давлением слитка увеличивается плотность металла, а также улучшается его структура (металл получает мелкозернистое строение).
В исходном слитке примеси и неметаллические включения обычно располагаются по границам кристаллов. В результате обработки давлением, как уже указывалось ранее, неметаллические включения вытягиваются в виде волокон по направлению наиболее интенсивного течения металла. Эти волокна выявляются травлением и видны невооруженным глазом в форме так называемой волокнистой макроструктуры. Полученная в результате обработки давлением литой заготовки, волокнистая макроструктура металла не может быть разрушена ни термической обработкой, ни последующим деформированием. В зависимости от его характера обработка давлением может изменить лишь направление и форму волокон макроструктуры.
Волокнистое
строение деформированного металла
приводит к анизотропии его свойств
(прочность и ударная вязкость металла
вдоль его волокон выше, чем поперек).
Поэтому течение металла при обработке
давлением следует направлять так, чтобы
волокна совпадали с направлением
наибольших напряжений в детали при ее
эксплуатации. При этом общие
рекомендации следующие: необходимо,
чтобы наибольшие растягивающие
напряжения, возникающие в деталях в
процессе работы, были направлены вдоль
волокон, а если какой-либо элемент этой
детали работает на срез, то желательно,
чтобы п
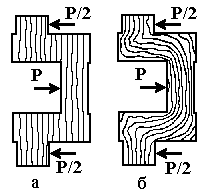
Рис.
3.6. Макроструктура коленчатого вала и
рабочие усилия, воздействующие на вал
при его эксплуатации:
а
– структура, полученная обработкой
резанием, б – структура, полученная
штамповкой